导读:本文对AM合金中结构-性能相关性的当前理解进行了全面回顾。
4、流程相关属性
AM合金中与工艺相关的属性由广泛的工艺参数和物理现象控制,包括激光曝光策略、粉末质量和进料系统、BJP情况下的粘合剂性能以及构建平台温度。此外,零件设计、定位和支撑结构会影响最终产品的质量,包括缺陷(例如键孔和未熔合)、残余应力和表面光洁度。除了微观结构外,这些属性还可以显著影响材料的机械性能,尤其是在零件的使用疲劳性能方面。在本节中,我们总结了几个AM系统中常见的流程相关属性。
4.1. 缺陷
ASTM
E3166将缺陷描述为气孔、缺乏熔合(LOF)不连续、启停错误、夹杂、层移位、材料熔合不足/过熔。这些缺陷通常导致密度的损失,然而,它们也可能以裂纹的形式出现。当使用最优工艺参数组合时,当前的AM技术可以轻松实现高达99.9%的密度。在BJP中,零件的最终密度直接依赖于绿色阶段的填充密度,由于粉末质量和烧结工艺导致了气孔。值得注意的是,密度和收缩之间存在妥协。当高度致密的零件必不可少时,使用更高的温度和更长的烧结时间,这就允许接近完全致密的零件,但具有更高的尺寸收缩。
许多研究旨在优化工艺参数,如热源特性、暴露策略、层厚和零件取向,以获得最大可能的密度和最小的缺陷尺寸。粉末材料的能量输入和熔化之间存在着复杂的平衡;能量不足导致粉末的部分熔化,导致形成“缺乏熔合(LOF)”和“未熔粉颗粒”类型的缺陷。相反,过多的能量输入会导致熔池不稳定,导致飞溅和蒸发,从而形成气夹和钥匙孔型缺陷。非最优参数也会导致轨迹不连续、线间冶金结合弱和分层。
在循环荷载条件下,缺陷作为裂纹萌生点,因此对疲劳寿命产生不利影响。缺陷直径(尺寸)、形状(包括锐半径和裂纹状特征)和位置(包括最近邻缺陷和到自由表面的距离)起着关键作用,而密度作为单一材料参数的使用不足以全面评估缺陷对AM合金疲劳寿命的影响。图7总结了LB-PBF
316L中观察到的缺陷形态。描述缺陷属性的三个关键特征是球度(或圆度)、长宽比和尺寸(直径)。
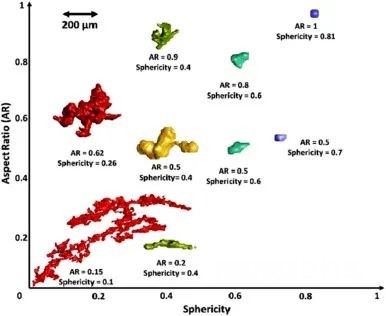
图7 长径比(AR)与从LB-PBF Ti6Al4V显微CT结果中收集的缺陷的球形度。
大多数气体缺陷接近球形,因此具有高球形度和高纵横比。另一方面,LOF缺陷形状不规则,边缘锋利。它们可能包含未熔化的粉末颗粒,并且通常具有较低的球形度和纵横比。气体缺陷的大小通常与熔池大小相关。与EB-PBF和LB-DED相比,LB-PBF通常会产生较小的缺陷。LOF缺陷的大小通常与图案填充间距的顺序相同。LOF缺陷被认为是导致PBF和DED工艺中疲劳失效不良的主要原因。在BJP中,缺陷尺寸明显较小,且具有高纵横比。
Kumar和Ramamurty[研究了工艺参数组合对LB-PBF
Ti6Al4V中孔隙度分布的影响。重建的显微CT图像显示,缺陷尺寸和分布对所用的工艺参数敏感。当使用90°的扫描旋转时,观察到缺陷在构建方向上对齐,但当扫描旋转67°时,缺陷随机分布,如图8a和b所示,即使两种情况下的体积能量密度相似。如图8c[所示,通过采用67°的扫描旋转或通过减少图案填充间距来确保相邻熔池之间的更大重叠,可以显著降低相对较大缺陷的频率。
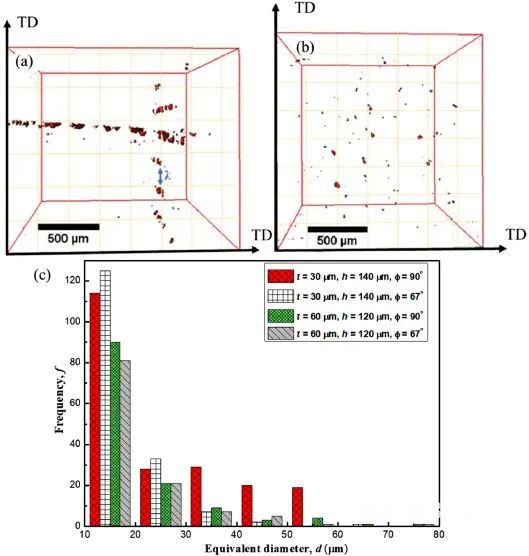
图8层厚(t)=30µm,图案填充间距(h)=140µm的LB-PBF Ti6Al4V样品的重建显微CT图像俯视图。
4.2. 表面粗糙度
逐层制造工艺与附着在表面的半熔融颗粒以及亚表面和表面连接缺陷的存在相结合,导致AM合金零件的表面高度粗糙,如图9所示。表面粗糙度受工艺类型和所用参数、粉末尺寸、层厚度、零件几何形状以及表面相对于构建方向的方向的影响。例如,倾斜角度的分层会产生具有“楼梯”形态的表面,其坡度或曲率由每层的位置近似。此外,由于热源相对于建筑平台的方向不同,上下朝向的侧面会导致不同的表面形态;与上向侧相比,下向侧的粗糙度明显更高。
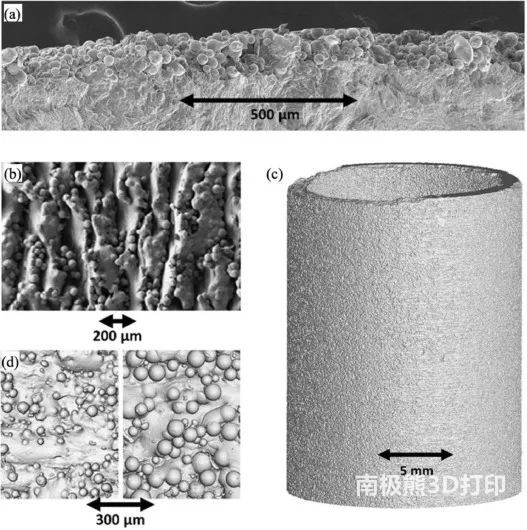
图9 (a) LB-PBF Ti6Al4V的SEM图像。(b) SEM图像EB-PBF Ti6Al4V。(c)(a)所示样本的显微CT扫描。(d) LB-PBF Ti6Al4V的同步辐射显微层析成像分辨率为1.5μm。
通常情况下,DED工艺的表面光洁度最好,EB-PBF最差。例如,Ti6Al4V的平均表面粗糙度(Ra)的报告值为18.5±6.5µm(LB-DED)、35±12.3µm(LB-PBF)和131±45.5µm(EB-PBF)。基于激光和电子束的工艺使用更细的粉末和层厚度,由于粉末在零件边缘烧结,这些粉末和层厚度容易“卫星”形成。然而,由于线宽和层高显著增大,DED技术在使用近净形状(即,在加工以提供最终几何形状后,接近所需零件几何形状的形状)方面受到限制。
4.3. 残余应力
与BJP不同的是,在BJP中,内置零件中的残余应力可以忽略不计,PBF和DED工艺受到高残余应力的困扰,而由于它们通常在内置零件的一个位置到另一个位置之间发生显著变化,这加剧了高残余应力。这些应力可能会导致现场开裂、分层、零件翘曲和潜在的建造失败。如此高的残余应力是这些过程固有的局部热输入和快速冷却的结果。局部区域在被高能束快速加热时的膨胀受到邻近材料的抑制,这通常会导致压缩塑性应变。随后熔融合金的快速冷却和相关收缩导致高拉伸应力。
在DED 316L中使用中子衍射进行的测量表明,残余应力约为合金屈服强度的50–80%。LB-PBF Ti6Al4V和Inconel 718中报告了类似的值。这些应力沿构建方向(Z)最大,在零件中心受压,在外部自由表面拉伸,并且更集中在构建平台界面附近。
残余应力的大小随着扫描线长度的增加而增加。考虑到这一点,减少制造过程中应力累积的最常见方法是实施扫描策略,将层划分为较小的“岛”或“条”,从而减少最长的不间断行程。PBF系统主要通过在每一层之后旋转热源的扫描方向来处理应力积聚。层高度也直接影响应力分布;与较厚的层相比,较细的层导致更高的应力梯度。
高残余应力的影响在制造和使用过程中都会造成问题。在镍基高温合金和钨等硬质金属中,经常观察到沿熔池路径形成的小裂纹,见图10。据报道,较大零件中显著拉伸应力的累积会导致制造过程中支撑结构或构建平台的分层。由于零件变形,尺寸公差也受到显著影响。残余应力可以在疲劳期间作为额外的裂纹驱动力,从而促进裂纹萌生和扩展。
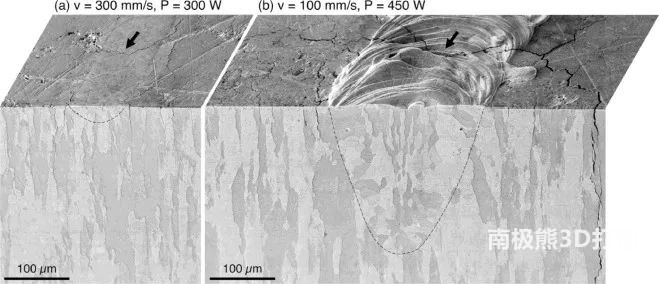
图10 LB-PBF钨中的裂纹网络。图中显示了两种导致不同熔池尺寸的激光曝光策略:(a)中较浅,但(b)中较深。黑色箭头表示横向裂纹。
4.4. 改善过程相关属性的后处理处理
制造后,需要几个步骤才能将AM部件转变为最终用途部件。通常,去除多余的粉末,从构建平台上切割零件,并加工出支撑结构。可采用额外的后处理来改善与工艺相关的属性,包括热处理以改善微观结构和/或缓解残余应力,热等静压(HIP)以减少孔隙度,以及某种形式的表面精加工以实现所需的表面光洁度和形位公差。
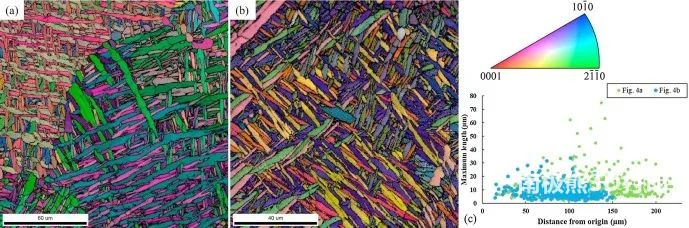
在热等静压处理的激光PBF Ti-6Al-4V中,远离缺陷和试样表面的两个位置的EBSD相位取向图。
热处理通常用于AM
Ti6Al4V、SS、镍基高温合金和铝合金。SR热处理涉及恢复。LB-PBF和DED零件通常在从构建平台上切割之前进行应力消除,以限制与几何公差要求的偏差。高温退火通常会导致晶粒生长、晶粒取向的变化,并可促进更等轴微观结构的形成。这通常伴随着强度降低、延展性增加和各向异性降低。然而,高温热处理并不能提高密度和表面光洁度。
热等静压是一种普遍推荐的工艺,用于减少使用AM制造的零件中的孔隙。例如,已经证明可以闭合LB-PBF镍基高温合金和Ti6Al4V中的内部缺陷和裂纹。此外,它可以消除残余应力。如果含有气体的缺陷没有完全闭合,后续热处理可以重新打开它们。对LB-PBF
Ti6Al4V的研究表明,虽然内部缺陷在EDE节期间闭合,但表面和近表面缺陷仍不受影响。在某些情况下,热等静压可能通过显著的晶粒生长显著改变AM零件的晶粒结构。
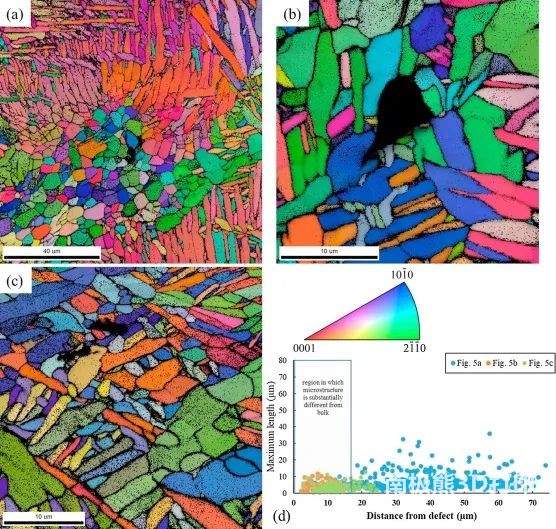
热等静压处理的激光PBF Ti-6Al-4V中缺陷附近的EBSD相位方向图。
提高AM零件表面光洁度的最常用方法是使用标准工艺(如铣削和车削)进行加工。由于AM允许的几何复杂性,CNC过程通常是必要的,主要与近净形状过程(如DED)结合使用。然而,AM提供的几何自由需要未定义的几何过程。据报道,有助于提高表面光洁度的技术包括振动研磨、化学抛光、电抛光、表面机械磨损处理(SMAT)和超声波纳米晶表面改性(UNSF),以及简单的旋转工具抛光或使用砂带磨光机研磨(用于平面)。Bezuidenhout等人表明,HF-HNO3可以将LB-PBF
Ti6Al4V的表面粗糙度降低高达90%,如图11所示。然而,这些过程可能很难控制,并且并不总是满足高质量零件所需的标准。喷丸处理也被推荐为一种表面处理技术。虽然不一定能显著改善表面光洁度,但材料表面的机械加工会产生压缩残余应力。
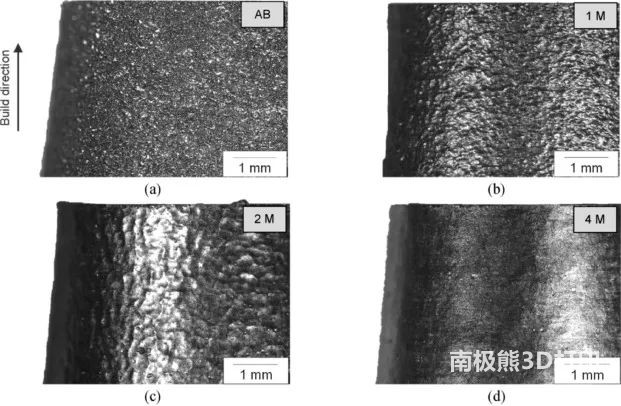
图11 化学蚀刻LB-PBF Ti6Al4V(a)AB表面(AB)后的表面光洁度,以及化学蚀刻(b–d)不同摩尔(M)溶液浓度后的表面光洁度。
5、拉伸性能
AM合金的准静态拉伸性能主要由其中的微观结构控制,而孔隙度、表面粗糙度和残余应力的作用不太显著(除非其水平太大,或拉伸延展性低)。如第3节所述,直接制造方法的微观结构良好,存在凝固胞状结构;与传统生产的微观结构相比,这种精细(有时是亚稳)的微观结构具有较高的静态强度和较低的延展性。在许多AM合金中,发现屈服强度(YS)符合Hall-Petch关系,这意味着更精细的微观结构特征是观察到高屈服强度的原因。另一方面,使用BJP制造的合金的性能与传统生产的类似。
AM合金的拉伸性能,如YS、极限抗拉强度(UTS)和断裂伸长率(EF)通常是各向异性的,YS和UTS在构建方向(Z)上更优越。EF中的各向异性通常最为明显,在垂直于构建方向(X和Y)的方向上具有较高的值。这种行为归因于明显的细观结构,在某些情况下还归因于晶体结构。在某些情况下,优化的工艺参数可以通过将更多的等轴微观结构赋予制造零件来减少各向异性,如下文所述。
然而,在大多数情况下,需要进行后处理热处理以改善准静态拉伸性能。这种处理通常会降低强度,但增加延展性;在大多数情况下,产生的强度-延性组合仍然符合标准化要求,例如,在Ti6Al4V中。热处理通常会降低各向异性。然而,由于AM合金固有的细观结构,通常仍存在一定程度的各向异性。以下总结了使用AM技术生产的特定合金系统拉伸性能的不同特征。
5.1. 钛合金
表1概述了AM Ti6Al4V的选定拉伸性能。为了便于比较,还列出了锻造Ti6Al4V的性能。从中可以看出,虽然AM合金可以达到甚至超过ASTM规范的YS和UTS,但EF通常较低。
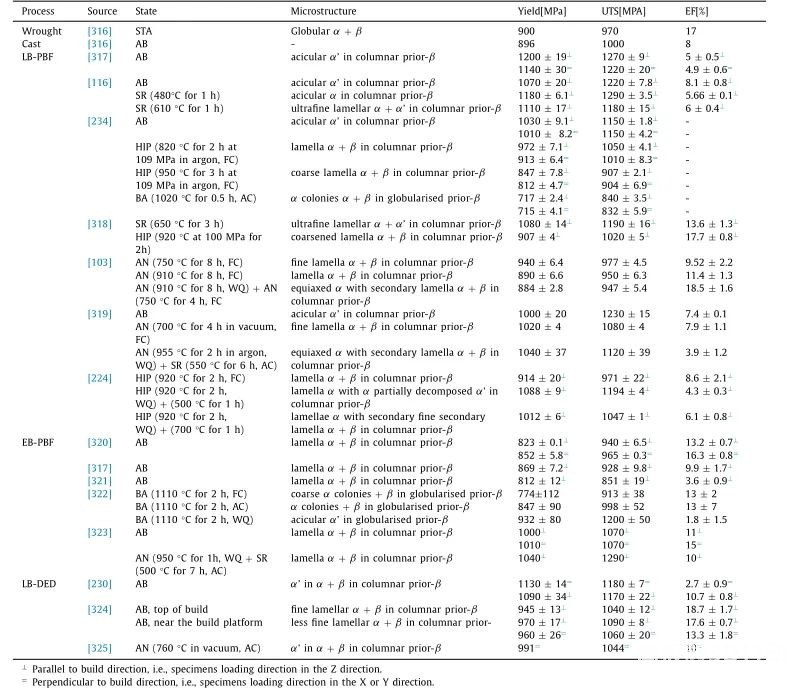
表1 通过不同AM工艺和热处理条件生产的Ti6Al4V的拉伸性能。
Xu等人报告说,通过仔细调整LB-PBF参数,如层厚度和体积能量,可以通过α'原位分解的方式控制成型过程中的温度循环,从而形成更有利的高强度-高延性组合。LB-DED合金具有较低的YS和UTS(∼
960和∼1100 MPa),由于冷却速率较低,EF在10%到18%之间。EB-PBF工艺产生的合金的YS和UTS甚至更低(∼ 880和∼
960 MPa),但由于在此过程中使用了加热构建平台,EF提高了9%到16%。
与LB-PBF相比,使用LB-DED和EB-PBF工艺生产的AB零件的延展性更好,因为其具有粗化和层状α结构(在β基体中)。这是由于EB-PBF中构建平台的加热和LB-DED中相对较慢的冷却速度导致的原位回火。然而,Choi等人报告的延展性低至2.7%,这可能是由于LB-DED中的氧污染,因为难以控制该过程中的环境条件。众所周知,钛吸氧是提高其强度和降低延展性的重要因素。因此,即使化学成分的这种变化很小,也可以使所报告的性质中观察到的差异合理化。这在采用构建平台加热的LB-PBF过程中很明显。
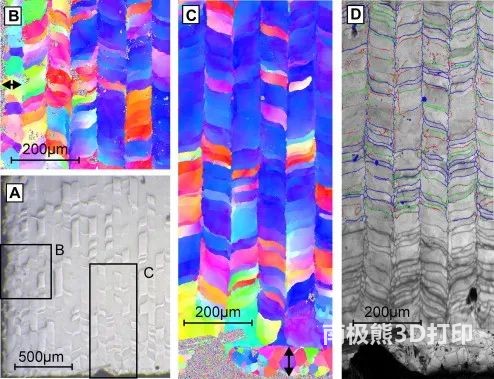
Ta0°俯视图的LOM和EBSD图像。(a) LOM图像,显示EBSD逆极图图像(b)和(c)的位置。(d)(c)的点到点图像质量和方向错误区域之间的旋转角度(顶部)。
在使用本综述中考虑的AM技术加工的所有合金中,拉伸性能的各向异性(不同程度)都存在。各向异性在EF中最为显著。例如,通常在水平方向观察到较低的EF(即,在X或Y方向加载的试样)。这归因于Ti6Al4V中的柱状PBG结构或细长晶粒形态。粉末层厚度和填充策略的适当组合可以产生更等轴的PBG结构,从而减少各向异性并提高延展性。AB
Ti6Al4V的失效模式主要为晶间,Kumar等人报告了脆性小平面和韧性撕裂断裂模式。最近,Ter
Haar和Becker认为LB-PBF合金中的各向异性是由占主导地位的α'微观织构引起的。他们使用EBSD和断口分析进行的研究表明,α'板条优先沿着最大剪应力轨迹剪切,塑性流动位于PBG内。占主导地位的∼
因此,柱状PBG结构内的45°习惯面控制各向异性,因此ZX平面内的PBG具有更大的微纹理区域,促进滑动,从而提高延展性。
热处理导致细α'或α在β基体中转变为粗化和层状α,以形成类似于通过EB-PBF工艺或传统制造路线获得的α+β结构。这些微观结构变化导致YS(和UTS)减少,EF改善。然而,高温下的显著晶粒生长可以将YS降低到715
MPa,这远低于锻造合金。在适当的热处理后,LB-PBF和EB-PBF之间可以实现类似的YS和UTS值。然而,LB-PBF
Ti6Al4V的延展性通常低于锻造和铸造合金。在LB-PBF-Ti6Al4V中,通过双重热处理可以获得由等轴初生α相和层状二次α+β结构组成的双峰组织;该合金的EF显著提高至16–20%。