增材制造金属的断裂和疲劳
时间:2022-07-06 13:05 来源:长三角G60激光联盟 作者:admin 点击:次
| 导读:本文对AM合金中结构-性能相关性的当前理解进行了全面回顾。本文为第一部分。 与传统制造方法相比,金属部件的增材制造(AM)具有许多优势,最显著的是在几乎没有材料浪费的情况下实现设计自由。因此,目前对各种结构合金的制造方面有着重大的兴趣。同时,建立加工-微观结构-机械性能关系,以及AM工艺固有的缺陷、残余应力和细观结构等属性,对于广泛采用AM制造的结构金属部件至关重要。本文对AM合金中结构-性能相关性的当前理解进行了全面回顾。强调了AM合金微观结构、工艺相关属性及其对拉伸、断裂、疲劳裂纹扩展和无缺口疲劳性能的影响的独特方面,强调了微观结构和工艺属性之间的相互作用,以确定AM合金在性能方面的结构完整性。总结了通过在AM期间临时改善加工条件或通过退火、热等静压和喷丸等后处理处理来提高合金损伤容限的策略。确定了在理解AM合金疲劳和断裂方面存在的差距。预计这些差距将为这一领域的研究提供未来的途径。 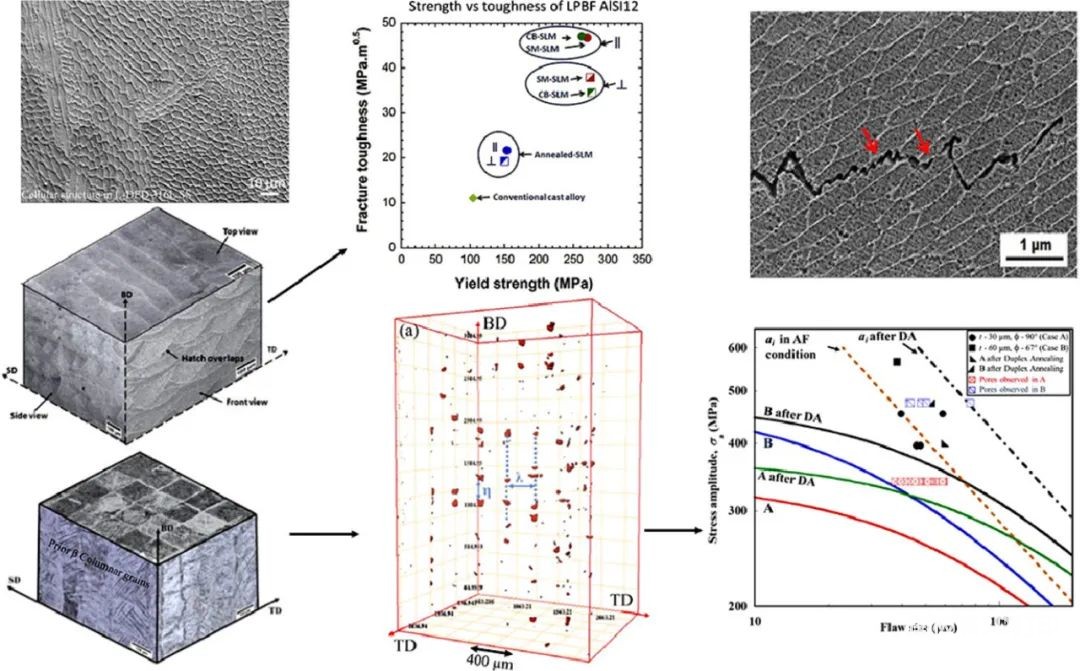 1介绍 金属零件的传统制造除了是关键技术的推动因素外,也是现代工业经济的一个组成部分。通常,制造包括铸造,然后使用锻造、轧制或挤压(或其他方法)进行热机械加工“成形”,以及通过焊接、机加工、表面改性等进行最终“精加工”。随着这些工艺经过几个世纪的微调和完善,人们对合金成分、加工历史、微观结构演变和机械性能之间的关系有了详细的了解,并将其应用于工业实践。鉴于结构零件通常必须同时满足多个特性指标,此类知识尤其重要,因为成分或加工路线(或两者)的微小变化可能以多种方式改变特性组合,而这些方式不一定以简单的方式关联。 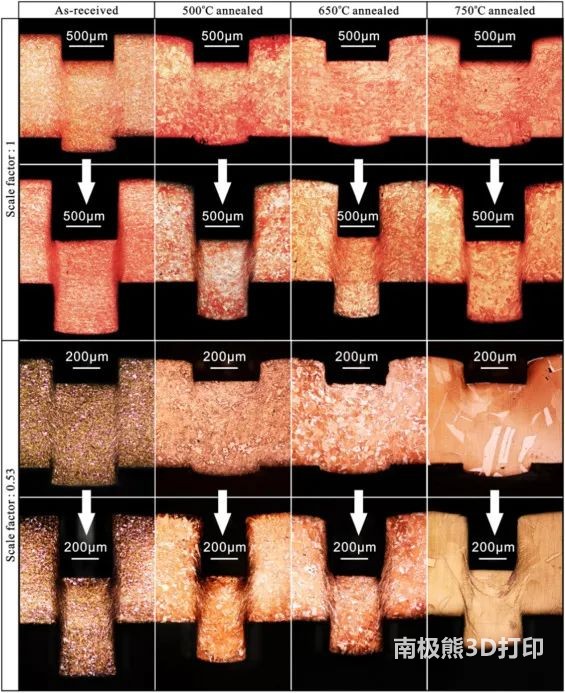 在两种尺寸缩放情况的第一次成形操作中,具有不同状态和冲压冲程的板材的微观结构。 增材制造(AM)与传统制造中通常采用的“减材制造”相比,有可能篡夺上述微调制造均衡。这是因为它提供了许多优势:(i)仅使用一个制造步骤进行近净成形零件制造,(ii)设计灵活性,允许进入否则无法利用的设计空间,(iii)接近零的材料损耗,导致高的“飞购”比,(iv)零件的快速原型制作和测试,这显著减少了新设计从“概念到部署”的周期时间,(v)使用不同合金制造不同类型组件的灵活性,(vi)按需制造,从而降低库存成本和最小化供应链中断,以及(vii)能够生产具有组分梯度的零件或其中包含多种合金。因此,全世界都对AM感到相当兴奋,已经(或正在)对研究和能力建设进行了大量投资。AM对于工业4.0的重要性(由于其数字特性)也是一个根本原因。 在正在探索的不同类别的材料中,金属和合金的AM在技术上是最具挑战性的,因为以高度可再生的方式生产零件并不像表面看起来那么简单。由于其他与工艺相关的属性,如孔隙度、残余应力、由逐行、逐层构建策略产生的细观结构,以及构建零件不同位置的微观结构变化,使得工艺结构属性关系的建立变得相当复杂。因此,确保为质量评估和认证目的生产的零件的结构完整性和可靠性仍然是阻碍AM广泛应用的一个重大挑战。解决这一挑战的关键是详细的结构-属性关联,同时也要考虑过程属性。虽然对制造方面和微观结构-拉伸性能连接进行了广泛的调查和报告,但对最终决定工程零件结构完整性的疲劳和断裂方面的研究并不广泛,尤其是从“微观结构”的角度。 疲劳驱动断裂是承重部件结构失效的最主要原因。在传统制造的金属合金中,驱动疲劳失效的萌生、扩展和快速断裂机制的微观结构起源已被充分理解。然而,对于AM合金中独特的微观结构,如细亚稳相、细观结构和孔隙率(所有这些都是由独特的加工属性直接导致的)如何影响疲劳和断裂的理解还没有完全确定。这不仅对AM组件的可靠性评估至关重要,而且有助于确定必须修改的加工步骤,以生产具有足够或优越结构完整性的组件。 AM与大量的工艺参数相关联,允许复杂的设计特征,导致极不寻常的加载配置,并允许定制零件生产;这使得连接材料、工艺和结构尤其困难。考虑到这一点,我们在此全面回顾了AM合金的疲劳和断裂方面。此外,由于微观结构和拉伸性能是讨论的重要部分,因此也总结了这些方面。 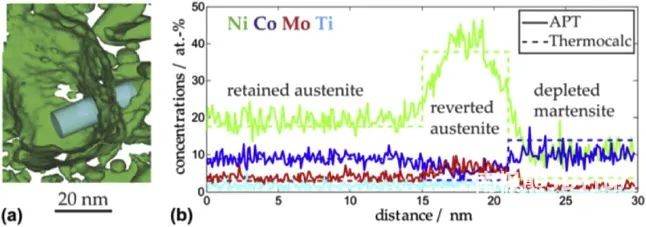 马氏体时效钢LBM试样在480℃/5 h时效期间的再奥氏体化。原子探针层析成像(APT)测量的位置(a),以及元素Ni, Co, Mo和Ti沿圆柱体的浓度分布(b),如(a)所示。 2 广泛使用的AM技术和合金 2.1. 方法 ISO/ASTM 52900标准目前将AM工艺分为以下七类:粘合剂喷射(或粘合剂喷射打印,BJP)、定向能沉积(DED)、材料挤出、材料喷射、粉末床熔融(PBF)、板材层压和还原型光聚合。根据所使用的能源(激光或电子束和电弧)、原料状态(粉末、金属丝或板材)和进料方法(吹塑或喂料粉末或粉末床)对这些材料进行进一步分组。根据有关AM合金疲劳和断裂的现有文献的数量和质量以及其中的微观结构-性能相关性,本综述的重点仅限于三种粉末基技术,即BJP、PBF和DED。 与DED相比,PBF主要用于全尺寸零件的制造,因此,就工业应用而言,PBF是最接近传统制造的天然替代品。目前最流行的金属调幅方法是基于激光的PBF或LB-PBF。它的普及主要是由于相对较高的尺寸精度,较低的机器成本和较短的制造时间。电子束基PBF (EB-PBF)是在高真空环境下进行的,通常低于10 - 4mbar,为制造对氧和氮具有高亲和力的材料(如Ti和Al合金)提供了理想的低污染环境。 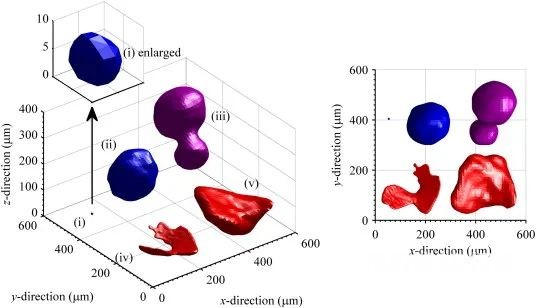 在标准样品C0的AM构建中观察到的孔隙类型的例子,在相同的比例下,并转换成适合单个图形:球形孔隙,小(i)和大(ii)(蓝色);(iii)两个近球形孔连在一起(蓝绿色);不规则的毛孔,小的(iv)和大的(v)不规则的(红色)。构建方向是z,而x和y表示孵化方向。 在DED中,材料通常是通过压力喷粉的方式沉积到热源的焦点。最常见的是,DED用于表面涂层和修复由于磨损或损坏而导致材料缺失的零件。虽然电子束或电弧热源已被用于DED技术,但最近的大多数发展都集中在基于激光的DED (LB-DED)。 PBF过程如图1a所示。使用料斗或靠近粉床的蓄水池将粉末分布在床上。每一层通常是有选择地熔化一条线,每次与相邻线重叠,以形成所需形状的层。为了制备连续层,降低构建平台,在粉末床上铺开预定厚度的新粉末层,并重复选择性熔化。重复这个过程来构建三维部分。制造完成后,去除未熔的粉末,以显示其AB状态的部分,熔融到构建平台。理想情况下,在移除支撑结构和移除搭建平台之前,该部件应先消除应力(SR),以避免变形。通常进行后处理,包括热处理,如退火(AN)和表面加工步骤,以增加机械性能和细化尺寸公差。 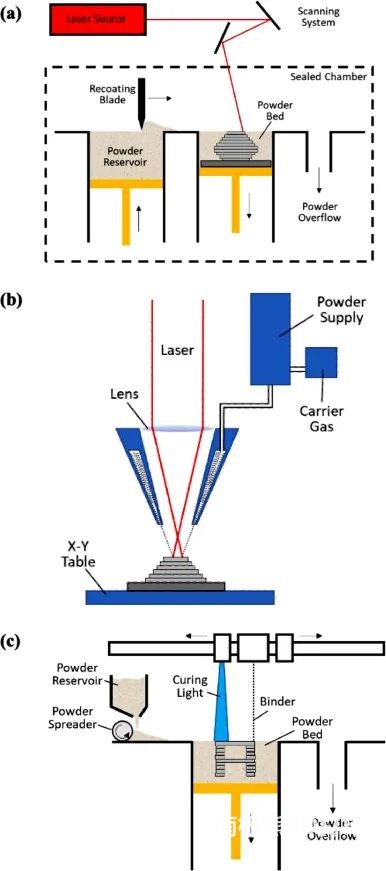 图1 示意图说明了(a)基于激光的粉末床熔合(LB-PBP)工艺、(b)基于激光的定向能沉积(LB-DED)工艺和(c)粘合剂喷射打印(BJP)工艺。 PBF工艺中的层厚度可以在20到200µm之间,这取决于用于固结的材料类型和热源。为了使粉末床的流动顺畅和填充良好,颗粒需要尽可能呈球形,且尺寸分布较窄。在LB-PBF中,粉末材料被选择性熔融,通常使用波长约1070 nm、功率范围为20至1000 W的Nd:YAG激光器。焦平面内激光束的典型光斑尺寸介于50至180µm之间,具体取决于所使用的制造系统。激光束通过电流计扫描仪定向,以在沉积粉末层上实现100至2000 mm/s的扫描速度。 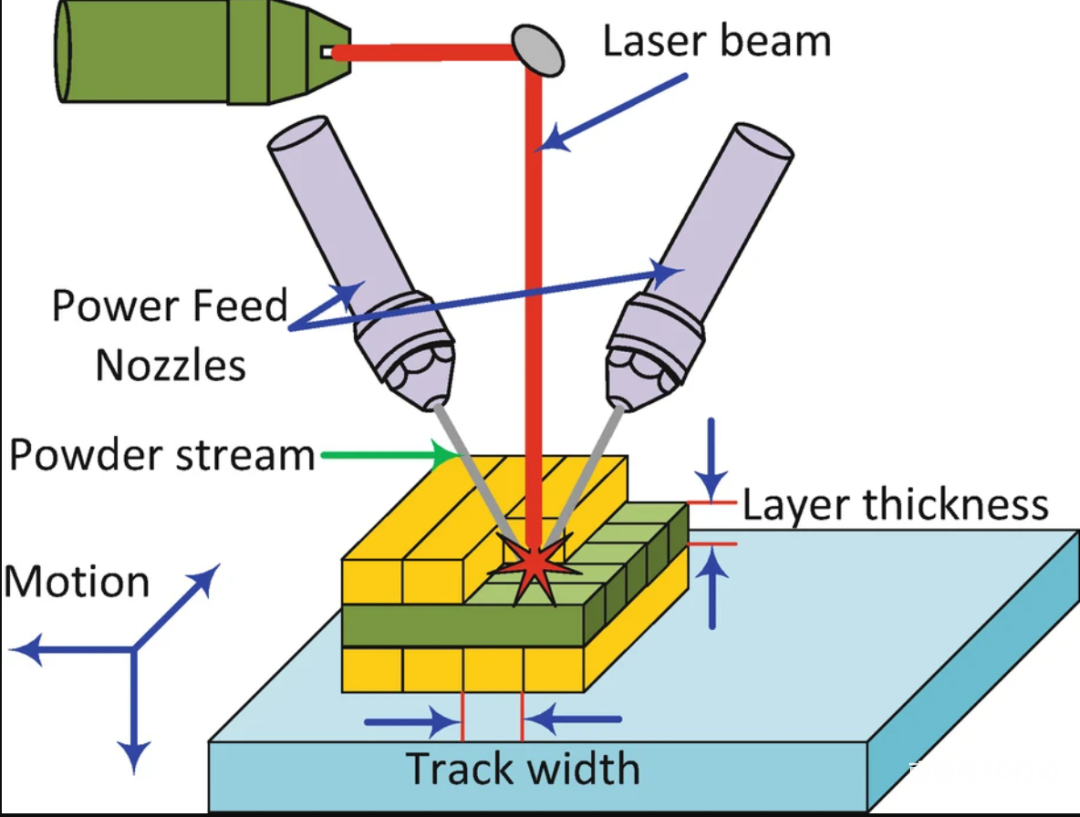 典型激光粉末DED工艺示意图。 通过熔化表面并同时应用粉末原料来制造零件。粉末由同轴安装在热源上的喷嘴供应。生成的熔池通常通过用惰性气体淹没构建区域来防止氧化。DED工艺不受尺寸限制,因此更常用于生产大型零件。此外,通过在现有零件上沉积合金,可以在维修应用中使用DED工艺。 虽然BJP方法还依赖于粉末床系统(图1c),但它采用选择性沉积粘合剂来构建绿色零件,随后对其进行高温烧结,以首先燃烧聚合物粘合剂,然后烧结粉末颗粒以达到最终密度和强度。由此产生的微观结构没有亚稳相、残余应力,并且与使用常规方法产生的微观结构相当。虽然被认为更便宜(而且生产率更快),但该工艺的主要缺点是相对较高的孔隙度。 (责任编辑:admin) |