Ti-6Al-4V增材制造后热处理实现优异的强度和延展性平衡(2)
时间:2023-12-18 09:09 来源:增材研究 作者:admin 点击:次
使用EBSD对HLT样品进行进一步的微观结构分析。图5c中的IPF+IQ图显示,等轴α晶粒起源于三个不同的位置,并表现出不同的球化行为。第一种类型的等轴晶粒起源于先前的β晶界。通常,亚临界退火通常会导致连续晶界α相(GB-α)的形成,如先前研究中广泛报道的。这是由于在先前的β晶界成核的α相的活化能低于在其他位置成核的活化能,这导致大量的α晶粒优先形成和生长以相互连接,而在本研究中,先前的β晶粒边界处的α相主要具有等轴形态,并且不存在连续的GB-α。一方面,当HLT样品从950°C冷却到850°C时,一些具有不同取向的层状α相将外延生长到先前的β晶界,从而将GB-α相彼此分离,如图5c,d中的白色箭头所示。另一方面,在先前的β晶界附近存在高位错密度(图2f),这可以为再结晶提供强大的驱动力[46]。结果,新形成的GB-α很容易发生球化并转变为等轴晶粒。第二类等轴晶粒是由初生和次生α相的边界分裂断裂产生的。AF Ti-6Al-4V样品的微观结构由针状α′马氏体组成,其中含有高密度位错(图2f)。在高温退火过程中,这些位错会被完全激活,并逐渐演变成平面位错阵列,从而降低系统的总吉布斯能。这导致了初始位错亚结构的形成。随着退火时间的延长,一些位错阵列可以通过多边形化进一步发展成片状α内稳定的亚晶界。马氏体分解形成的β相主要以层状形态存在于α相的边界处。这些β相与相邻的α片层和片层内的亚晶界相交,形成所谓的三重结。由于三重结的不稳定性,该区域容易形成热切槽。一旦产生切槽,β相将连续渗透到切槽中,直到它完全破坏薄片[,如图5d中的黑色箭头所示。这一过程被称为热切槽和边界分裂,这是传统钛合金和增材制造钛合金中常见的球化机制。除了亚晶界外,α′马氏体中固有的纳米孪晶(图2b,d)也可能导致热切槽和边界分裂的发生。值得注意的是,HLT样品中LAGB的比例明显高于HT700和HT800样品(图5e),比例高达11%。这可能归因于β过程中晶格失配和体积变化引起的塑性应变→α相变过程。与其他位置相比,LAGB处的KAM值明显更高(图5f),这为局部塑性变形的存在提供了证据。这些LAGB可以促进β相渗透到凹槽中,并促进早期球化。第三类等轴晶粒源于第三和四次α′/α相通过柱化直接球化。原始微观结构边缘的曲率相对较高,这些区域包含高密度位错(图2)。因此,尖端将转变为平坦的表面以降低表面能,这一过程被称为圆柱体化。一旦边界分裂和圆柱体化完成,就会发生终止迁移和奥斯瓦尔德熟化,并导致最终的球化。 图6a–c显示了SLM Ti-6Al-4V样品的制造态和各种热处理的拉伸性能。为了研究不同取向对拉伸性能的影响,对水平和垂直方向的样品进行了测试。UTS、YS、El和韧性的平均值汇总在表2中。从图6a中的拉伸工程应力-应变曲线可以看出,AF样品表现出有限的加工硬化能力,这导致了较低的均匀伸长率,并且AF-H的值仅为4.0±0.55%。在700°C下退火2小时后,加工硬化能力显示出边际变化。当温度提高到800°C时,加工硬化能力显著提高,HT800-H的均匀伸长率提高到6.1±0.04%。对于HLT处理后的样品,加工硬化性能和均匀伸长率(8.3±0.46%)达到最大值。此外,所有样品在水平方向上的加工硬化能力显著高于在垂直方向上的。例如,沉积态和HT800样品在垂直方向上的均匀伸长率分别仅为1.7±0.08%和1.8±0.20%。 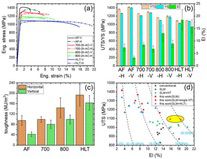
图6。(a)工程拉伸应力-应变曲线,(b,c)拉伸性能,(d)传统制造和SLM Ti-6Al-4V合金之间的UTS与El的比较。
表2。SLM Ti-6Al-4V在不同条件下的力学性能测试数据。
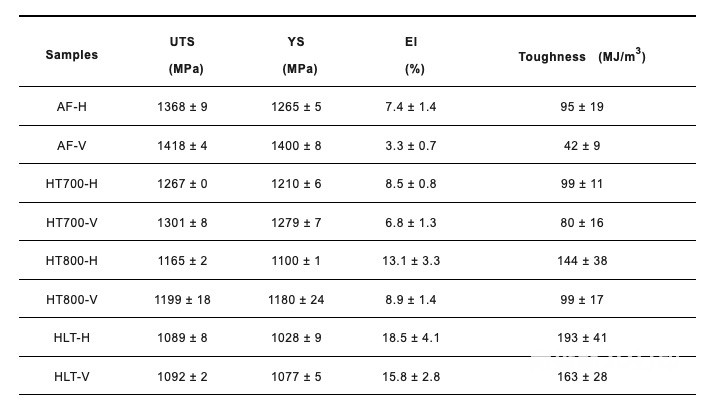
AF样品显示出最高的UTS(1368–1418 MPa)和YS(1265–1400 MPa),但相对较低的El约为~5%。脆性可归因于非常细的针状马氏体及其内部的高密度位错和孪晶。此外,在水平方向和垂直方向之间存在显著的机械性能各向异性。为了定量计算样品中的各向异性程度,采用了以下公式: (1)其中x表示UTS、YS或El,X(上划线X)表示两个方向上的性质的平均值。计算结果如表3所示。随着Ix值的增加,各向异性的程度变得更大。显然,AF样品的伸长率各向异性更为明显(IEl=0.766)。单次退火处理导致强度降低100–200 MPa,但伸长率从HT700样品的6.8-8.5%和HT800样品的8.9-13.1%增加。退火处理显著降低了HT700和HT800伸长率的各向异性水平。尽管HLT处理导致UTS降低至1089–1092 MPa,但HLT样品中大量等轴晶粒的存在导致伸长率显著增加,超过15%。特别是在HLT-V的情况下,与HT800-V相比,伸长率增加了近两倍。注意,经过HLT处理后,UTS、YS和El的各向异性几乎消除了(IUTS=0.003,IYS=0.047,IEl=0.157)。韧性可用于评估材料的综合力学性能。在本工作中,通过整合工程应力-应变曲线获得了热处理前后样品的韧性值(图6c)。可以看出,AF样品具有最低的韧性值。随着加热温度的升高,韧性值逐渐提高。HLT处理后,两个方向的韧性值均达到最大值(>160 MJ/m3),这意味着HLT样品具有最佳的综合力学性能。 表3。SLM Ti-6Al-4V在不同条件下的拉伸各向异性指数(I)。 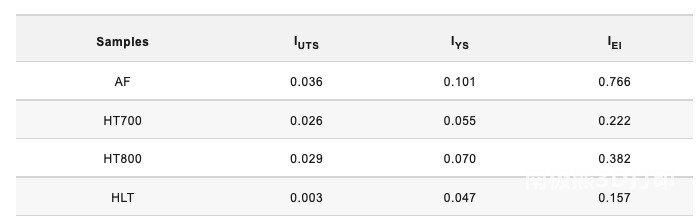
根据文献中可用的拉伸性能数据,传统制造和SLMTi-6Al-4V组件以及本研究之间的UTS与El的比较如图6d所示。传统的Ti-6Al-4V样品表现出中等强度(850–1000 MPa)和高伸长率(12–18%),而SLM Ti-6Al-IV表现出更高的强度(1150–1350 MPa)和更低的伸长率(3–10%)。尽管后热处理在强度上有一定的牺牲,但它可以显著提高延展性,并达到与传统Ti-6Al-4V相当的水平。在这项研究中,与其他SLM Ti-6Al-4V组分相比,AF样品表现出更高的强度,但伸长率略低。尽管单次热处理提高了材料的塑性,但仍低于传统水平。由于获得了三模态微观结构,HLT样品表现出强度和延展性的最佳组合,并且它们的机械性能优于传统制造的Ti-6Al-4V。 在本研究中,通过HLT处理获得了由片层、短棒和等轴α晶粒组成的三模态微观结构,使其具有高强度和高延展性,同时几乎消除了机械性能的各向异性。HLT处理对微观结构演变的影响以及微观结构对机械性能和各向异性行为的影响讨论如下。 在传统的Ti-6Al-4V合金中,马氏体或全层状α+β微观结构通常导致较差的延展性。因此,将部分或全部层状结构转变为等轴晶粒可以显著提高材料的综合性能,满足工程应用的要求。传统钛合金的球化通常包括热加工和随后的退火处理。显然,显著的塑性变形是微观结构球化的先决条件,因为再结晶过程需要驱动力。由于球化是一个热激活和扩散控制的过程,球化行为表现出较高的温度依赖性;也就是说,只有足够的温度才能使完全再结晶发生。 然而,由于SLM是一种接近净形状的制造技术,因此进行塑性变形工艺是不可行的。由于在形成过程中极高的冷却速率,SLM零件通常包含高密度位错和孪晶。这些亚结构与变形样品中的亚结构相似,这为微观结构的球化提供了可能性。目前,一些研究集中在通过后热处理来改变增材制造部件的微观结构上。Liu等人[和Cao等人证明,由于边界分裂,在亚临界温度下退火可能导致样品中出现等轴晶粒,而只有少量α晶粒发生球化。因此,需要更先进的热处理来进一步使微观结构球化。Zhao等人通过三重热处理在LSF Ti-6Al-4V ELI合金中获得双峰微观结构,等轴晶粒占78%,从而使延展性提高约25%。Chen等人和Sabban等人通过循环热处理(CHT)在SLM Ti-6Al-4V-ELI中获得了超过50%的等轴晶粒。事实上,在中间状态下,等轴晶粒的比例达到100%。据我们所知,在SLM Ti-6Al-4V合金中实现如此高百分比的等轴晶粒还没有报道。这可归因于Ti-6Al-4V-ELI合金含有更少的间隙固溶体原子(C、N、O),并且位错在亚临界退火过程中更容易被激活并形成亚晶界。在本研究中,采用所提出的HLT热处理方案,首次在SLM Ti-6Al-4V合金中获得了三模态组织,并显著提高了材料的综合力学性能。因此,有必要阐明HLT处理的每个温度阶段对微观结构演变的作用。 基于上述信息,最初的温度对球化行为至关重要。因此,我们选择950°C作为起始温度,以确保位错能够被完全激活。当保持在该温度下时,α′马氏体分解并转变为平衡的α+β相,而激活的位错在α片层内逐渐演化为亚晶界。在亚晶粒边界和α/β界面的交叉处形成了三重结,从而削弱了α边界。随着退火时间的延长,α片层最终通过β相的渗透断裂成几个碎片,导致初始的球化。在这种情况下,晶内孪晶也可以发挥类似亚晶界的作用,促进α片层的分裂。根据本实验中Ti-6Al-4V样品的化学成分,通过JmatPro 7.0软件获得了相分数随温度的变化曲线,如图7所示。从相图中可以看出,在950°C时,β是主导相,因此α→β转变也同时发生。在这个过程中,在晶内缺陷处成核的β相(图3)可能通过外延生长潜在地促进α片层的断裂。此外,通过圆柱化球化的α相和在先前的β边界成核的α相也在进行中。从950°C冷却到850°C后,β相的含量从72.7%逐渐降低到30.1%(图7)。部分β相将被添加到预先存在的等轴α中,导致其外延生长,而另一部分β相则转变为层状α。在这个过程中,大约40%的β相转变为α相,导致显著的晶格失配和体积变化。因此,大量的位错会聚集在α片层内。通过延长850°C的退火时间,这些位错将演变成亚晶界,导致α片层断裂并形成短棒α。此外,如第3.3节所述,这些外延生长的片状α相也在分离GB-α方面发挥了作用,从而促进了在先前的β边界形成等轴晶粒。随着退火温度进一步降低到750°C和650°C,等轴、短棒和片状α的晶粒尺寸随着β的转变而不断增加→α。最终,通过这些过程形成了三模态微观结构。 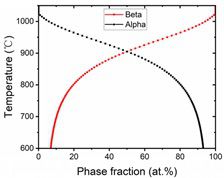
图7。通过JmatPro 7.0软件获得了Ti-6Al-4V合金的相分数随温度的变化曲线。
由于SLM过程中极高的冷却速率,AF Ti-6Al-4V样品中不可避免地会出现含有高密度位错和纳米孪晶的细针状α′马氏体,这导致了高强度但相对较差的延展性。此外,构建过程总是伴随着大的温度梯度,并且柱状晶粒易于沿着沉积方向形成,这被认为是机械性能各向异性的主要因素。由于柱状晶粒的长宽比大,沿拉伸方向,AF-H每单位长度包含的柱状晶粒比AF-V更多。当受到相同的应变时,AF-V中的单个柱状晶粒发生了更多的塑性变形,从而导致更显著的应力集中。一旦塑性变形无法协调,孔隙将在应力集中区域成核。随着拉伸的进行,孔隙逐渐聚结并导致最终断裂。这就解释了为什么AF-H的可塑性优于AF-V的塑性。此外,沿构建方向的冷却速率高于扫描方向的冷却速度,因此垂直方向的样品具有更精细的微观结构[39]。这可能是AF-V强度较高的另一个原因。由于位错和孪晶的消除,HT700和HT800样品的强度降低了100–200 MPa。与AF样品相比,α板条的宽度略有粗化。因此,板条内的有效滑移长度增加,更有利于塑性变形。α′马氏体的分解导致沿α板条边界形成β相。α晶粒之间的β膜可以作为润滑剂有效传递应力并适应塑性变形。从而提高了HT700和HT800样品的塑性。尽管退火处理未能消除柱状结构,但由于变形相容性的提高和变形过程中应力集中的有效释放,水平和垂直方向的各向异性减弱。HLT处理使α晶粒进一步粗化,与单一退火处理相比,这导致有效滑移长度增加。此外,HLT中β相的含量(15.93%)几乎是HT800的两倍(8.33%),因此β相的润滑作用将更加明显。更重要的是,HLT处理导致在先前的β晶界和晶内形成等轴α晶粒。由于三峰结构中的片层、短棒和等轴晶粒有助于增强和增韧,HLT样品获得了优异的综合力学性能。在最近的一份报告中,不连续的GB-α可以完全适应两个加载方向上的塑性变形,并有效降低机械性能各向异性。结合本工作中等轴晶粒的各向同性结构特征,HLT样品表现出几乎各向同性的行为。 本文系统地研究了SLM Ti-6Al-4V合金在各种热处理前后的组织和拉伸性能。详细分析了HLT处理中等轴晶粒的形成机理,讨论了组织与力学性能以及各向异性行为的关系。主要结论如下: (1)所制备的样品的微观结构以柱状的先前β晶粒和具有分级结构的针状α′马氏体为特征。由于不均匀的微观结构特征、高密度位错和纳米孪晶,AF样品表现出高强度(1368–1418 MPa)但低延展性(3.3–7.4%)以及显著的机械各向异性。例如,水平方向的伸长率比垂直方向的伸长率高124%。 (2)单次热处理使α′马氏体分解为平衡的α+β相,随着温度的升高,α板条的宽度略有粗化。高密度缺陷的消除提高了延展性(6.8-13.1%),同时牺牲了100-200 MPa的强度。此外,力学性能的各向异性显著降低。 (3)通过HLT处理获得了三峰微观结构。由于薄片、短棒和等轴晶粒有助于增强和增韧,HLT样品表现出最佳的综合力学性能,UTS为1089–1092 MPa,El为15.8–18.5%,优于传统的Ti-6Al-4V合金。在先前的β边界和晶内形成等轴晶粒,以及β膜的润滑作用,显著提高了适应变形的能力,从而在HLT处理后获得了几乎各向同性的样品。 (4)HLT处理可以有助于完全激活位错,并为球化行为提供额外的驱动力。α晶粒的球化机制可归结为边界分裂和圆柱化。 相关论文 Achieving an Excellent Strength and Ductility Balance in Additive Manufactured Ti-6Al-4V Alloy through Multi-Step High-to-Low-Temperature Heat Treatment 相关链接 https://doi.org/10.3390/ma16216947 (责任编辑:admin) |