���������մɵ���ʷ����չ��δ��(2)
ʱ��:2021-12-29 08:57 ��Դ:3D��ѧ�� ����:admin ���:��
1.4.�մ������������ٵ���ս �����������������մɲ�������ҵ��;�Ⱦۺ���ͽ������ϵ���ҵ��;����ʮ���ꡣ������˵�������������մɲ����ϵ�Ӧ�ñȾۺ������˾��ꡣ����Ҫ�������մɲ��Ϲ��еļӹ�����������Ҫ����ںܶ���ս�����磬�����;ۺ�����ϵĽϵ��ۻ��¶ȿ�ʵ��ֱ���������죬����ԭ�ϲ��������۵����Ͻ��д������븽���IJ��Ͻ�ϣ�Ȼ����ȴ�Ա�����������״���������ܣ�������Щ����һ̨��������ɡ����֮�£�������մ��������칤���Ǽ�ӵģ�����ͨ�� 3D ��ӡ��ʹ��ճ������մɿ����̶���һ���γ�������Ȼ����Ҫ��������������ܻ���������ܡ� ������������Ƚ⣨��� 700 ��C�����սᣨ��� 2300 ��C�������Ǵ�������ȥ��ճ��������մɷ�ĩ�̽�ɾ����������ܵ����ռ�����״������ġ���AM-������������γɵ����������� 65-72 vol.% ���մɷ�ĩ��������ȫ�ܶȽ����³ߴ��������� 30%����ᵼ�����������Ѻͳߴ���Ʋ��ѡ� �մɲ��ϵĻ�е������������Ժ͵�����������ȱ��Ϊ��������ܶȴ� 92% �仯�� 98%����������Ӳ�������� 30% ���ϡ���е���ܺ�ȱ�ݺ���֮�����������Լ���������˾�ȷ�ӹ����Ƶı�Ҫ�ԡ����ҵ��ǣ�����ԭ�����������ղ����ͺ����ı������ޣ�����������칤�յ��������Ʋ��ѡ�
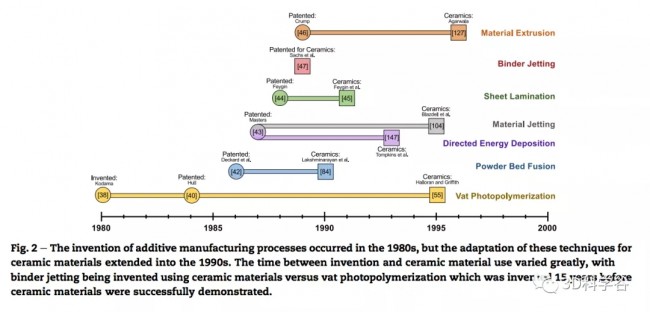
2.1.��һ�γ��� �����������Դ�����ݵ� 1980 �꣬��ʱ�ձ��������й�ҵ�о����� Hideo Kodama�����˻�ԭ��ۺϹ��ղ�Ϊ������ͼ�λ����豸��������ר����Kodama������һ�ֿ��١��ͳɱ����Զ����Ĺ��գ�ͨ�������� (UV) �����̻�Һ̬��̻��ۺ��ѡ���̻�ͨ����ģͼ����ʹ�ü��������ɣ�������ظ��Թ�����ά����������������־�ųɹ�����������̵��״ι�����¼������û�в����κ���ҵ������������ Kodama ��ר��δͨ�����ξ��ѹ��ڡ� 1984 �꣬Charles Hull����˵�һ�� AM ������ר����ʵ������ҵ������������һ�֡�������������ά������豸�������˷��������ͷ���֮�⣬���������� STL�������̵���д���ļ���ʽ���洢����ļ������ݡ�����Charles Hull��ר����ѡ�������ս� (SLS) ������һ�ַ�ĩ���սṤ�գ��� 1986 ���� Deckard ���˻��ר����
2.2.���ٳ��͵��������� ���ڣ����������족һ���Ѿ���ʼȡ��������ԭ������������������������ٶȺ�Ч��������������Ҫ���ǣ��������������칤�յIJ���Ѹ�����ţ������ܾۺ���������մ�ʹ������������;�����Ŀ�����Ϊ���ܡ�AM ���д������зּ��ɷֵĸ��ϲ����ľ�DZ�������м����κη�ĩ���϶�������ϲ���ӡ�ɾ��пռ䶨�����Ե����������Ŀǰ�����������ڼ��������������о�����ҪĿ����������������ƻ��ƺ���������������Ͽ��Դٽ�������;��������������죬�մ� AM ��ҵ�������Ҫ��������������ҽ�ơ����պ��졢��������������ԴӦ�õ��ն������
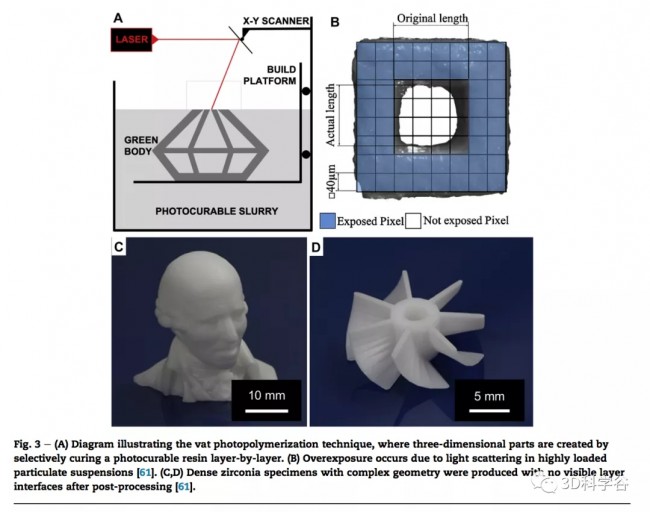
3.1.̽�� ��ԭ��ۺϣ������Ϊ�����̣����� AM �����ó��������и߷ֱ��ʺ����ñ�����ȵĸ߶ȸ��ӵļ�����״����ۺϿ��Բ������¶��ϻ����϶��µķ������С����¶��ϵķ������ŵ���δ�̻�����֬���Żز��У��Ӷ����ٹ�������������֬����
3.2.���� 1995 �꣬Griffith �� Halloran�״�չʾ��ʹ�û�ԭ��ۺ������մɲ�����Ŀ���Ǹ��������������ģ���о��˶������衢�������͵��������������֬�Ļ�ԭ��ۺϡ���Ҫ��ս���մɸ�����֬�Ĺ̻���Ⱥ������ԡ�ճ�����մɲ��ϵ����������ָ�����ӣ�������֬�����ܹ��������������Ҫ����⡣ȷ���̻���ȵ�������Ҫ�����ǿ�����С������������֬���մɿ���֮��������ʲ��죬���������ʲ�������Ҫ���ء��������Ͷ������趼����������ȹ̻����������������������ϩ������֬�������ʲ����ֻ�ܹ̻�����ʮ�ס����ڹ̻���ȵͣ������������貿���������������� 40 vol.% ����������ĩ��ƽ������Ϊ 0.34 ��m���ڶ���ϩ������֬���Ƴɣ��ں����ͱ������о����гߴ��ȶ��ԡ����ڹ�ɢ�䣬�����ʾ�� 5-15% �ijߴ����� 1550 ��C ���սᵼ�� 100% ������ܶȺͶϿڱ���û��ӡˢαӰ������ߡ� �����Griffith �� Halloran�Լ��������Ӱ������˳��ĺ����о���Ŀ����Ԥ����������Ƚ��մɵĹ̻���ȣ����� TiO2��SiC��Si3N4 �� Al2O3���̻����ģ���� 40�C50 vol.% �մɿ���������֬���̻���ȿ���ʹ�ñȶ����ɷ��̽������ϵ�����н�ģ�� �о����֣��մɺ���֮֬��������ʲ���Թ̻���ȵ�Ӱ���������ǿ�����࣬������մɿ����ߴ硣���������Թ̻���ȵ�Ӱ���С������������Ӱ�콬�������Ժͺ������ԣ���˱���С�Ŀ��ơ� 1998 �꣬Hinczewski ���˶����ȹ�����֬����Һ�Ĵ�Ͱ�����Ž���ճ�ȣ��Ӷ�ʵ�ָ��ߵ��մɺ���������������-����ϩ������̻�����Һ�������¶ȴ� 25��C ���ӵ� 70��C��ճ�Ƚ����� 6 ���������·���ʵ���� 53 vol.% ���쳣���մɺ�����ͬʱ�����˿ɽ��ܵ�����ѧ��С�� 5 Pa*s���̻���ȣ����� 200 ��m���Ĵ�ӡ���ԡ� 3.3.����ķ�չ ���մɲ��ϵ����ڻ�ԭ��ۺ��о������ٵ���ս��������������ѧ����������Ĺ�ɢ��͵̻���ȣ���Ȼ������о�����Ҫ���㡣 �Ծ��и��մɺ�����ԭ�ϵ�Ҫ��������ѧ��ս��ɢ��͵̻���ȡ�Ϊ����������ѧ��ս��Chartier ������ 2002 ��ʹ����һ����ӱ�ļӹ��������÷����ܹ�ʹ���մɺ����ߴ� 60 vol.% �Ĺ�̻�����Һ������������������������Ϳ���������棬����ʹ�û�������ɹ�̻�����������Һ����ʹ�ùε����ȵ���չ�����ַ����ܹ���ӡ���� 25 ��m �ľ��Ȳ㡣 �ò۹�ۺϷ������ӳ���ԭ�ϵ���һ���ô���֧�������ṹ�������������������Ϳ��ѡ��� 1700 ��C ���ս����������ƽ������Ϊ 1.5 ��m�����������ܶ�Ϊ 97%������ǿ��Ϊ 275 MPa���봫ͳ�ӹ���������250-350 MPa���൱�����⣬ͨ������ϸ�������ս����Ӽ���������ɴ�������������ĩ��ӡ����������ܻ������� 50 vol.% ���մɺ������� 1600 ��C ���ս����������ƽ������Ϊ 10.34 ��m��������ʾ����С�����ܻ��� ͨ��ʹ��ƽ������Ϊ 10.34 (85%) �� 1.05 ��m (15%) ����������ĩ��˫���������� 1 wt.% MgO �� 3wt.% TiO2��ʵ���� 92.97% ������ܶȡ���Ȼ 93% ������ܶȶ��ڽṹ�մɲ�����˵�Dz����ģ��������о�֤���˵ͳɱ�ԭ�Ϸ�ĩ��ϸ�������ս����Ӽ����ϵ�DZ�����о����֣���������ﯲ��������� 7.5 vol.% 3Y-TZP ������ܶȴ� 91.84% ���ӵ� 96.40%�� �� 2010 ������� Schwentenwein�� Scheithauer ���ˣ�ʹ����һ�����ֹ�� (DLP) �����¶��ϵķ������������������ķֱ��ʺʹ����ٶȡ��ڹ��������У������������Ե�ǿ�ȣ�ռ�ձȽӽ� 10%����ʼ�̻���Ȼ������ߵ�ȫǿ�ȣ�ռ�ձ�Ϊ 100%������㶨�̻���ȣ��������̻����������Ʋ������������ܶȡ��ڶ��ֲ��ԣ�ʹ�ô��ڲ�ߵĹ̻���ȣ���֤�����Ը��Ʋ��ճ�ϡ����� 25 ��m �IJ�ߡ�150 ��m �Ĺ̻���Ⱥ��������̻����ԣ��ں���������û�пɼ������������������Ʒ�� ����һ���о��� 2019 ��ʹ�û�ԭ��ۺ����� SiC ����������һ���ش�ɾͣ���Ϊ SiC �ĸ�������Լ� SiC ���̻���֮֬��ĸ������ʲ��졣����ϩ�������塢Al2O3��Si3N4 �� SiC �������ʷֱ�Ϊ 1.46��1.70��2.10 �� 2.65����������ʲ������ȵ��µ̻���ȣ����谭�˻�ԭ��ۺϼӹ��� ��ʹ��ֱ��Ϊ 15 ��m �Ĵ� SiC ������ 40 vol.% ���մɺ���ʵ���� 60 ��m �Ĺ̻���ȡ�ͨ������ 1 wt.% ���׳ߴ�� SiC ��ĩ���̻�������ӵ� 66.8 ��m�����׳ߴ�� SiC ��ĩ������������ȶ��ԣ��Ӷ��ܹ����츴�ӵ� SiC ������Ȼ������Щ����ĺ������ԡ��ս��ܶȺͻ�е���ܶ�û�б��棻���մɺ����ʹ��������谭�ս�����е����ܻ����������о��У��� 1800 ��C ���ս����� 85.2% ������ܶȺ� 78.6 MPa ������ǿ�ȡ�Ϊ����߽ṹ���ܣ�����̼���������սᲿ���У�Ȼ���� 1200 ��C ���Ƚ⡣�˴�ѭ����õ�����ܶ�Ϊ 93.5%������ǿ��Ϊ 165.2 MPa�� ���մɿ������ص���̻���֬�е�һ��ֵ��ע������������������ת���մɣ��Уģã������������ַ����У�ͨ����ԭ��ۺ��γɿɹ�̻����մ�ǰ������֬��Ȼ���� 1000-1300 ��C ���¶����Ƚ��Եõ������������ܵ��մɲ������봫ͳ���մ��ս��¶���ȣ�ͨ��ʹ����Щ��Խϵ͵ĺ����¶ȿ���ʵ�����ŵĽ��ܡ����⣬���ַ������������������������ȵ��մɲ�����һ����Ҫ�ŵ���̼�������͵����ﶼ���Դ��մ�Ԥ����֬������������������Щ���Ͼ��нϴ�������ʲ���������ֵ�����ʹ�ô�ͳ�������մɿ�������֬���й̻�������ս�ԡ� HRL �Ŷ�ʹ���մ�3D��ӡ����������Կ�����ǿ�Ĺ�������մ�ǰ������֬���ϣ�Ȼ��ͨ���Ƚ⼫�˼��ȹ��̣���3D��ӡ�մ���ǿǰ�������ת��Ϊ̼�������SiOC�����ϲ��ϡ����ѺͿ�϶�γɣ���Խṹ�������ʩ�������ơ���ˣ����ַ�����֧��ֱ������Լ 1 ���ľ���ṹ��ʾ�����ŵ�ǰ������������Ҫ���ܡ���״�մɲ����ĽṹӦ�ý�������ս�� ��HRL ʵ���������õ��մɲ������췽���У�������Ҫʹ�û��ڹ�̻����յ�SLA ��DLP 3D��ӡ��������������֬���������£�700��C-1100��C���Ƚ�ѭ���ۺ���3D��ӡ�����ֱ��ת��Ϊ̼�����裨SiOC���մɡ����ַ���ʡȥ���߳�����֬����ͺ������սᲽ�衣 ����HRL ʵ���ң�������������-3D��ӡ��������Ҫ���ǵ��������մɵĵ��������Ƿ�����ƶ��ڿ�϶��ȱ���ۺϡ���丽�����ͱ���ֲڶȵ�ȱ�ݵ����̶ȣ���Ϊ��Щȱ��֮����ڽṹ�������յ��մ����������������3D��ӡ�մɲ��ϵ����ԣ���ô3D��ӡ�մɼ�������Ӱ���ڶ��մ�Ӧ�ã������ƽ���������������ѧ�ӹ���Ħ��ѧ��ҽ��ֲ�������õ����մ��㲿���� ����3D��ѧ�ȵ��˽⣬Ŀǰ�����մɻ���ǿ���ϣ���������������ʹ�ó��մ���ά��ǿ���ϵ��մɻ����ϲ��ϣ�CMC��������̼����/̼���裨SiC / SiC���������Դﵽ>30 MPa m1/2����ͳ�ϣ���Щ�մɻ����ϲ������ɾ�������մ�ǰ����ۺ��������Ƚⲽ��ĸ�����άԤ���ͼ��Ƴɵġ� ���dz���ά��״�����뵱ǰ����3D��ӡ��ӡ�������ݡ��ݺ�Ƚ�С�Ķ���ά���羧�룩�Ϳ���Ҳ��ʹ�������ͣ����磬ʹ��SiC������ǿ��������Al2O3�����ϲ��ϣ��Ž����������յ�Ӧ����ʹ������ϵ����������> 6 MPa m1 / 2������������ʹ���Ƽ��ƫת�����п������Ӿ���Ϳ�������״����Ҳʹ��������������췽�����ݡ������������ʹ���Ƽ��ƫת���п���ʹ�������2��������Ϳ�������״����Ҳʹ��������������췽�����ݡ� ���մ�ǰ����ۺ�����о������˶��־ۺ���ĺϳɣ�����SiOC��̼�����裨SiCN����SiC�͵����裨Si3N4�����ڵĹ���մɡ���ͨ���Ƚ�ת���մ�ǰ����ۺ���Ĺ����У������Żӷ������ʵ��ͷŲ���������������������������ܻ������ڻӷ��������ɢ�������ʲ��ܴ����ɱ����ݳ�������¶ȷֲ�����Ʒ������״�ͻ�����ɢ���Ƿ�ֹ�����еĿ��λ�����Ҫ�������ء�ʩ������Ʒ�ϵĻ�еԼ�����ڷ�ֹ��Ʒ�������������Ҳ��������Ҫ�ġ� ����3D��ѧ�ȵ��˽⣬������ת���մɣ��Уģã����������ڹ�̻�3D��ӡ�����������ѱ�֤�������ڷ�ĩ���ۻ���ճ������䡢�������䡢���ϼ����ȼӹ������� (���α༭��admin) |