�۽�PBF��ĩ������ӹ�����-���������մɵ���ʷ����չ��δ��(��)
ʱ��:2021-12-30 09:36 ��Դ:3D��ѧ�� ����:admin ���:��
�մ���������Ĺ�ҵӦ�ñȽ��������ϲ��ϴ����ʮ���꣬�������մ����������������ս�����ݵ��ӹ��ṹ�մɲ��ϵ��������ѣ������ӹ��¶ȸߡ���ȱ�����еĻ�е���ܺͼӹ����ԲΪʹ�մ���������������죬δ�����з�Ӧ�������������ѡ�Ľ�3D��ӡ�ͺ������ƣ��Լ�����Ϻͻ�ϼӹ��ȶ��������� ����ʷ�ĽǶ�����������3D��ӡ�����������ܡ��ṹ�Ƚ����մɲ������������۵���PBF���ڷ�ĩ����ѡ���ۻ�3D��ӡ���մɼӹ������Ӧ�á�2017��-2021��, �ǻ��ڹ�̻����մ�3D��ӡ�ں��ա�ҽ������õ�Ӧ�÷�չ�����ꡣͬ�������������У�ճ�������3D��ӡ������ģ�ߡ�������о�����е�Ӧ�õõ���ǿ���մ�3D��ӡ��ҵ���������������մ�3D��ӡϵͳ����ϵ��з���ͬʱ���ͳɱ�����߾��ȵ�3D��ӡ���������г��������մ��������켼������ϼ����ļ�����չ�����ڹ�̻���ճ������䡢���ϼ���3D��ӡ������Ӧ�ý��õ���ͬ�̶ȵļ�ǿ��Ӧ������Ԥ�ƽ���չ�����������ơ���Դ�����ӵȸ�������
4.1.����ԭ�� ��ĩ���ۻ� (PBF) ���գ������Ϊѡ�������ս� (SLS) ��ѡ�������ۻ� (SLM)��ͨ������㹤����ѡ����Ӧ�ü����������ۻ���ĩ��������ά������ù��յĶ���֮�����ڿ�����ֱ�ӻ��ӽ����մ�AM-�������졣���ʹ�ÿ����ۻ�����ȫ�ս��մɷ�ĩ�ĸ߹��ʼ��⣬��ֱ�Ӵ��������������Ե����ܲ����������һ���ӹ����෴���������������ۻ���ĩ������Ҫ���к���������ܻ���������ܡ� ĿǰPBF�ӹ�����������ܶȽϵͣ���� PBF �ڽṹ�մ��е�Ӧ��ȡ�������ijɹ�����������ս��ܶȵ�һ��DZ�ڷ��������Ƚ���ս�֮ǰ���������еȾ�ѹѹ�ơ�������ս�����ϲ�ı�����Ⱥ����ݶ���������ƣ��������˼�����״������ߴ硣
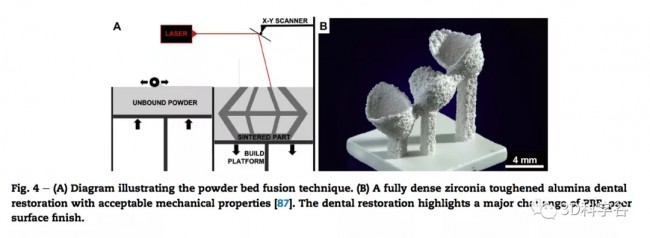
4.2.���� �����Ƚ��մɵķ�ĩ���ۻ�������Ҫ���մɷ�ĩͿ���ھۺ��ﱡ���У��þۺ���㱻�������ۻ���ѡ���Եؽ���ĩ�����һ���γ���������ˣ���Ҫ���к�������ȥ��ճ������ս����������ղ����� �ù������������Ը��ߵĸ��ϲ��ϲ�����Ϊ�˼����ȳ������Ŀ��ѣ�ÿ����ĩ�㶼����Ԥ�ȣ��������δ��Ϸ�ĩ���۳�֮����²� ���մɲ��ϵ� PBF��ĩ���ۻ����յ���һ��������������������ڽ�����ĩ�ĵ��ܶȣ����һ���谭�˾�ϸ�մɷ�ĩ�������ԡ�Ϊ�˽��������⣬ʹ����������ͨ������ֱ��Ϊ 30 �ĸ�����ž���������ϸ�ۣ�1-5 �ף��������ԡ� ����3D��ѧ�ȵ��˽⣬������Ա�� 1990 ����մɲ��Ͻ����˵�һ�η�ĩ���ۻ��о��������������ͨ����ӹ��������ģ�����ʹ����������-����立�ĩ�����ڼ��������ڼ䣬����立�ĩ�ۻ�����������������Χ�γɲ����ࡣ����淋��۵��Ϊ 190 ��C�������Ž���������ļ���ʡ������˸�����״������������ڸ߿�϶�ʣ���ߴ繫�������Ⱥͻ�е���ܶ��ܲ �ڽ�������һ���У�ʹ�þۺ���Ϳ����Ϊ�м�ճ���������3D��ӡ�ƸƲ�����������������ۺ����ϲ�ͨ������������������������������ķ�ĩ���иĽ��ı�Ե�����Ⱥ��ȶ��ԡ������Ŀ���ǿ�����������ܶȵ����Ӷ����ӣ�Ȼ�����žۺ��オ��ķ���ǿ�Ƚ��͡���ˣ���ɨ���������ʺ��������ǿ�ȣ�ͬʱ����ۺ��オ�⡣ ���⣬���������� 5 ��С�� 2 �ף�����ǿ�����Ž��ͣ����²������ȶ�������С�� 5 ��m ��������Ӧ���þۺ���Ϳ��֮ǰ����ĩ���ۡ� ������Ա��ģ���˾ۺ���Ϳ���մɲ��Ϸ�ĩ���ڵ�����ɢ���ۺ���Ϳ���ȶ������ܵ�Ӱ����Ϊ���ţ��ȼ����ṩ�������Ż�ɨ���ٶȡ�����ʺ�դ���ȡ���ģ������Ԥ��ʹ�ò�ͬ�ӹ�������������������������ǿ�ȣ����Խ����ʾ�����õ�һ���ԣ���������������������ǿ���������ܶ��������ӣ�ֱ���ﵽ 1.2 cal/cm2 ����㣬�˺�ǿ�������ʽ��� 80%���������������ڹ��ȼ��ȵ��¾ۺ��オ�⡣��һ���ֶ����κ�ʹ�ü���ѡ���Եؽ�����Ӧ����Һ�崲�ͷ�ĩ���� AM ���ն�����Ҫ��Ϊ�˽���������⣬��������Ч����������������ܶ� (IED)�� ��������˲��Ͻ��յ������ܶȺͼ�����ͨ����Ƶ�ʣ������ص����Բ�ͬ�������ܶȶ�ÿ��λ�ü��ȶ�Ρ������Ҫ����Ϊ��ɨ�������У����ż�����ض����ƿ���Ȼ��ͨ����������������Ѹ��ɢʧ����ˣ���������ļ��ȹ��̽����нϵ͵���Ч�ʣ���Ϊ�ڽϳ���ɨ��ʸ���ڼ䣬ÿ��λ�ö��и����ʱ������ȴ�� 1999 �꣬������Ա���״α�����ֱ�� PBF �о���������ѹ��Ԫ����ʹ�ù�߳ߴ�Ϊ 50 ��m �� Nd:YAG �������ս� TiO2��ZrO2 �� PbO ��ĩ�Ļ�ѧ��������11 �� 14.5 �ߵļ���ʺ� 15 �� 30 ����/���ɨ���ٶ����������д�Լ 80 �������϶�ʵ�ճ�Բ��������������� 1240��C ���˻� 3 Сʱ�����γ� PZT �ಢ���Ͳ���Ӧ�����˻�϶�ʽ��͵���Լ 75 vol%���˻���ʾ��ѹ�����ܣ���ֻ�ܳ��� 0.95 kV/mm �����糡�����ڴ���ֵʱ�����ڿ�϶�ʶ����������� 4.3.����ķ�չ ������Ա�о��������մ� PBF ���ȹ���ճ����������ȹ��Ծۺ��ﲻ��������������һ�������ۻ����������¶ȸ�����ӷ���ʱ���¸����������̼���Ӷ�����ȩ��֬������ճ�� SiC ��ĩ����Ϊ����̼���ʸߴ� 40-70%����֮ǰ�о���ʹ�õ�������ճ�����ͬ����ȩ��֬���Ƚ������ǿ�ȣ���ȩ��֬���Ƚ�������� 40�C70 wt.% �IJ���ת��Ϊ̼�ҡ����ս�����У���ȩ�������ս�������������������ʹ��ʱ���������������մ�ǰ��ۺ�� Ϊ��ʵ�ָ��ܶȺͻ�е���ܣ�������Ա�� 1600 ��C ���ս�֮ǰ��ͨ��ѹ���� (PI) ���µȾ�ѹ (WIP) �ӹ��� PBF ��������������������δ�� PI �� WIP ������������������ս�ʱ������ܶȴﵽ 39%��ʹ�� PI��13 MPa ��������-�Ҵ���Һ��������ܶ����ӵ� 64%��ʹ�� WIP��64 MPa �� 135 ��C��������ܶ����ӵ� 89%����Ȥ���ǣ�ͬʱʹ�� PI �� WIP ��������ս��ܶȽϵ�Ϊ 88%�� Ȼ����ͨ���� WIP ֮ǰ����϶�����������Ž��ͣ��Ӷ������˸��Ӽ�����״�����������ѵĿ����ԡ���Щ�����Ƹ���������������ƽ������ǿ��Ϊ 148 �� 22 MPa��ͨ����Ⱦ�ѹ�����岢�� 1600 ��C ���սᣬ���������ܶ�Ϊ 92% �ĸ�������������� 2006 �꣬������Աչʾ��ֱ����������ܶȸߴ� 92% �������մɡ�Ϊ�˴ﵽ����ܶȣ�ʹ�ùε�ͿĨ 100 ��m ���մɽ��ϲ㣬�մɽ����� 50 wt.% �Ķ������衢16 wt.% ���������� 34% ��ˮ��ɣ�ʹ�������� CO2 ����ѡ�����ۻ�������ϵ��ʹ��Ʒ�����ƣ��ɷֺͼ��������Χխ�� ����һ��ֱ�� PBF �о��У��������ȶ�������ﯲ���������ܶȵͣ�Ϊ 56%��������Ϊʹ���˵��²����ۻ��ĵ��ʼ��⣬��������ĩ���ܶ���ͬ����״�������ۻ���һ���ŵ������Ž�������Ӧ������ʹ���������������Ϊ���ܣ����ҿ������ϴ�����Ŀ������������ܶȡ� �ڵ�һ���մ� PBF �о���ʮ�������Ա�ɹ���֤����ֱ��������ȫ���ܵ��������մɲ��������е������ͨ����ͳ;���������������մ��൱��Ϊ�˼��ٵ��¿��Ѻ�������ϵ���Ӧ����ʹ�� CO2 ������������ 30 �� 40 mm2 ����������ȵ� 1700 ��C ���ϡ�ʹ�������� Nd:YAG ��������մɷ�ĩ����ȫ�ۻ��������ۻ�����ȴ����ϸ�����۽ṹ�������˸߶�Ϊ 2.5 ���� ZrO2-Al2O3 ����������ǿ�ȳ��� 500 MPa�� Ȼ�������ڶ���͵ײ�֮������ݶȣ��߶�Ϊ 10 ���IJ��ֳ��������ص����ơ�ʹ�����ּ���������һ���������壬�����ص� 1000 N û��ʧ�ܡ�������������ͻ���� PBF ����Ҫ��ս����������Ȳ���⣬��������ĩ�����ȵ�ԭ�ϲ��ϵ��ս��¶������ǰ���IJ������Թ�ģ���� (���α༭��admin) |

- ��һƪ�����������մɵ���ʷ����չ��δ��
- ��һƪ��3D��ӡ-��ѧ�ܲɼ���Ħ���������