前沿研究:基于神经网络的机器学习方法在3D打印中的应用
时间:2021-04-04 22:06 来源:3D科学谷 作者:中国3D打印网 点击:次
得益于规模庞大的数据集、计算能力的提高和计算模型的优化改善,神经网络算法已成为机器学习算法中使用最广泛的模型。当前一个明显的趋势是,神经网络算法的经验成果正在向传统制造领域进行迁移,并对制造行业的产品设计、制造、质检到交付等价值链环节,产生了深远而广泛的影响。 中国工程院院刊《Engineering》刊发《将基于神经网络的机器学习方法应用于增材制造――应用现状、当前挑战和未来前景》,综述了神经网络算法在增材制造全链条中的模型设计、实时监测、质量评价等方面的应用进展。文章介绍了增材制造技术和神经网络算法的发展情况,概述了当前将神经网络应用于增材制造所遇到的挑战以及针对这些问题的可能解决方案,并讨论了未来趋势以对这一跨学科领域进行探讨。
引言 相对于传统的减材制造技术,增材制造(AM)是现代工业范式中一种前景广阔的数字化加工方法,其已引起全世界的广泛关注。 AM通过三维(3D)计算机辅助设计(CAD)模型逐层构造物体,拥有以下优势:
然而,AM部件也存在许多独有的缺陷,这些缺陷与铸造和锻造部件中出现的缺陷不同,例如由于未熔合和气体捕获导致的孔隙率、在相对于打印方向的垂直和平行方向上严重的各向异性微观结构,以及由高冷却速率和大温度梯度引起残余应力过大而导致的畸变。因此,研究者们必须更好地理解粉末冶金参数、打印工艺以及AM部件的微观结构和机械性能之间的复杂关系。 整个AM流程总是涉及许多可以决定最终产品性能的基本参数。例如,在选择性激光熔化(SLM)中,激光功率、扫描速度、扫描间距和层厚等加工参数都能显著影响所制造的部件质量。但是,这些参数与最终质量之间的关系过于复杂而难以为人们所理解,因为SLM是一个多物理、多尺度过程,包括微观尺度下粉末-激光相互作用、介观尺度下熔池动力学和柱状晶生长,以及宏观尺度下热力耦合。为了能以更清晰、更准确的方式对这种关系进行描述,研究人员已尝试建立各种物理模型。例如,Acharya等提出了计算流体动力学(CFD)和相场模型,以模拟激光粉末床融合(PBF)过程中沉积态的晶粒结构演化。Fergani等提出了一种解析模型,用以评估金属材料AM过程中的残余应力。此外,Chen等采用有限元模型来研究熔池形状和焊缝形状。可以看出,上述各个模拟方法从粉末尺度到部件尺度都不相同,并且由于缺乏对AM的深入理解,这些模拟研究只能集中于整个制造过程的一个或两个方面。 目前,通过这些物理驱动的方法不可能在短时间内快速准确地预测整个AM过程。除了上述物理驱动模型外,数据驱动的模型也已广泛应用于AM领域,这些模型统一称为机器学习算法(ML)。这种模型的压倒性优势在于其不需要构建一系列基于物理过程的方程。取而代之的是,它们会根据以前的数据自动学习输入特征和输出目标之间的关系。在机器学习方法中,神经网络(NN)算法最为广泛使用,并且由于当前大量可用的数据和计算资源,以及其先进的算法结构,该算法目前正在快速发展。例如,NN是计算机视觉、语音识别、自然语言处理和自动驾驶等领域的主要驱动力。NN在识别上述任务中潜在的复杂模式方面表现出了它的强大优势,其中大部分模式曾被认为只有人类有可能分辨出来。此外,一个明显的趋势是,在这些领域中利用NN的经验成果正在向传统的制造领域(包括AM)进行迁移。NN对制造行业中的整个价值链创新,从产品设计、制造、质检到交付等,都产生了深远而广泛的影响,并且其带来的影响将越来越强烈。 本文概述了研究人员将NN算法应用于AM的最新进展。文章组织结构如下:第2部分简要介绍了AM技术和NN算法;第3部分总结了NN在AM中的详细应用;第4部分概述了当前应用过程中的挑战和可能的解决方案;第5部分描述了该交叉领域的未来趋势。 方法
AM是一个相对于传统减材制造[即铸造、锻造和计算机数控(CNC)]的概念术语,其根据不同的打印技术可进一步分为多种类别。其中,粉末床熔融成型(PBF)、黏合剂喷射(BJ)和材料挤出成型(ME)是3种广泛使用的技术。PBF使用热源烧结或熔化金属(或塑料)粉末来逐层构建部件。根据不同的应用场景,PBF可进一步分为选区激光烧结(SLS)、选区激光熔化(SLM)、电子束熔化(EBM)等。SLS和SLM都使用激光作为热源,但是,SLM工艺中材料完全熔化,而SLS中材料进行烧结。与基于激光的技术相比,EBM的热源是电子束,其具有残余应力小、氧化不严重等优点。BJ工艺使用两种材料:粉末材料和黏合剂,黏合剂选择性地沉积在粉末床的区域上,并将这些区域黏合在一起,一次形成一层固体部分。熔融沉积成型(FDM)是一种ME技术。在打印过程中,由于熔融材料在挤出后立即硬化,材料从FDM打印机的喷嘴挤出后将分层构筑。可以看到,现在已有各种各样的AM技术,并且这些技术产生不同种类的数据类型。如何以统一格式组织这些数据,并将数据流集成到后续ML算法中是一项具有挑战性的任务。
NN是一种监督式的机器学习方法,与之相对的是无监督学习。区分这两种模式最简单的方法是检查它们所作用的数据集是否有标记。换言之,在NN算法中,数据被标记是指模型已被告知输入的“答案”。监督式学习适用于AM,因为该种制造技术总是有明确的目标和验证方法。 NN具有很强的评估拟合能力,它可以表示输入和输出特征之间复杂的、高度非线性的关系,并且研究表明,只有一个隐层但有足够的神经元的网络就可以表达任意函数。NN的体系结构由3种类型的层组成,分别为输入层、隐藏层和输出层。每一层都由节点或神经元组成,这借鉴了神经科学的观点。 NN中的参数或系数称为权重,表示相邻层中神经元之间的连接程度。通过迭代训练NN来确定权重值,以便最小化预测和实际输出之间的损失函数。在这种过程中,最著名、最广泛使用的更新权重的方法称为反向传播,它使用数学链式法则迭代计算每层的梯度。一旦训练可以实现,NN将有能力根据先前未见的输入推断出输出。研究人员在其发展的几十年中已经提出了许多种特定的NN。 以下3类NN的价值已得到证明,并广受欢迎。
应用 AM是一个包含许多方面的价值链条,包括模型设计、材料选择、制造和质量评估。此部分主要介绍NN在AM以下部分中的应用:设计、实时监测和工艺-性能-使役性能的联系。
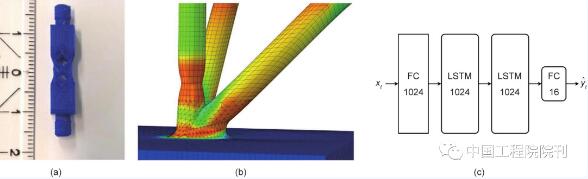
AM设计(DfAM)是为了建立AM部件的CAD模型,这是整个工艺链条的第一步也是至关重要的一步。然而,由于加工结果中变形引入的残余应力,CAD模型和打印部件之间总是存在几何偏差。因此,通常选择补偿方法以获得具有高精度的AM部件。 Chowdhury和Anand提出了一种NN算法来直接补偿部件的几何设计,这有助于抵消制造过程中的热收缩和变形。整个过程如下:①准备所需部件的CAD模型,提取其表面3D坐标作为NN模型的输入。②使用热力耦合的有限元分析软件(如ANSYS或ABAQUS),然后定义一组过程参数来模拟AM过程。提取变形表面坐标作为NN模型的输出。③训练一个具有14个神经元和损失函数为均方误差(MSE)的NN模型来学习输入和输出之间的差异。④将训练好的网络应用于STL文件,从而进行所需的几何校正,这样就可以使用修改过的几何形状来制造部件,从而得到尺寸精确的成品。 Koeppe等提出了一个结合实验、有限元方法(FEM)模拟和NN的框架,如图1所示。首先,他们进行了实际实验来验证有限元方法模拟。接下来,使用有限元方法运行85个模拟样本,模拟参数是全局负载、位移和支柱半径以及单元尺寸的不同组合。这些是NN的输入特征,而输出特征是最大的Von Mises等效应力和等效主应力。NN的架构为:一个具有1024个整流线性神经元的全连接层、两个分别具有1024个神经元的长短期记忆网络,以及一个全连接的线性输出层。这里需要注意的是,选择长短期记忆网络是因为它在处理时间序列事件上表现出色。在训练之后,NN可以很好地重现加载历史,与有限元方法模拟结果相吻合。从这一点出发,NN可以替代传统的、运行速度较低的数值模拟方法。
与上述两种将NN应用于AM设计的情况不同,McComb等试图建立一个自编码器(一种从输入中学习然后尝试高精度地重建输入的NN)来学习部件设计的低维表示。除了这种自编码器之外,还训练其他3个网络以确定几何形状设计和其他3个AM设计属性(即部件质量、支撑材料质量和构建时间)之间的关系。通过这种方式,可以利用这4个NN的组合来评估为AM设计的部件的属性。将机器学习应用于AM设计的另一个有趣的实例与3D打印过程的安全评估有关。Li等训练CNN检测和识别通过AM制造的非法组件(如枪支)。当CNN构建完善后,将它整合到打印机中以便能在早期检测相关枪支的打印,从而及时终止制造过程。对应于原始3D模型的投影结果,作者收集了61 340个二维(2D)图像的数据集,包括枪支和其他非枪支对象。整个CNN模型由两个卷积层、两个池化层和一个全连接层组成。根据实验结果,分类错误率可降至1.84%。
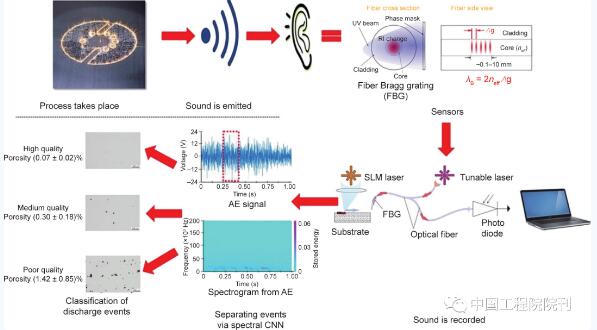
实时监测从多个传感器获取数据,其提供了AM过程中产品质量的第一手信息。如果可以同步且准确地分析这些实时数据,那么就能实现对制造过程的全闭环控制。数据源分为3种类型,包括一维(1D)数据(如光谱)、2D数据(如图像)和3D数据(如层析成像)。每种数据类型都有其优缺点。例如,处理1D数据的速度较快且其硬件相对便宜。但是,其可提供的信息比其他类型少。这里将使用两个实例来演示如何使用这些不同类型的信号数据。Shevchik等介绍了一项使用声发射(AE)和NN对SLM进行现场质量监测的研究,如图2所示。使用布拉格光纤光栅传感器记录AE信号,而选择的NN算法是波谱卷积神经网络(SCNN),它是对传统CNN的延伸。模型的输入特征是小波包变换的窄频带的相对能量。输出特征是对打印层的质量为高、中或差的分类。据报道,使用SCNN对工件质量为高、中、差的分类精度分别高达83%、85%和89%。
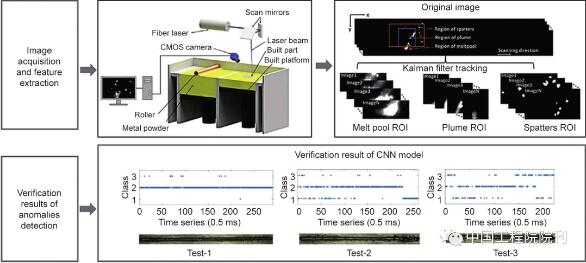
最近,Zhang等构建了一个带有高速摄像头的视觉系统,用于过程图像采集。该系统可以检测3个对象的信息,包括熔池、羽流和飞溅,如图3所示。这些对象的特征是根据作者对工艺的物理机制的理解而仔细提取的,以便将它们纳入传统的机器学习算法。然而,作者强调CNN模型不需要这个特征提取步骤,同时它在质量水平识别中仍然具有92.7%的高精度。目前普遍的共识是,CNN具有在工业应用中实现实时监控的巨大潜力。上述案例主要集中在对AM过程的原位监测。然而,NN模型的质量结果不能反过来影响实际制造。相反,以下情况通过无缝集成基于视觉的技术和NN技术来用于液态金属喷墨打印(LMJP),实现了该过程的闭环控制。首先,Wang等开发了一个带有电荷耦合器件(CCD)相机的视觉系统,用于捕获包含各种液滴图案的喷墨图像。其次,为了建立电压等级和液滴特征之间的复杂关系,他们构建了NN模型。因此,通过NN模型,可以将实时喷墨行为和理想行为(其中输入信号的每个脉冲仅产生具有足够体积且其后没有随体的单个液滴)转换成精确的电压值。最后,使用比例积分微分(PID)控制技术来比较这些数值,从而相应地调节驱动电压并稳定打印过程。
(责任编辑:admin) |