航空航天应用中钛合金的增材制造:工艺、显微组织与力学性能
时间:2025-02-07 13:53 来源:长三角G60激光联盟 作者:admin 点击:次
印度阿姆利塔大学机械工程系、韩国科学技术院(KAIST)核能与量子工程系及捷克俄斯特拉发技术大学(VŠB)机械工程学院的科研人员综述报道了航空航天应用中钛合金的增材制造:工艺、显微组织与力学性能的研究进展。相关论文以“Additive manufacturing of Titanium alloy for aerospace applications: Insights into the process, microstructure, and mechanical properties”为题发表在《Applied Materials Today》上。 
重点: 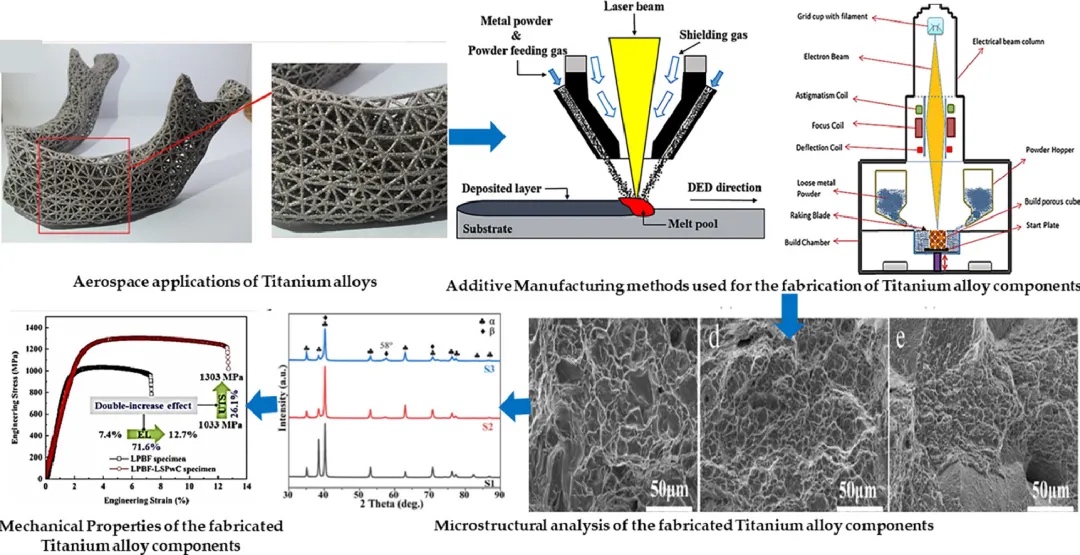

图1.(a)通过电子束粉末床熔融(EB-PBF)工艺制造的Ti-6Al-4V支架,(b)通过激光粉末床熔融(L-PBF)工艺制造的多孔Ti-6Al-4V,(c)通过EB-PBF工艺制造的Ti-6Al-4V气门摇臂,(d)钛条制成的飞机舱门衡时钟弹簧,(e)B-777发动机的β-21s钛制尾塞,(f)由γ合金制成的GEnx发动机低压涡轮(LPT)转子叶片,(g)GEnx发动机LPT转子叶片所用圆盘的特写,(h)钛制燃气涡轮叶片,(i)通过粉末床增材制造工艺制造的各种复杂结构的零件,(j)钛制飞机侧板,(k)钛制飞机发动机前框架。
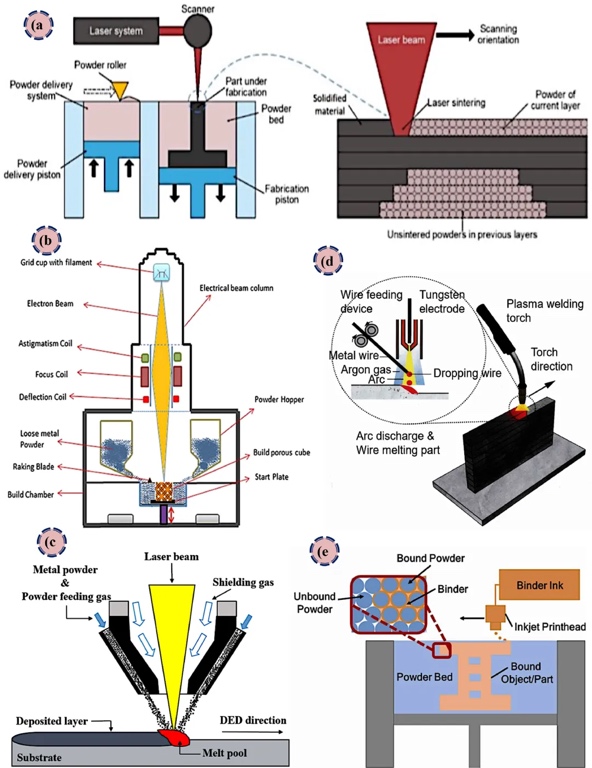
图2.(a)激光粉末床熔融(L-PBF)、(b)电子束粉末床熔融(EB-PBF)、(c)直接能量沉积(DED)、(d)丝材电弧增材制造(WAAM)、(e)粘结剂喷射增材制造(BIJM)的示意图。
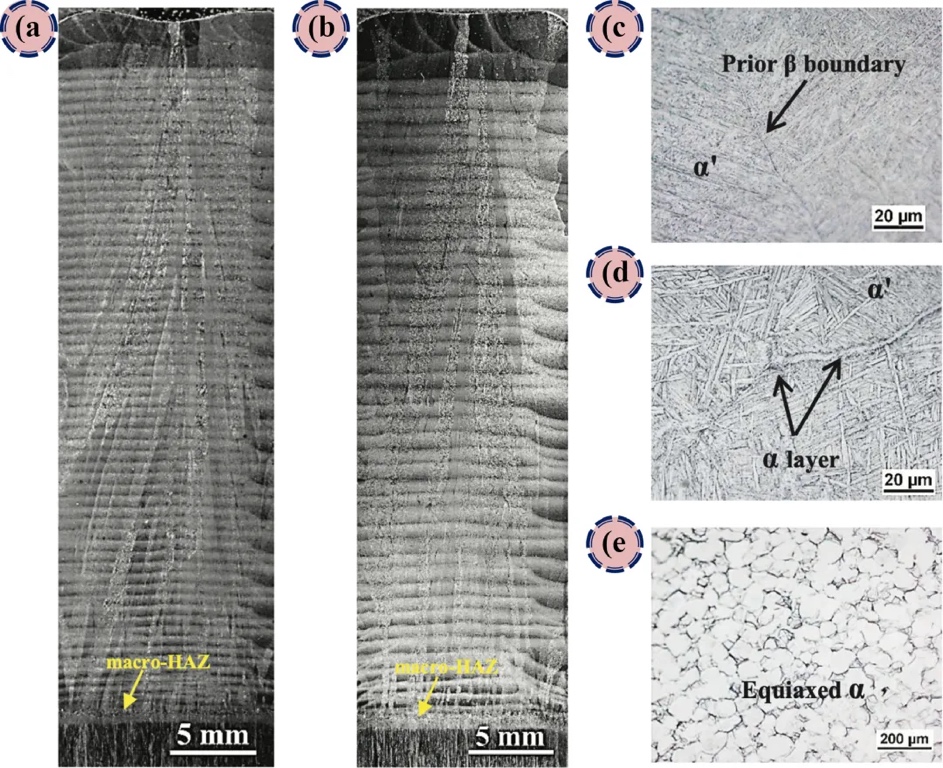
图3.激光工程化净成形(LENS)制造的Ti-6Al-4V显微照片 (a)低功率(LP)制造(b)高功率(HP)制造(c)低功率制造的Ti-6Al-4V针状α’相 (d)高功率制造的Ti-6Al-4V α’和α相混合物 (e)铣削退火后的基体。
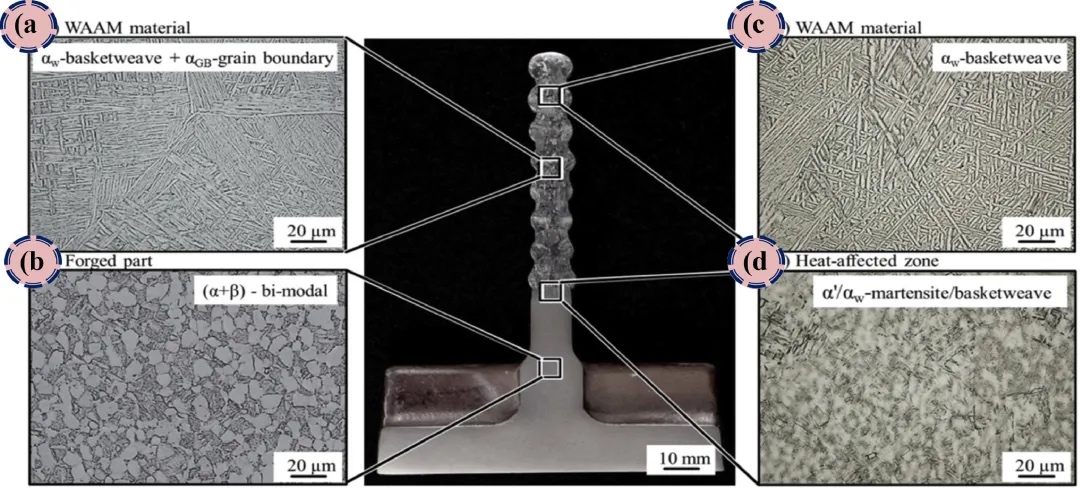
图4.不同位置的WAAM制造的Ti-6Al-4V显微照片。
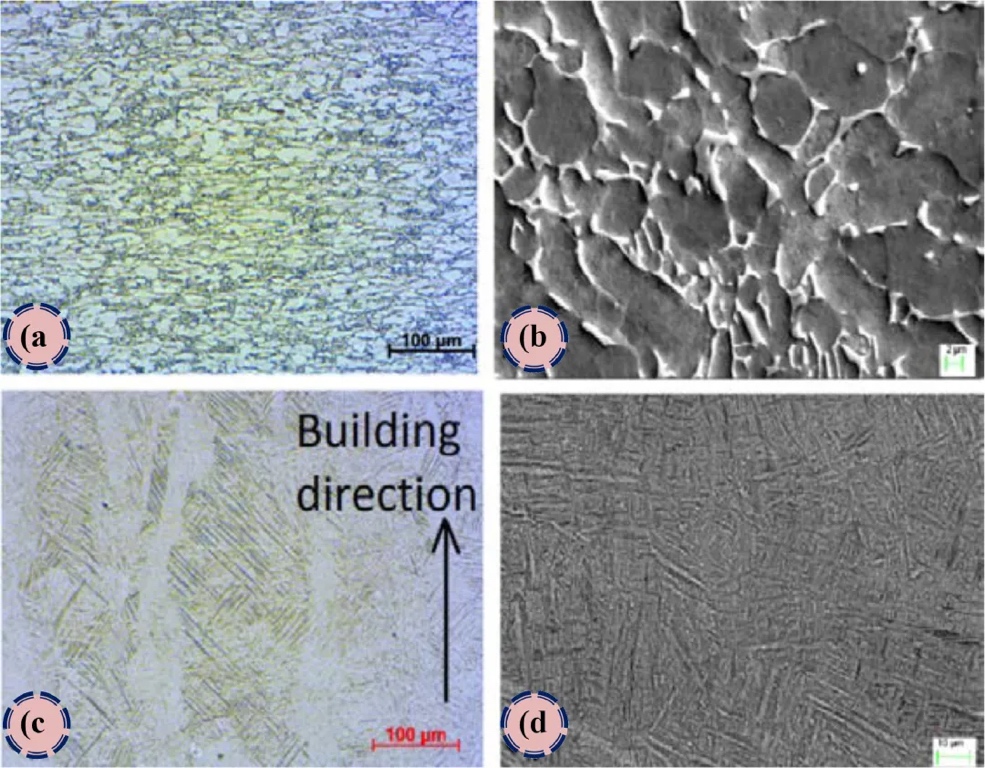
图5.锻造(a,b)和L-PBF制造(c, d)的Ti-6Al-4V棒材纵向的光学和扫描电镜(SEM)图。
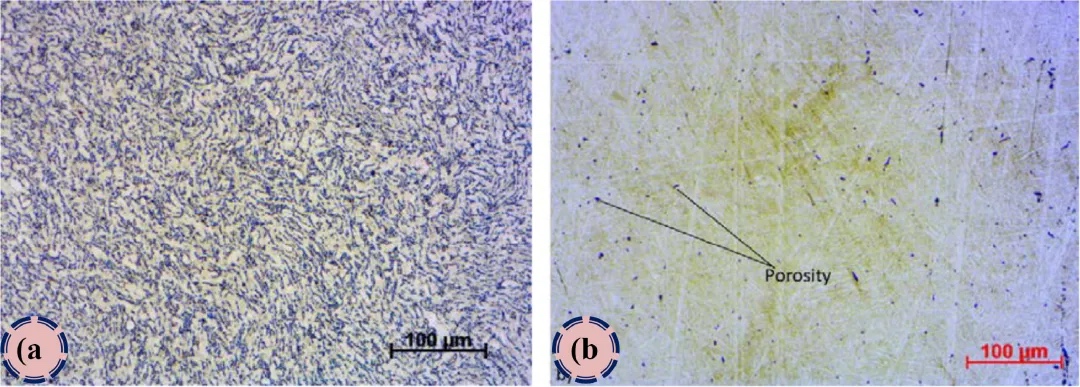
图6.锻造(a)和L-PBF制造(b)的Ti-6Al-4V棒材横向的显微照片。
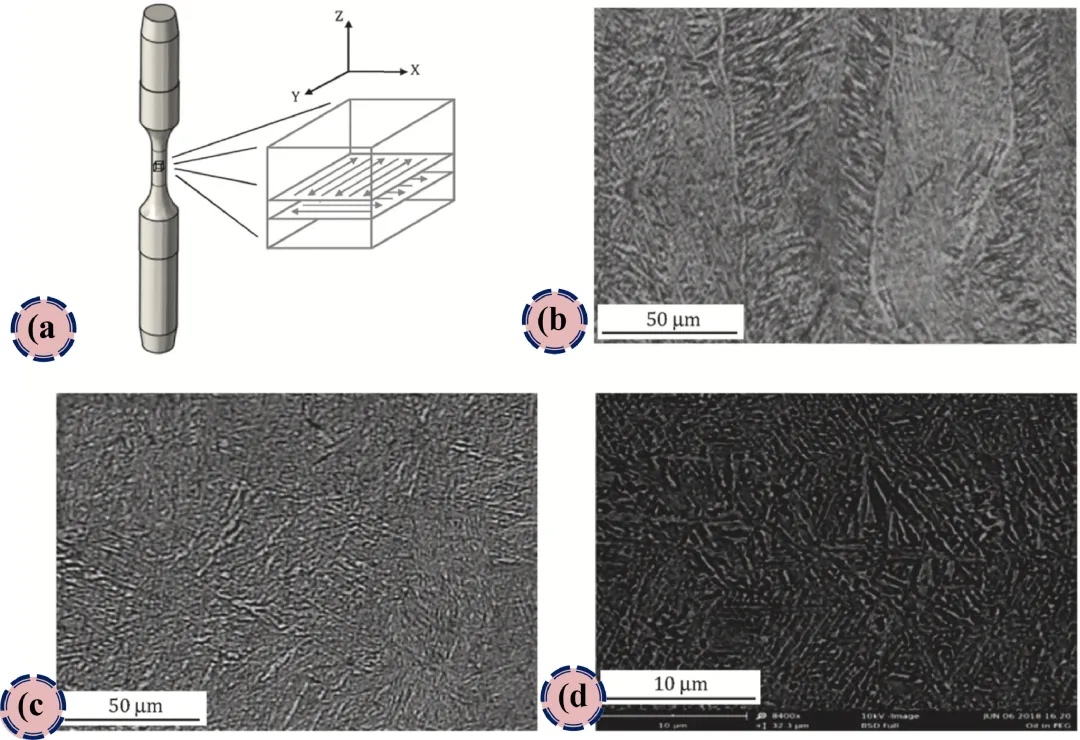
图7.a)金相平面扫描技术及参考;(b)纵向表面的光学显微照片,横向表面的光学和扫描电镜显微照片分别如(c)和(d)所示。
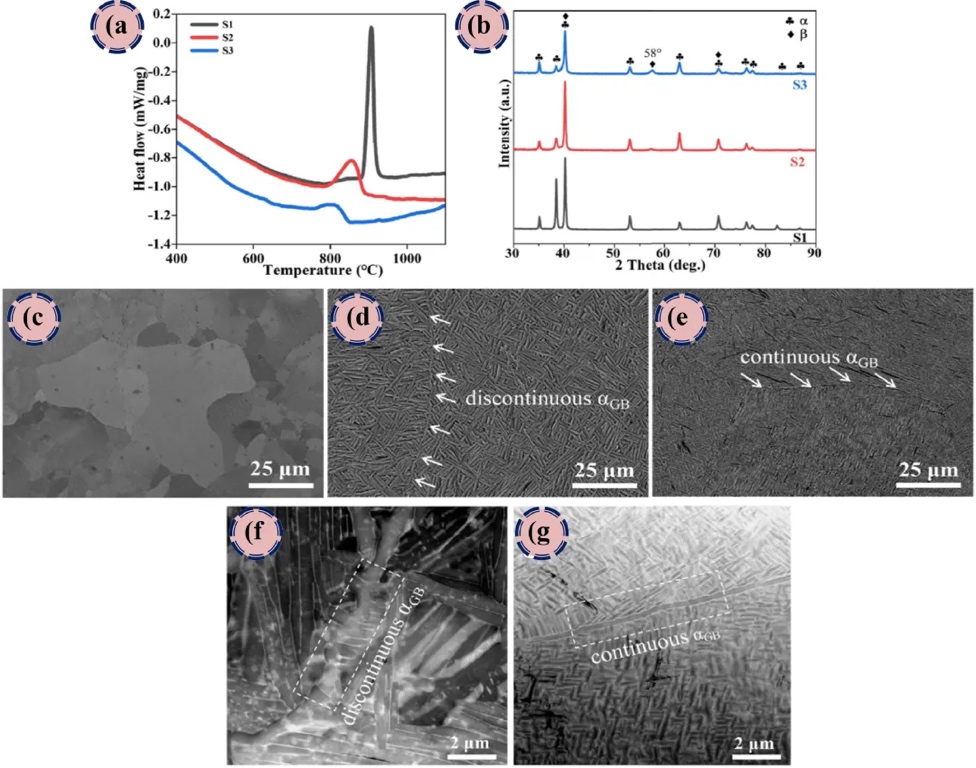
图8.打印态的相组成和样品显微组织分析:(a)差示扫描量热法(DSC)曲线(b)相组成X射线衍射(XRD)图谱。(c-e)背散射电子图像。(c)S1′的等轴α晶粒(d)S2′的针状α晶粒(e) S3′在β晶粒间细化的针状晶粒(f-g) S2(f)和S3(g)的扫描透射电子显微镜(STEM)图像,展示了晶界的连续宽度。
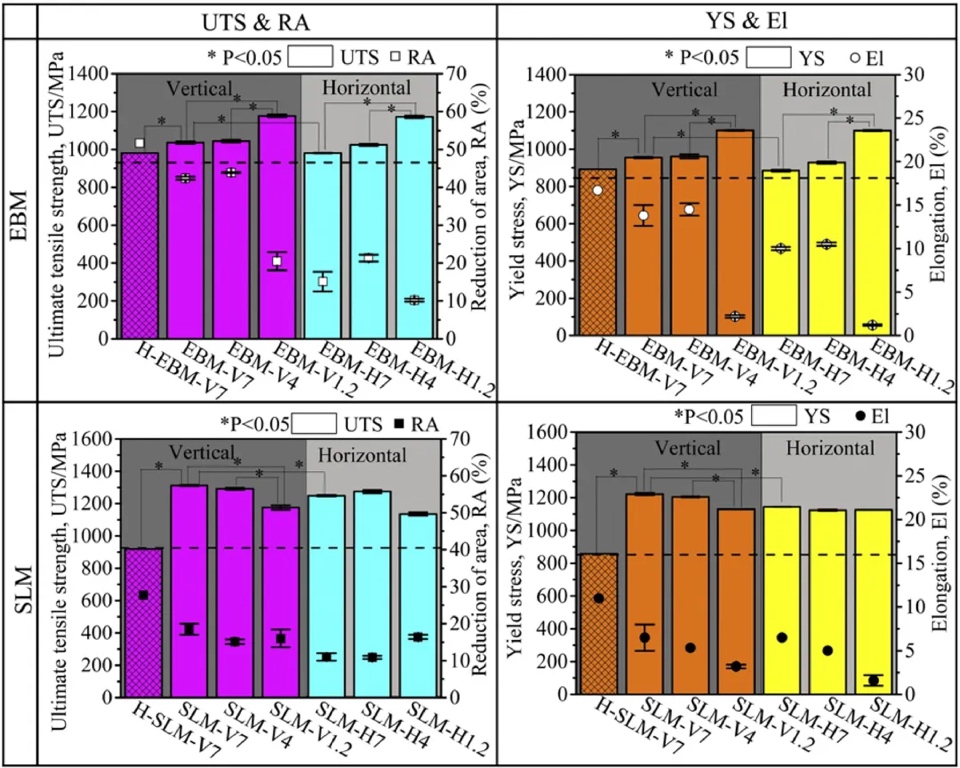
图9.不同尺寸、取向和制造方法的Ti6Al4V样品的拉伸性能。虚线对应锻造合金的性能。
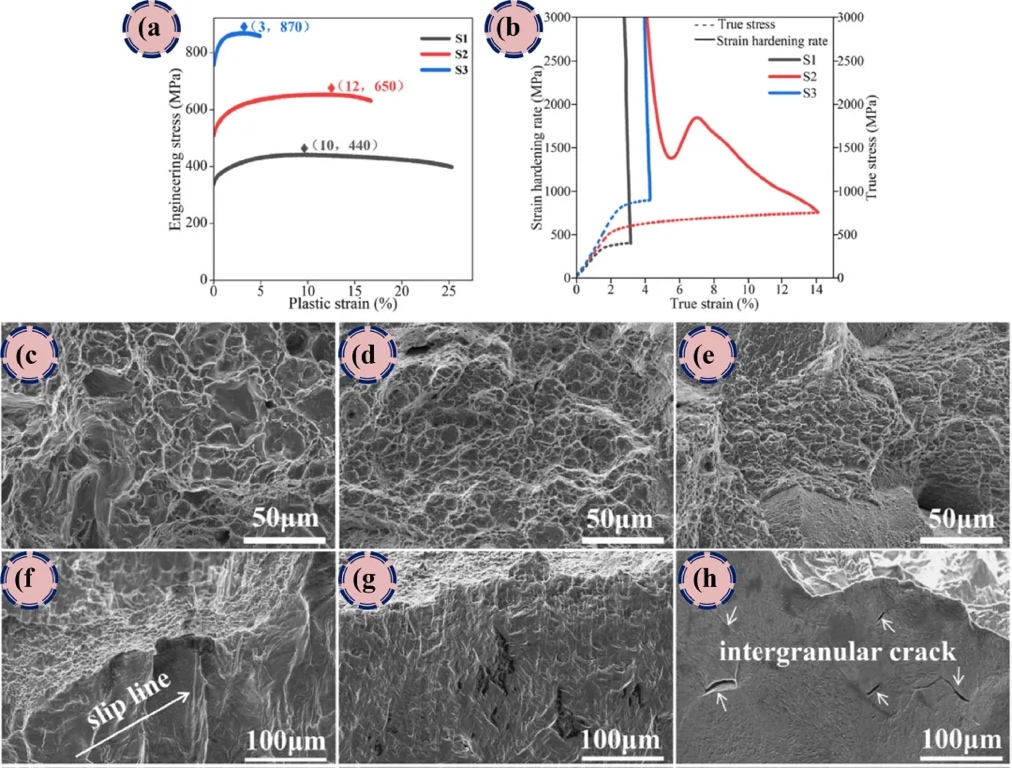
图10.样品的力学特性如下:(a)工程应力-应变曲线。(b)真实应力-应变图及代表性应变硬化率曲线。(c)S1韧性断口呈现大尺寸韧窝。(d)S2韧性断口显示少量微小韧窝。(e)S3断口由光滑解理面和微小韧窝组成。(f-h)拉伸。
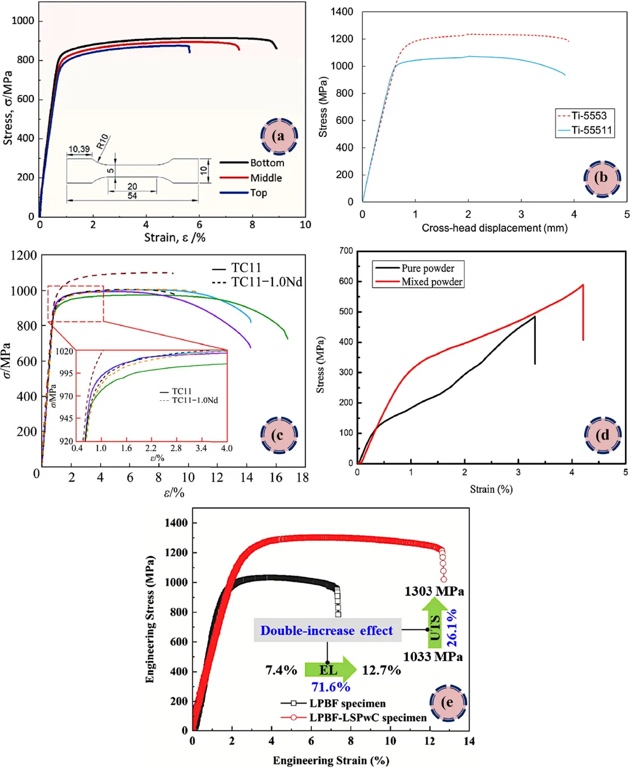
图11.各种钛基合金的应力-应变曲线;(a)不同成型高度下电子束粉末床熔融(EB-PBF)制造的Ti6Al4V,(b) 准静态条件下Ti-5553和Ti-55,511的拉伸性能,(c)TC11-1.0Nd与三个纯TC11试样的对比,(d)粘结剂喷射3D打印的Ti6Al4V样品,(e)激光粉末床熔融(LPBF)和激光粉末床熔融结合激光冲击强化(LPBF LSPwC)试样。
|