激光粉末床熔融制备同种和异种金属混合增材制造的最新进展(2)
时间:2024-09-25 10:04 来源:长三角G60激光联盟 作者:admin 点击:次
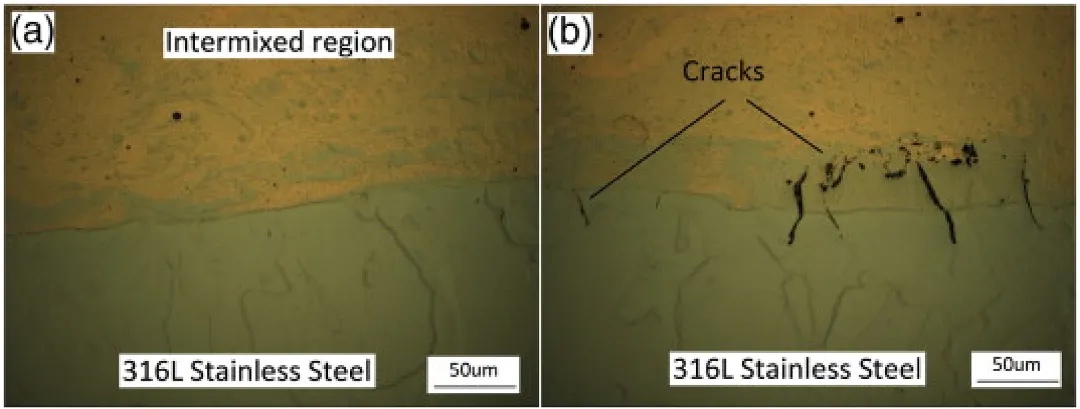
图 11.(a)钢铜界面和(b)向钢侧延伸的界面缺陷的光学图像。
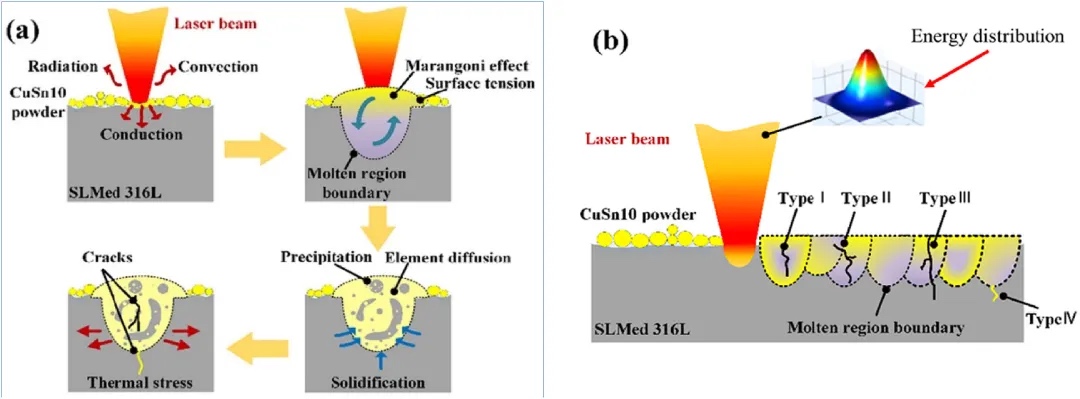
图 12.在316不锈钢上混合打印CuSn10时裂纹的形成机理:(a)熔池的熔化和凝固过程,(b)凝固熔池中裂纹的形成。

图 13.不同位置的铜钢界面光学显微照片:(a-c)钢印在铜上,(c-e)铜印在钢上。
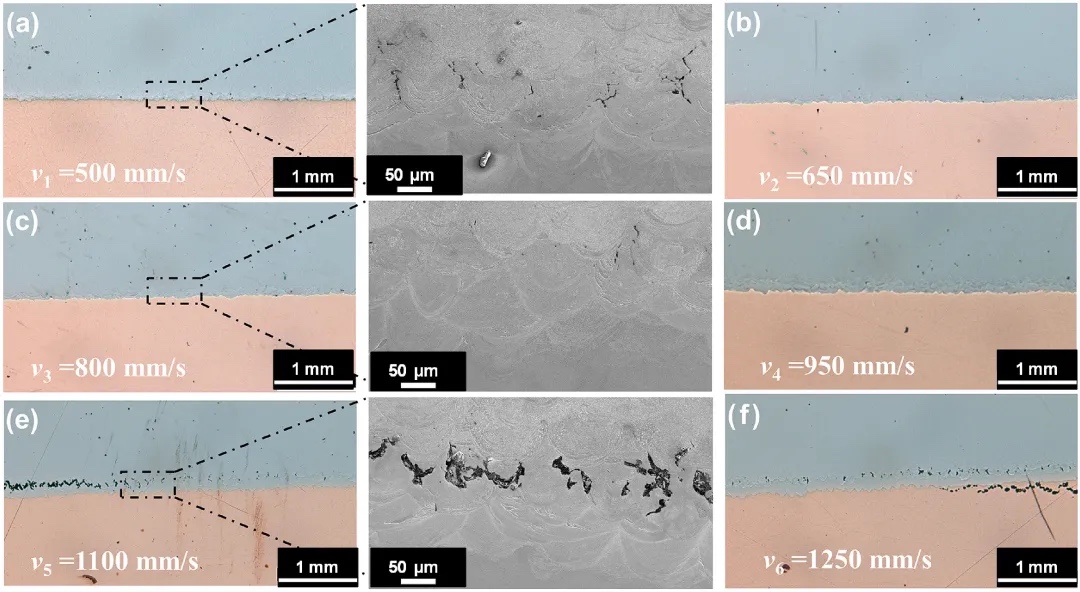
图 14.以不同扫描速度打印的T2铜/马氏体时效钢双金属界面。
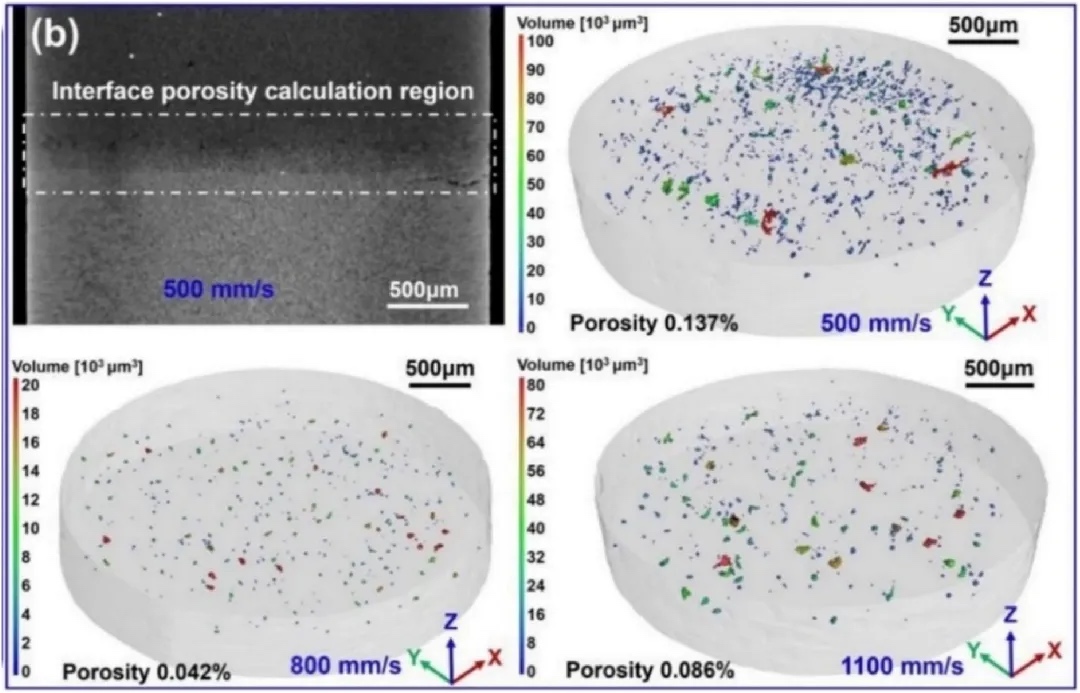
图 15.在三种扫描速度下制备的MS-Cu FGM样品界面区域内进行的CT分析
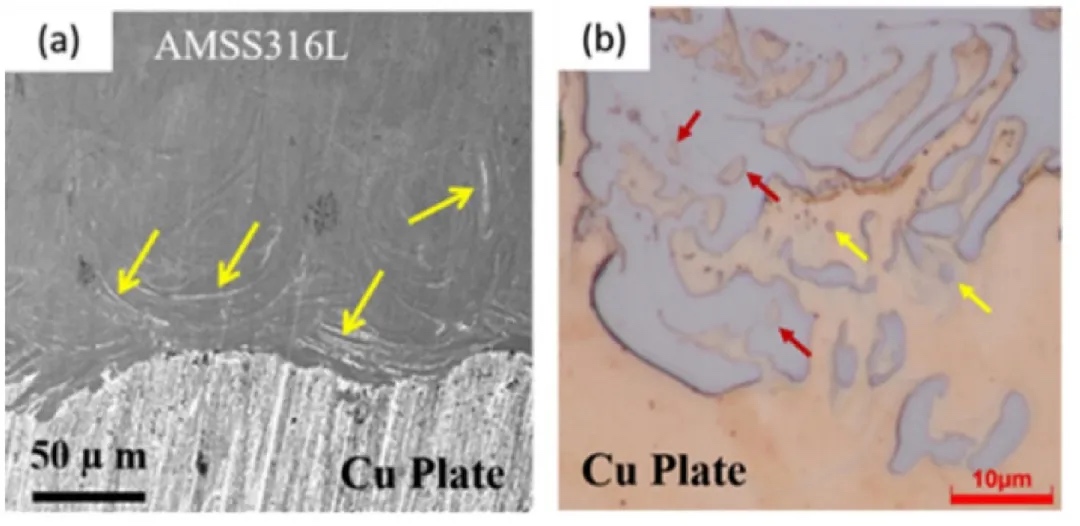
图 16.显示铜/钢双金属界面的SEM(a)和光学显微照(b)。

图 17.使用不同加工参数打印的五条轨迹中铁的EDS 图:能量密度从(a)到(e)依次递增:(a)
216 W, 800 mm/s (b) 162 W, 400 mm/s (c) 324 W, 800 mm/s (d) 216 W, 400
mm/s (e) 540 W, 800 mm/s。
图 18.高温处理后界面的BSE图,可观察到延性浸裂(DDC)和Laves相的存在。
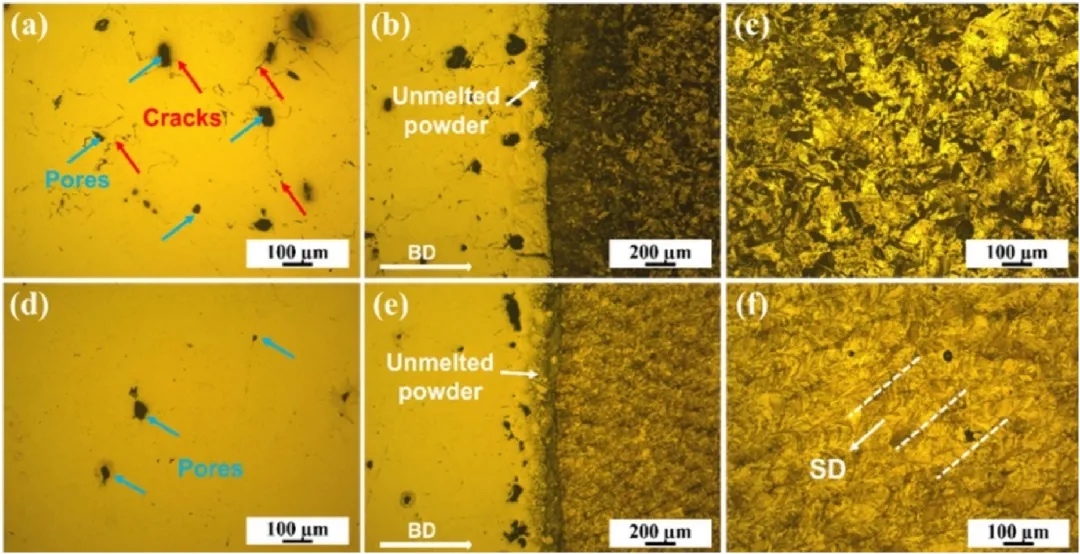
图 19.316L/W样品在固溶热处理前后的显微图。(a、d代表316L区域,(b、e)代表界面区域,(c、f)代表W区域。(a)、(b)和(c)中的图像显示的是热处理前的样品,而(d)、(e)和(f)中的图像显示的是热处理后的样品。

图 20.通过LPBF生产的Ti-6Al-4V/CoCrMo混合零件的截面SEM图。
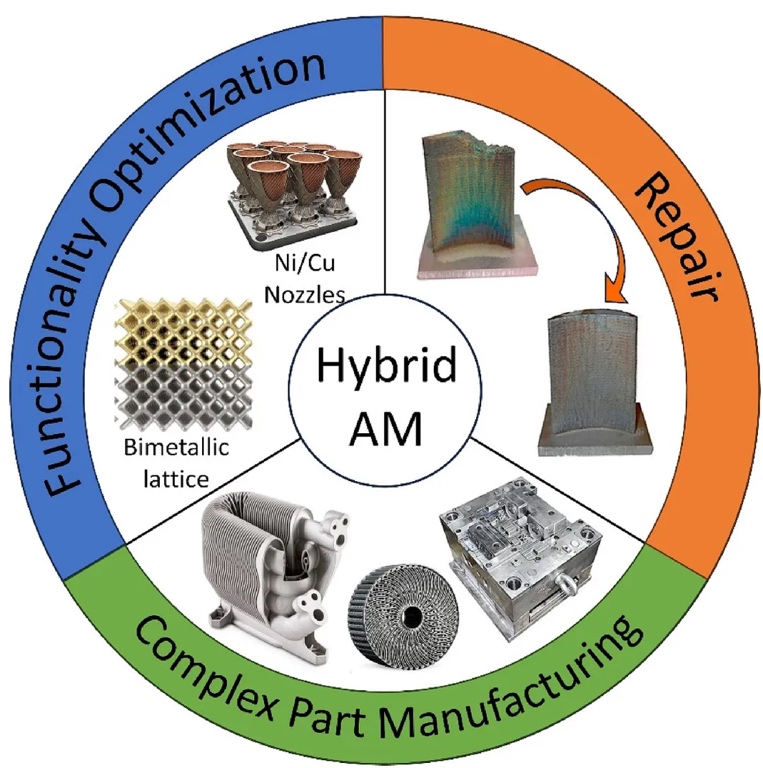
图 21.混合增材制造的应用。
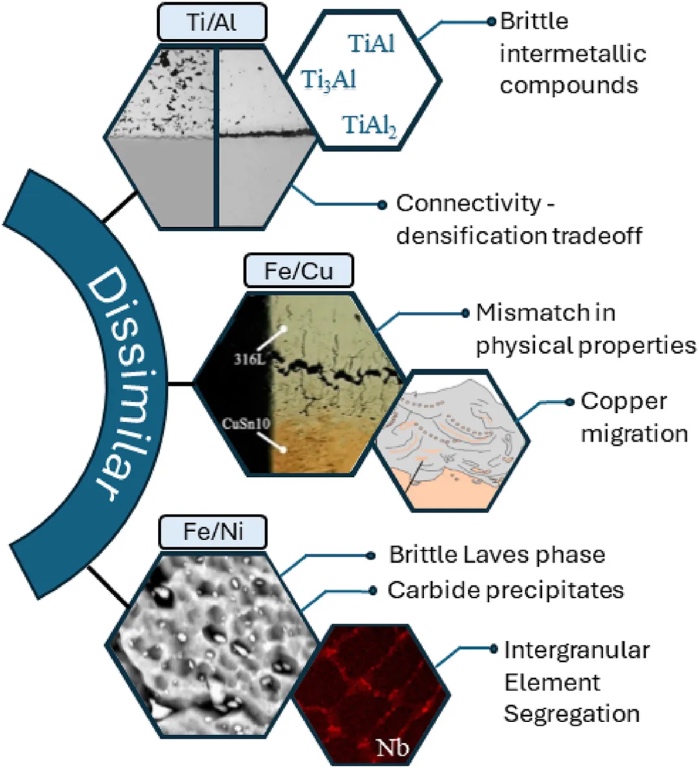
图 22.与异种合金组合相关的主要挑战。
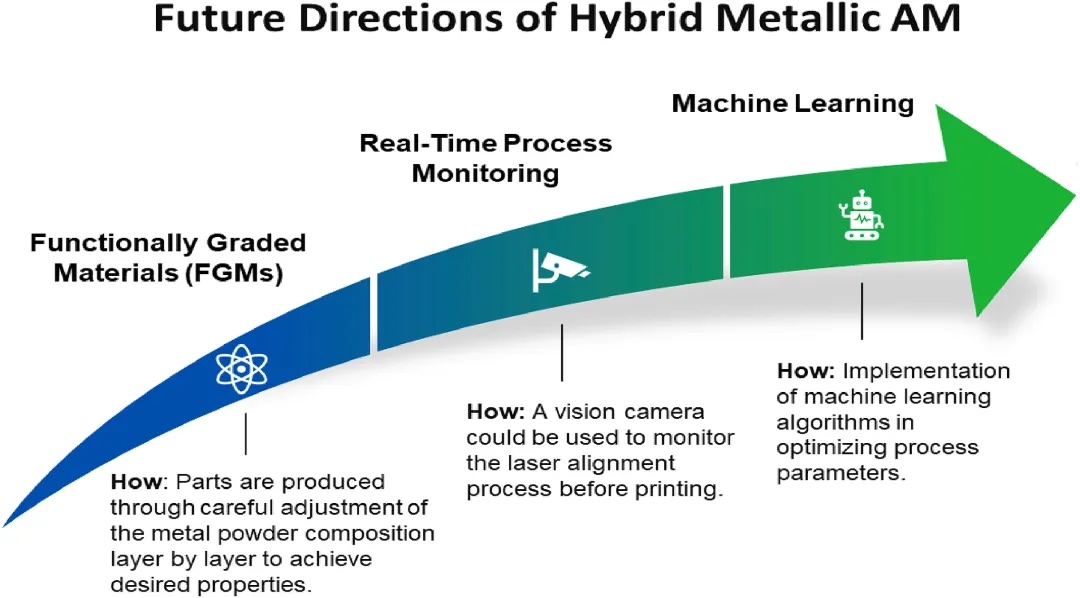
图 23.混合金属增材制造零件的未来发展方向。
利用LPBF等技术,增材制造改变了3D零件的生产,提供了设计灵活性、降低了成本,并有可能用多种材料制造出复杂的3D混合零件。本文对最先进的LPBF多材料金属增材制造技术进行了全面综述,主要发现如下: 1.通过LPBF连接同种合金并没有带来独特的挑战。Al-Al、Fe-Fe 和 Ti-Ti 接头主要表现出良好的冶金结合。然而,焊接铁-铁接头更容易出现凝固裂纹。 2.通过LPBF连接异种合金面临着重大挑战,这些挑战是所考虑的材料组合所特有的。连接铝和钛合金的主要挑战是形成脆性的铝钛金属间化合物,而连接铜和钢合金的主要挑战在于热物理性能的差异和铜向钢中的迁移,这两种情况都会导致严重的开裂。相比之下,连接钢和镍超合金的主要挑战在于晶界中的元素偏析以及随后形成的脆性拉维斯相和碳化物。尽管如此,与焊接相比,LPBF的聚焦激光能量和即时冷却可减少钢-镍超合金对的偏析程度。 3.两种金属合金界面上的成分梯度可通过逐渐改变成分来增强结合强度,降低界面上的残余热应力,提高混合零件的力学性能。然而,在成分梯度中连接异种金属合金对具有挑战性,因为两种合金之间的暴露程度增加会增加有害效应的可能性,如元素偏析、脆性金属间相形成和液态金属脆化。通过仔细优化不同成分下的工艺参数,可以减少界面缺陷。 4.添加中间层或使用均匀激光分布已被证明可成功限制混合和缺陷的形成。 5.合理地选择中间层材料可能会阻碍异种合金的混合,反而会诱发强化相的形成。例如,在铝-钛接合处添加铜夹层可阻碍脆性铝-钛金属间相的形成,转而形成强化铜-铝和铜-钛相。 6.尽管在该领域发表了大量论文,但对通过LPBF制造的多材料零件的剪切、腐蚀和疲劳行为仍然缺乏了解。 通过LPBF进行混合打印具有广泛的应用,可分为三个主要领域:(i) 经济高效地制造复杂零件,(ii) 通过连接两种或多种材料优化性能和功能,以及(iii)修复受损零件。综述文件强调了未来的发展方向,预计将优先整合成分梯度以及先进的实时监控和机器学习工具,以增强多材料AM工艺,从而有望在各行各业实现重大创新。 论文链接: https://doi.org/10.1016/j.msea.2024.146833 相关链接: Hybrid metal additive manufacturing: A state–of–the-art review,Advances inIndustrial and Manufacturing Engineering,doi.org/10.1016/j.aime.2021.100032 (责任编辑:admin) |