激光粉末床熔融制备同种和异种金属混合增材制造的最新进展
时间:2024-09-25 10:04 来源:长三角G60激光联盟 作者:admin 点击:次
阿联酋哈利法科技大学的研究人员报道了激光粉末床熔融制备同种和异种金属混合增材制造的最新进展。相关论文以“Recent advancements
in hybrid additive manufacturing of similar and dissimilar metals via
laser powder bed fusion”为题发表在《Materials Science and Engineering: A》上。
重点: -回顾了通过LPBF多材料和混合金属增材制造的现有文献。 -强调了同种金属和异种金属混合AM的复杂性对比。 -讨论了混合AM零件的微观结构、电化学和力学特性。 -探讨了混合金属AM的应用、局限性和未来发展方向。 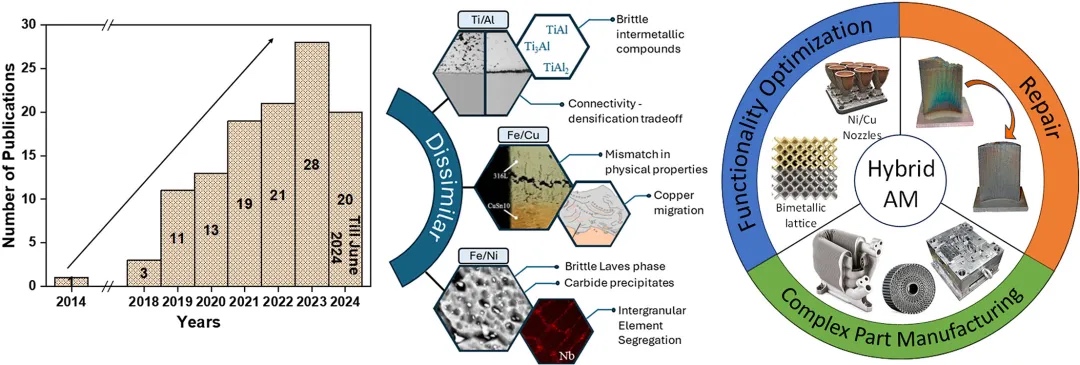
增材制造(AM)是一项变革性技术,有助于高精度、定制化和高速度生产复杂结构。虽然传统的金属零件AM工艺传统上只使用单一材料,但对由两种或多种金属混合制成的零件需求却在不断增长。本文全面回顾了使用激光粉末床熔融技术(LPBF)对金属零件进行多材料AM加工的最新进展。深入分析了双金属LPBF零件的界面特征和性能,为了解同种金属和异种金属焊接过程中复杂的工艺-结构-性能关系提供了宝贵见解。此外,文章还探讨了异种金属混合3D打印中的固有挑战,包括物理和化学性质的实质性差异、有害金属间化合物的形成以及元素偏析。针对这些障碍,该研究深入探讨了文献中提出的各种策略,如调整工艺参数、整合第三种材料的夹层以及利用机器学习算法。此外,研究还概述了混合LPBF结构AM的应用和未来发展方向,为这一快速发展领域的潜在研究提供了完整的路线图。 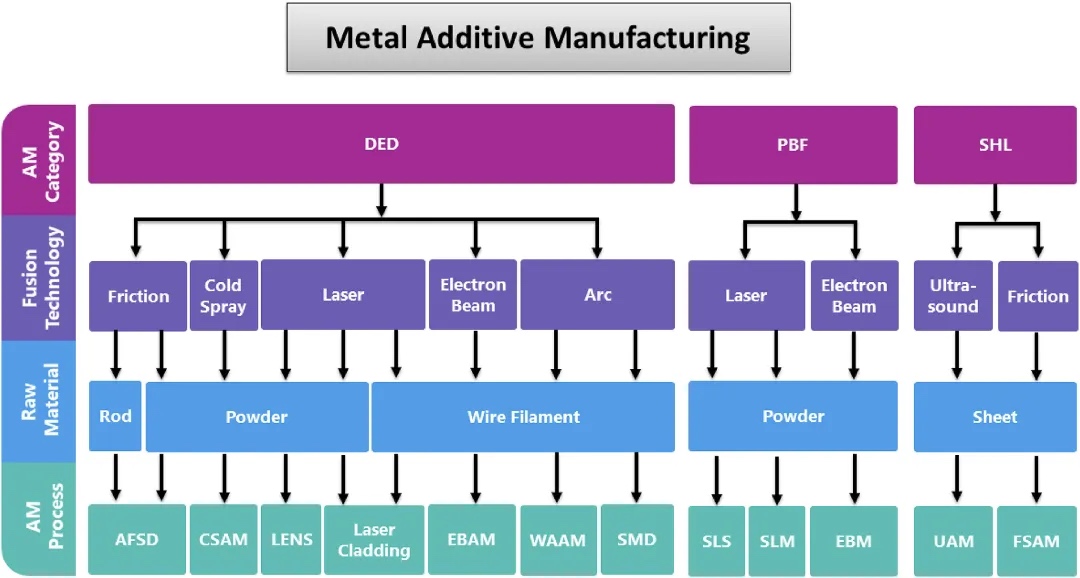
图 1.常见金属AM工艺的分类。
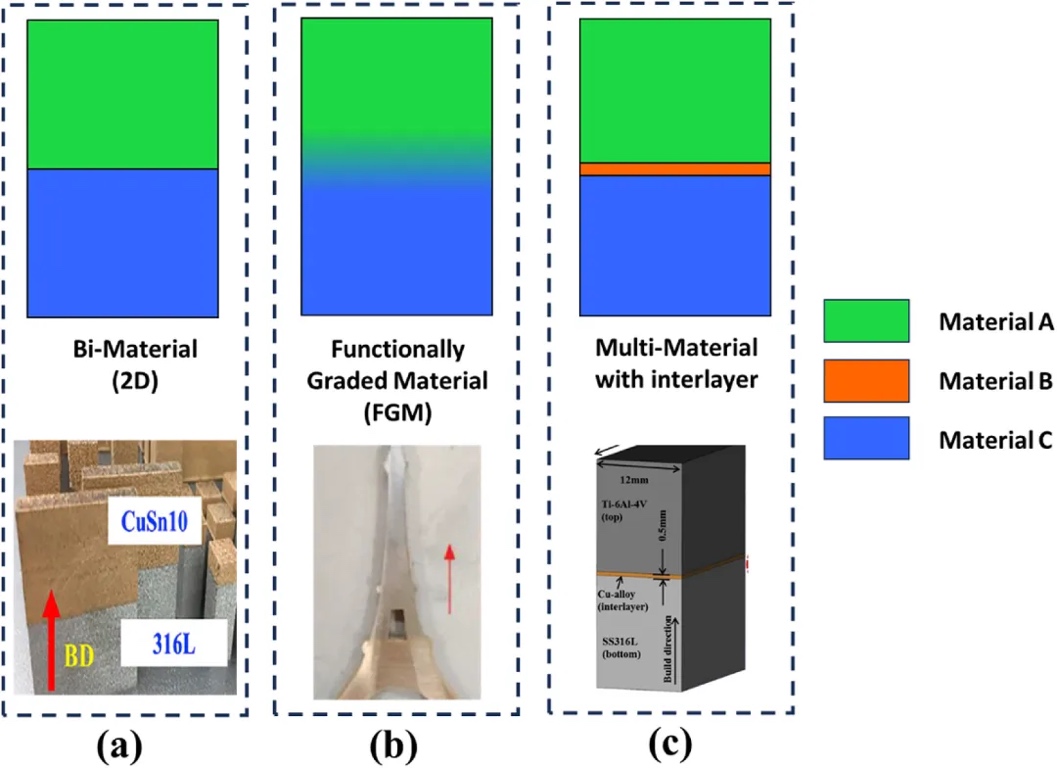
图 2.多材料结构的分类。
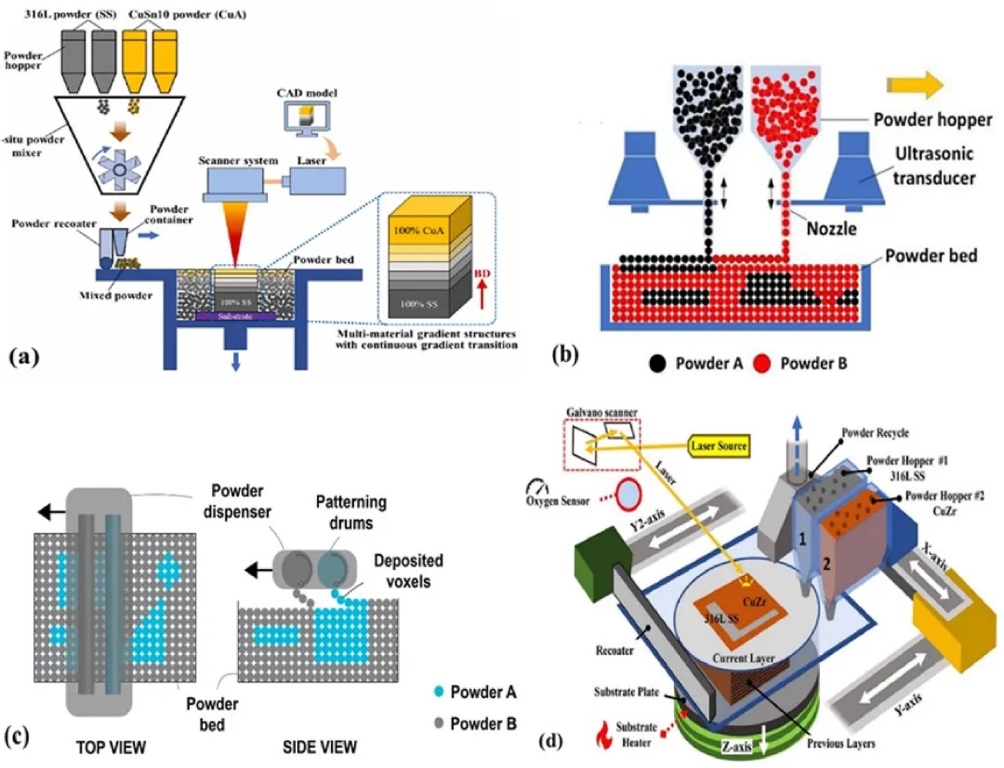
图 3.单工序多材料LPBF中的铺粉方法。
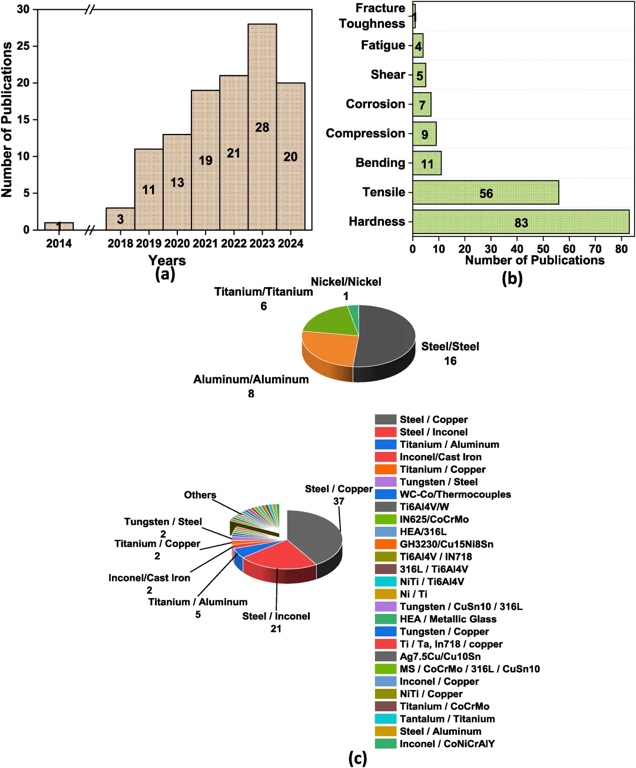
图 4.(a)2014年至2024年6月有关LPBF多材料金属3D打印的出版物数量;(b)混合金属零件的性能研究。(c)用于同种和异种金属混合3D打印的材料组合。
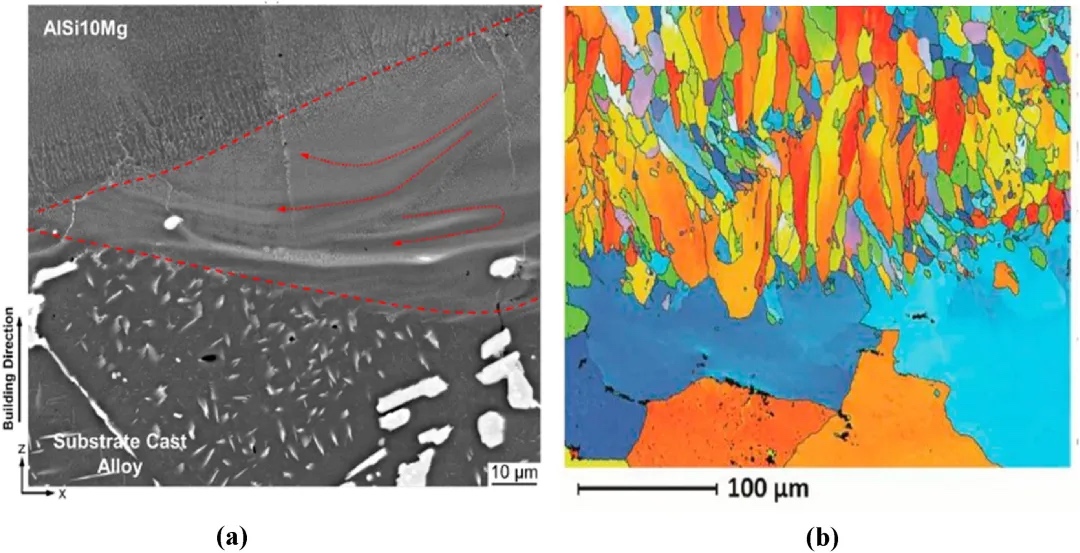
图 5.(a)显示混合Al-Cu-Ni-Fe-Mg/AlSi10Mg零件界面区域的SEM图,其中红色虚线是在 AlSi10Mg第一固结层中出现的环流(马兰戈尼对流)。(b) AA2618/AlSi10Mg 混合部分界面的EBSD图。
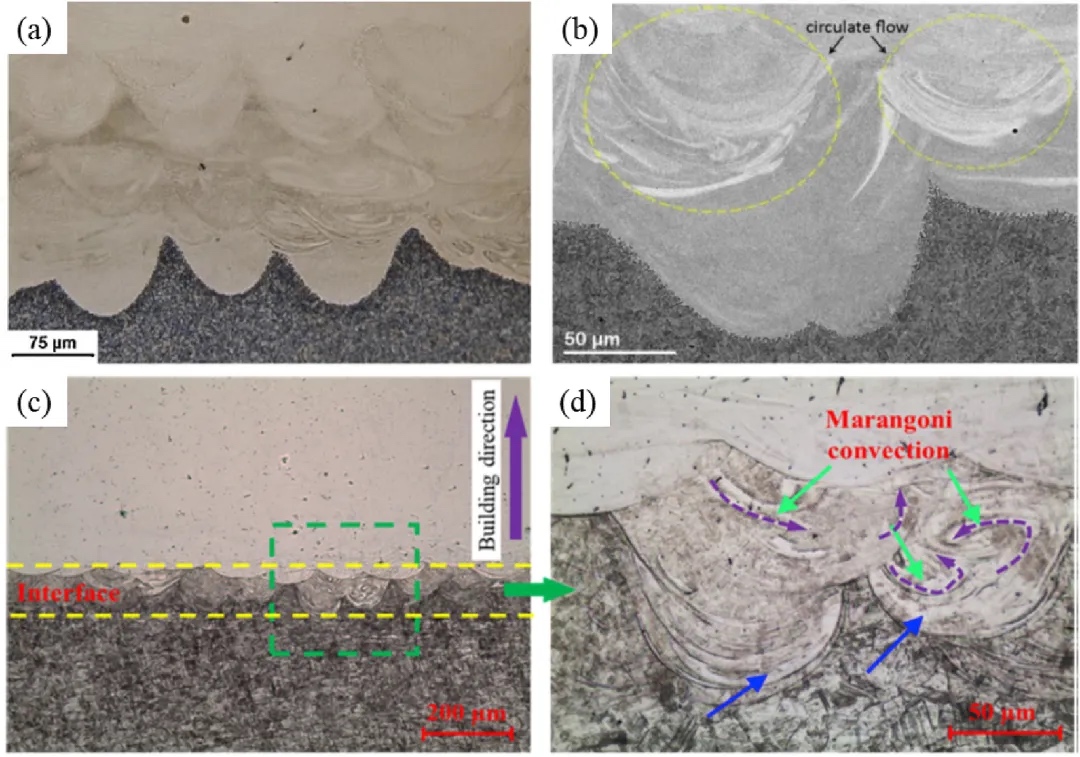
图 6.(a)MS1/H13钢的光学图像;(b) H13/MS1钢的BSE图像;(c, d)CrMn/MS1钢的光学图像。
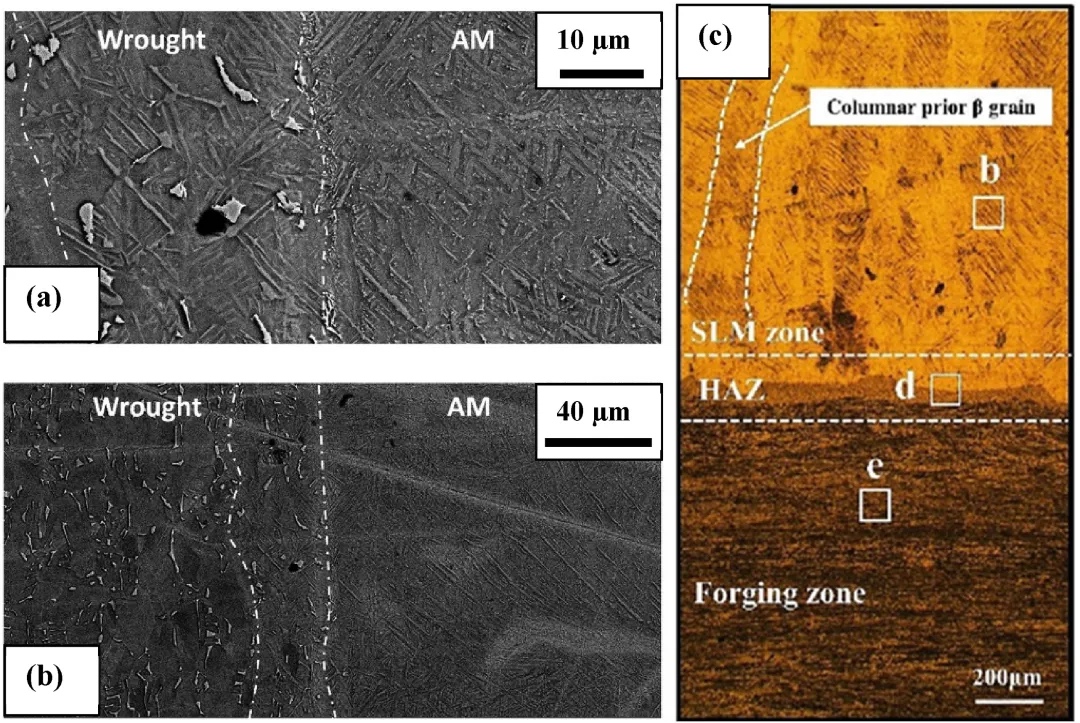
图 7.(a-b)800 ℃ 热处理4小时后锻造基材/LPBF Ti-6Al-4V 混合零件不同放大倍数的扫描电镜图。(c)锻造基材/LPBF Ti-6Al-4V 表面的光学图像;小矩形 b、d和e分别代表 LPBF、热影响区和锻造区。
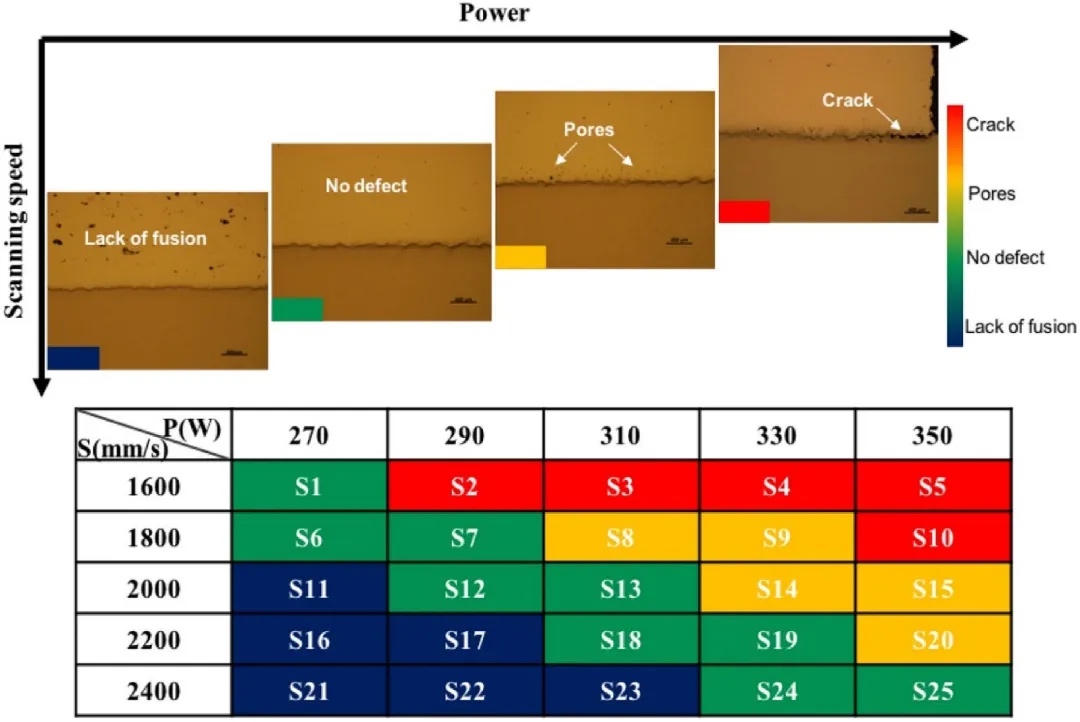
图 8.激光功率和扫描速度对AlSi10Mg/Ti-6Al-4V混合材料界面质量的影响。
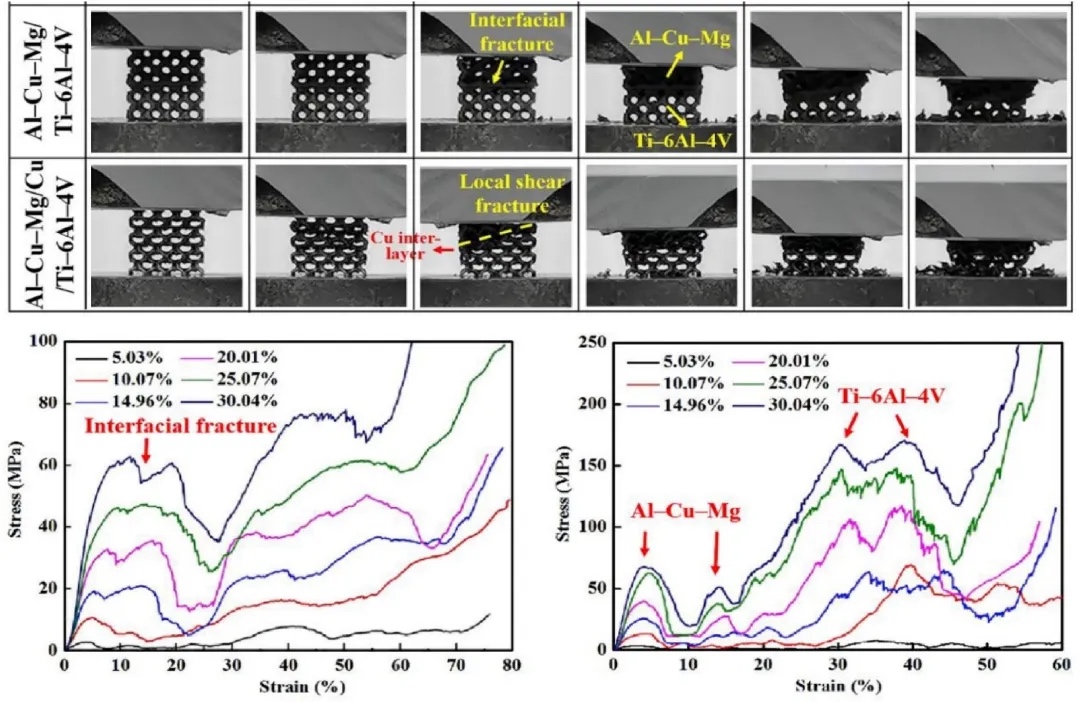
图 9.有/无铜夹层的Ti/Al多材料晶格的压缩应力-应变曲线和相应的变形图。

图 10.LPBF 316不锈钢/CuSn10 铜双金属界面的EBSD图:(a)铜侧,(b)316不锈钢和界面区域,(c)(b)的Ⅰ区域,(d)(c)的Ⅱ区域。
(责任编辑:admin) |