航空装备激光增材制造技术发展及路线图
时间:2023-03-01 09:32 来源:3D科学谷 作者:admin 点击:次
增材制造从三维模型出发实现零件的直接近净成形制造。相比传统的减材制造,增材制造将多维制造变成简单的由下而上的二维叠加,降低了设计与制造的复杂程度。航空装备领域目前涉及的增材制造主要是金属材料增材制造,已发展出激光增材制造、电子束增材制造和电弧增材制造三类增材制造技术。 激光增材制造是当前航空装备领域最具代表性的增材制造方法,主要包括以粉床铺粉为技术特征的激光选区熔化和以同步送粉为技术特征的激光直接沉积。激光选区熔化工艺热输入小、成形尺寸精度高,适合制造航空发动机喷嘴、涡流器等复杂结构零件以及拓扑点阵等新型结构;激光直接沉积工艺效率较高、力学性能较好,但制造精度不高,适合制造飞机框梁等重要承力结构。由于国内外对激光增材制造技术非常重视,其技术发展迅速,陆续应用于飞机和航空发动机的制造,并且呈现出快速增长的趋势。 为了更好地把握增材制造的发展现状和趋势,提前做好航空领域增材制造技术发展的战略布局,推进增材制造在航空领域的发展与应用,《航空装备激光增材制造技术发展及路线图》一文,针对激光增材制造最近几年的发展,开展文献、资料、信息的搜集、整理、分析。在对增材制造现状和发展趋势分析的基础上,提出2035年航空领域增材制造技术发展目标和相应的政策和环境支撑、保障需求,并尝试给出2035年技术发展路线图建议。
l 2035年发展目标 1.需求 激光增材制造基于数模切片通过逐层堆积实现零件近净成形制造,无需模具,节省材料,缩短研制和生产周期,降低制造成本。特别适合复杂形状零件、梯度材质与性能构件、复合材料零件和难加工材料零件的制造,还支持结构设计创新和结构功能一体化制造。 航空航天领域的零件,外形复杂多变,材料硬度、强度等性能要求较高,难以加工且成本较高。而新生代飞行器正在向高性能、长寿命、高可靠性以及低成本的方向发展,采用整体结构、复杂大型化是其发展趋势。正是基于此发展趋势,激光增材制造技术越来越受到航空航天制造商的青睐。
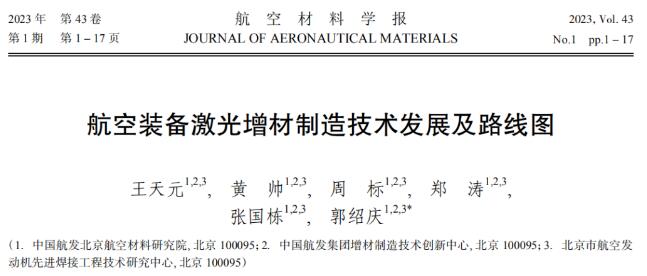
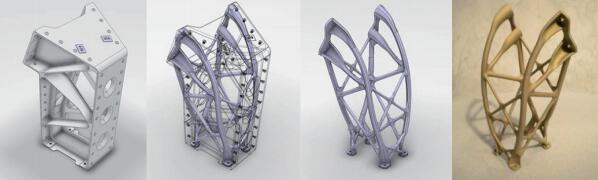
航空发动机燃油喷嘴、轴承座、控制壳体、叶片等零件,内部具有复杂油路、气路和型腔,为提高效能而进行结构创新设计,更增加了结构的复杂性和制造难度。飞机发动机舱进、排气门格栅结构,武器舱的舱门支座等部件,结构非常复杂,这些新型复杂构件的成形对基于激光选区熔化的增材制造技术具有迫切需求。 航空发动机各类机匣、压气机/涡轮整体叶盘、尾喷调节片等结构,形状复杂,为提高效能甚至需采用异种或梯度材料结构。飞机超高强度钢和不锈钢接头、滑轨、起落架,铝合金承力框、梁,钛合金框、支座、滑轨、滑轮架、筋壁板等承力构件,高马赫飞行器翼舵格栅结构承载骨架,为提高减重和承载效能须进行拓扑优化结构创新设计,结构的复杂性和制造难度增加,采用传统工艺制造难度大,对激光直接沉积增材制造具有明确技术需求。
高推重比发动机涡轮进口温度的提高,要求采用超高温金属间化合物以及金属基/陶瓷基复合材料等新型高温结构材料。新型高温/超高温材料零部件的研制对激光增材制造技术提出了潜在需求。 飞机、发动机某些带局部凸台、耳片等特殊结构的承力构件,采用锻造工艺无法保证局部组织和性能;大型飞机的超大规格钛合金承力框,超出现有锻造设备的加工能力。对锻造+增材制造/增材连接的复合制造技术具有明确技术需求。 激光增材制造技术经过近年的项目支持,基本解决了原材料、成形工艺、复杂零件制造等关键技术,开始获得应用。目前制约激光增材制造大规模应用的瓶颈之一是疲劳问题。需要特别重视激光增材制造疲劳问题的原理性研究。 为了提高航空产品激光增材制造的工艺过程稳定性和质量,需要发展基于熔池动态监测、粉末床和熔融层可见光检测的在线监测、检测技术。 航空领域对激光增材制造的需求主要体现以下几个方面: (1)飞机钛合金框梁重要承力结构高性能高可靠激光直接沉积; (2)飞机超高强度钢起落架抗疲劳长寿命激光直接沉积; (3)飞机钛合金、铝合金格栅点阵复杂结构激光选区熔化; (4)航空发动机燃油喷嘴类零件激光选区熔化; (5)航空发动机涡流器、叶片类零件激光选区熔化; (6)航空发动机控制、附件壳体类零件激光选区熔化; (7)航空发动机机匣、轴承座类承力零件激光选区熔化; (8)航空发动机整体叶盘/机匣类承力零件激光直接沉积; (9)飞机、发动机超大规格结构锻造+增材制造/增材连接的复合制造; (10)激光增材制造疲劳问题的原理性研究; (11)激光增材制造过程的在线监测、检测技术研究。 2.目标 突破飞机、发动机材料激光增材制造缺陷、组织、力学性能控制关键技术,掌握粉末设计与制备技术,制定材料、工艺、检测标准,建立工艺、性能数据库和冶金图谱,掌握零件产品质量控制技术,制定零件产品技术标准。在产品增材制造质量控制技术、产品技术标准研究和零件充分考核验证的基础上,推进激光增材制造在航空、航天、船舶、核工业等重点制造领域的应用。至2035年,在航空领域普通金属激光增材制造全面量产应用;金属间化合物增材制造的组织-性能-变形控制技术全面突破,性能验证基本完成,功能考核部分完成,部分产品进入量产。铌-硅、陶瓷基材料增材制造物理冶金原理得到揭示,性能验证基本完成,部分产品开始装机应用。
l 重点产品
(1)飞机:
(2)发动机:
l 关键共性技术 (1)激光选区熔化用高品质粉末成分设计与制备技术 激光增材制造成形制件的组织与铸件、塑性成形件具有显著差别,为获得相当的性能水平,通常需要对材料成分进行设计调整,即开发适合增材制造的专用材料。为获得良好的成形工艺性、优良的制件内部和外部质量,激光选区熔化增材制造工艺对所采用的粉末原材料的质量,如粉末的球形度、空心粉率、气体含量、夹杂率、粒径分布、流动性等,均提出严格的要求。加之所采用的材料为了提高力学性能,均采用特殊的成分体系,导致其液态和固态塑性加工性能较差。这些都增加了高品质粉末制备的挑战性。 (2)激光增材制造的缺陷控制和组织性能改善技术 飞机、发动机优良的综合性能的获得,通常以牺牲材料的热加工性为代价。用于燃油喷嘴、涡流器等零件的高温合金、钛合金、铝合金、马氏体不锈钢等材料,在凝固过程中,发生裂纹的倾向性普遍较高,容易导致制件报废,或严重降低制件的可靠性。对于钛合金的增材制造,产生气孔的概率很高。增材制造采用逐层堆积,如工艺参数选取不合适,容易在层间产生未熔合或熔合不充分等缺陷。飞机重要承力结构,要求长寿命、抗疲劳、高可靠。发动机热端部件还对持久、蠕变等性能提出了要求,这就要求对增材制造的组织形态进行严格的控制。因此,需要通过工艺优化及合适的后续处理,防止缺陷产生、获得优良组织,保证制件性能。由于工艺参数的调整,对于不同性质缺陷的产生、组织形态和力学性能的变化等所产生的影响十分复杂,最优的工艺窗口可能很窄,必须经过实质上的一个多目标优化过程才可能确定。 (3)复杂结构精确成形的增材制造应力变形控制技术 增材制造过程的逐层堆积引起热应力和变形的累积。每层材料的熔融、凝固均会产生一次凝固收缩。因此,增材制造的制件内部存在较大的应力,这会引起制件开裂或宏观变形。对于飞机框梁、起落架等大投影面积、大厚度结构,以及发动机燃油喷嘴、涡流器、机匣等复杂、薄壁结构,应力变形问题更为突出,导致制件外观尺寸和内部通道等形状控制难度大为增加。因此,需要通过优化制件的空间摆放,采用合适的沉积策略、工艺支撑,优化成形工艺参数、采用合适的预热及后热处理,才能实现对应力变形的有效控制。 (4)激光选区熔化成形复杂结构的评价与测试技术 激光增材制造技术应用于飞机重要承力和功能结构,其内部缺陷、组织特点不同于锻造、铸造结构,导致传统的检测、评价方法和技术标准未必适用。激光增材制造技术应用于发动机燃油喷嘴、涡流器、轴承壳体等带内部流道或者中空薄壁类的复杂结构,这些结构的内部流道角度、形状和尺寸公差、表面粗糙度,对结构功能均有重要影响;但是这些结构特征采用常规的检测技术难以检测,必然会对增材制造技术的推广应用造成限制。由于激光选区熔化成形材料及结构的组织、缺陷有其特殊性,常见的气孔、未熔合、裂纹等缺陷的尺寸仅为微米量级,采用常规的方法难以检测,另外,材料的组织特征及缺陷的类型、尺寸、分布等对结构的力学性能、可靠性和使用寿命影响还缺乏系统性研究。这些问题严重限制了激光增材制造技术在航空领域应用。 (5)增材制造元件级及零件级力学性能考核 由于增材制造与传统的铸造、锻造组织缺陷存在明显差异,使增材制造构件的力学性能及其断裂行为存在显著不同。对于增材制造整体叶盘,如何表征材料及整体叶盘的力学行为也是亟待解决的科学问题之一。增材制造整体叶盘的力学行为研究,包括增材制造材料力学行为、元件级(单元体)力学行为、零件典型件力学行为研究。对于单元体力学行为、零件典型件力学行为,国内还没开展相关研究,国外RR、GE、MTU等机构的研究也鲜有公开报道,仍处于保密阶段。
(1)增材制造特别适合零件的快速研制、快速验证和设计改进,并且支持结构设计创新,因此在飞机钛合金承力框、滑轮架和超高强度钢起落架外筒等重要承力结构以及飞机舱门连接件、辅助动力舱进气门、排气门格栅结构、武器舱门支座、横梁等复杂结构的制造中得到应用,在航空发动机燃油喷嘴、涡流器、涡轮叶片、传感器壳体、燃油控制系统壳体等复杂结构的制造中也得到批量应用。不仅缩短了零件研制周期,降低了制造成本,而且增加了设计的自由度,通过结构功能一体化设计创新,取得了质量减轻、承载耐温能力提高、工作效能提高等效果。一方面加快了飞机、发动机的研制进度,另一方面由于采用结构功能一体化制造,大大减少了零件数量,显著提高了装备的可靠性。 (2)国内增材制造技术发展仍存在短板和不足,制约着增材制造技术创新及产业化应用。增材制造设备激光器、光路、加工头等核心器件自主保障能力不足,零件数模切片、扫描路径规划、实时监测控制软件研发能力欠缺,限制了工艺创新的上升空间。对传统材料和新材料增材制造组织、性能、缺陷、应力变形发展规律的研究不深入,导致制件增材制造的控性控形工艺开发效果不佳。对于粉末、丝材原材料和增材制造工艺过程的质量控制以及制件性能评价研究不充分,导致相关材料规范、工艺标准、检测方法、产品技术标准的缺失,严重制约增材制造的批量化规模化应用推广。 (3)为推动我国增材制造技术在航空领域的发展和应用推广,需要从科研项目支持、科研生产条件配套、设备研发能力提升等方面提供全方位的战略保障。具体建议如下: ①设立不同类型科研项目支持技术研发 结合在研、在役飞机、发动机型号研制和性能提升,设立型号课题,针对已具备较好研究基础的TC4钛合金、AlSi10Mg铝合金、GH3536高温合金增材制造技术,支持开展工程化应用研究,解决产品质量控制和产品技术标准关键技术,推动技术的规模化量产应用。针对预研飞机、发动机型号研制需求,设立预先研究课题,针对高强高韧钛合金、高铝钛高温合金等高性能材料增材制造技术,支持开展控性、控形关键技术,研制典型零件并开展相关考核试验,推动技术型号应用。面向未来飞机、发动机型号需求,设立应用基础研究课题,支持开展超高温结构材料、新型材料、新型结构增材制造技术研究,为新概念航空装备设计制造储备技术基础。 ②配套科研条件建设 根据型号课题、预先研究课题、应用基础研究课题需要,进行配套科研条件建设,建立各阶段研究所需设备、计算机软件等硬、软件设施。 ③支持相关基础元器件、设备集成、软件开发 支持提升国内增材制造设备集成能力、重要核心元器件的研发制造能力,支持开展国内数模切片软件、扫描策略规划软件、工艺参数控制软件、模拟仿真软件的优化、开发,提高装备和工艺的智能化水平。
航空装备激光增材制造技术发展及路线图
|