��ĩ�����ڽ������������е�ȱ�ݺ��쳣(5)
ʱ��:2023-01-06 11:03 ��Դ:������G60�������� ����:admin ���:��
|
2.ȱ�ݱ������� 
�ؽ�������������Ʒ��3D����϶��ģ�ͣ����а�����a���й�������b���������Լ���c���ϸߵĺ����ٶȡ�
������֪�����ص���Ϊ���������ںܴ�̶���ȡ���ں��ӹ����������γɵ����ԡ������γɱ������Ƕ�̬�ģ�������ײ��ȶ��Կ��ܵ��º����еĿ�϶�γɡ����ײ��ȶ��ԵĻ����dz����ӣ�Ŀǰ�в���ȫ��������м��ַ������Լ������ײ��ȶ�������Ŀ�϶�ʣ�����Ӧ�������Ż���������ȡ� �����м��ͼ�����ݿ������о���Ա����������Ӿ��㷨����ʹ�û���ѧϰ�Զ����ͷ���ȱ�ݡ����ڻ�����Ҫ����PBF AM�������о��Ϳ��������������ֽ���ϸ���ܼ���ʾ���� 2.1. Ex-situ��� 2.1.1.��ѧ���� ��ѧ������һ�ֹ㷺ʹ�õı������������ڹ۲��ĩԭ�ϡ��۽ṹ������������AM��Ʒ�е�ȱ�ݡ� ͼ10��ʾ��ʹ�ò�ͬ����ʵ�L-DED������FeCrCoMnNi���غϽ���Ʒ�Ĺ�ѧ��������ʾ������ע�⣬����϶���͡���϶��֮�������������ģ���Ϊ���������а���ͳ�Ʒֲ��ı��涼��ʾ�˳ߴ�������仯��û��֤�ݱ���ά������������Ҫ˫ģ̬����϶�����ѷ����ͨ����ѧ�����������ʾ��������ѧ��������Ҫ�ŵ������ӽ��������������ȣ����ڵ�ɵĿɱ���ۣ����ı���Ҳ��С������������������Ʒ��һ��λ�õı�����Ϣ�� 
ͼ10��ͬ����ʣ�a��600 W����b��800 W����c��1000 W�£�ʹ��L-DED�����Ʊ���FeCrCoMnNi���غϽ���Ʒ��ֱ�ڹ�������ĺ�����ѧ��ͼ��������Ʒ��ɨ���ٶȾ�Ϊ800 mm/min��
2.1.2.�������� ɨ�����������SEM����TEM������ɨ��TEM��STEM���DZ���AM�����۽ṹ��㷺���õļ���֮һ�����ѧ������ȣ�SEM��TEM�����������������о���Ա�����������㷺���õļ���������������Ŀռ�ֱ�����ƥ�У��������ܹ�ʵ��ԭ�ӷֱ��ʵ�TEM�����˽ṹȱ���⣬AM���ϵ��۽ṹ��ʹ����������ӹ�����ͬ�����кܴ�ͬ������һЩ���صĽṹ�����������ģ������ڸ���AM���ϵ����ܣ�����һЩ�����к��ġ�Wang����ȫ��������L-PBF 316L�������Ʒ���۽ṹ����������AM���ϵĶ����������Ӱ�����е���ܡ� 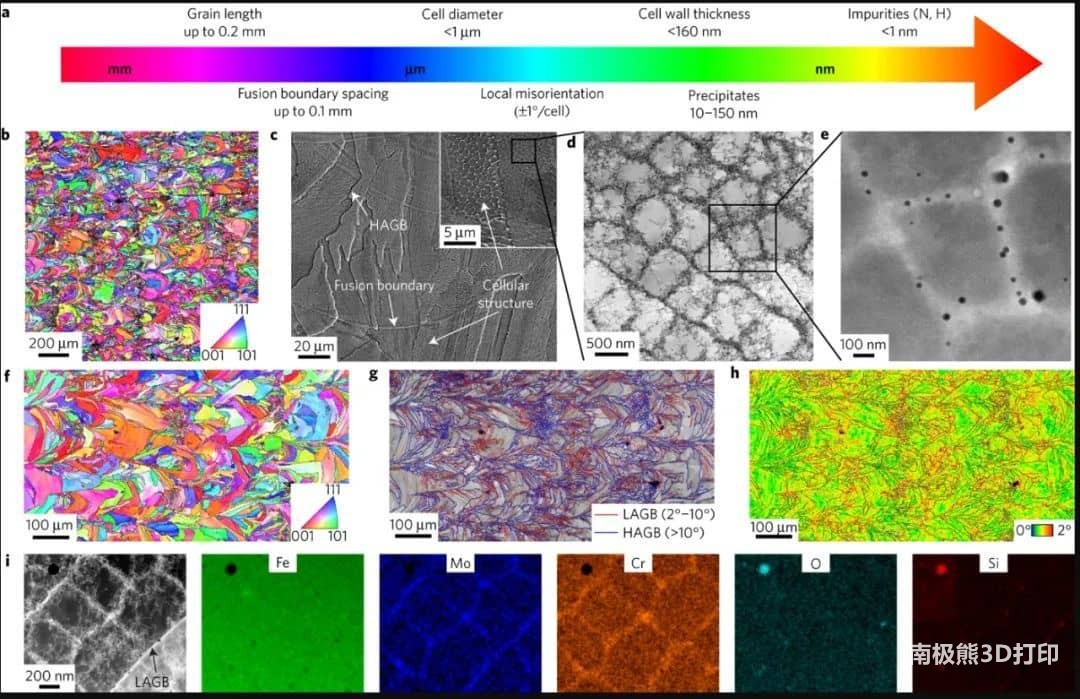
�����ĩ���ۺ�(L-PBF)������316L�����(SS)�ĵ����۽ṹ��
�ѽ�������Ʒ���۽ṹ����(����)��ʾ�˶�����ȳ߶Ⱥͻ�ѧ�����ԣ�����ͼ��ʾ����ɨ���������(SEM)���õ��ӱ�ɢ������(EBSD)�����˾�����ȡ��ͳߴ�ֲ�(ͼb, f)��EBSD�µľ������ֲ���ͼ���������Ǵ�ͳ��������ò����һ����һ�Ŀ����У��������Թ۲쵽��ɫ�ͷ���������仯���ܵ���˵��L-PBF 316L SS������֯���ֳ��߶ȷdz���ľ�����״���ֲ���ȡ���ݶȡ�EBSD������һ��������L-PBF 316L SS���������ͽǶȾ���(lagb, 2��-10�㣬Լռ��GBs��41%��ͼg)�����Թ۲쵽�羧���ķ����ݶȻ�ֲ�����ƫ���ͼh��ʾ�ĺ�ƽ������ƫ��(KAM)ͼ��ʾ��ͼ��ӳ����ÿ�����������ڲ�����������֮��ĽǶȷ���ƫ��Ա�ͼg��ͼh��֪������ƫ����LAGBsֱ����ء����ڸ߽ǶȾ���(HAGBs)���Ƶ�ƽ�������ߴ�(d)Ϊ45��7.9 ��m����ƫ��ϴ�������ֲ���Խ�������������ЩEBSD���ݱ���L-PBF 316L SS��һ�ַǴ�ͳ���ϣ����й㷺�ľ����ߴ�ֲ���������lagb�Ͳ���״������״����ȻҲ���ڿն������������Զ����1%�� ͼ11��ʾ���ǹ���Al-11at.%Cu�Ͻ��ۻ��Ϳ������̵�DTEM�о���DTEM���������׳߶�ʱ�շֱ��ʶ����������̽����ٶȡ�������²�ͬ�۽ṹ�����ر��ǵڶ��༰��ֲ���ԭλTEM�����������˽���صķ�ƽ�����ʷ�����Ϊ�� 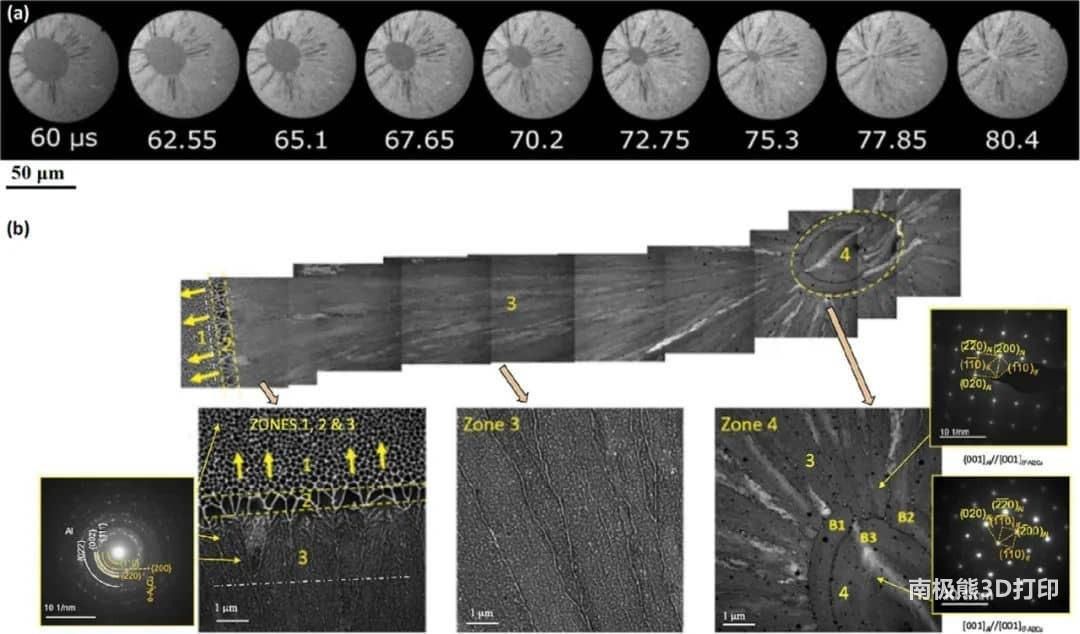
ͼ11 ��a����ʾAl-11at.%Cu�Ͻ����̵�ԭλDTEM��Ӱģʽ����ͼ�����С�ͼ���е��������ۻ���Ĥ�ĸ�˹���������ֵ�������γ�ͼ���50 ns��������֮���ʱ���ӳ٣�����Ϊ��λ������b���̻���Ʒ��ԭλTEM������
��ͼ12��ʾ�����ᾧ�����ó�����ȱ���ۺϿ�϶���Ϸ�����״�����ڽ������������������ڻָ�������TriBeamϵͳ��3D EBSD���Ծ����������ƻ��ԣ���˲�����HEDM������������ԭλʵ�顣 
ͼ12.ʹ�õ������������Ӽ����켼������ĺϽ�718��Ʒ����άEBSD���ݡ���a����״����Χ����δ�ۺ�ȱ�ݡ���b�����з�[0
0
1]ȡ��ĵ��ᾧ����˽���δ�ۺ�ȱ���Ϸ�������c-e����ֱ��ȱ�ݣ�c���ڡ���d��40��m���Ϻͣ�e��80��m���Ϲ������������3D�����2D��Ƭ��
2.1.3.ͬ������x���߳����ɢ�� ��ͼ13��ʾ��Phan���˻�����L-PBF����ĺϽ�625�����ṹ�еIJ���Ӧ�������ض������Ŀռ�ֱ���Ϊ��100��m��Ӧ��������Ϊ10-4��XRD�����������ڵ��ռ䣨������λ�ƣ��������Ƶķֱ��ʣ���x��������ʵ�ʿռ���и��ߵķֱ��ʣ�������Զ�������ӡ� 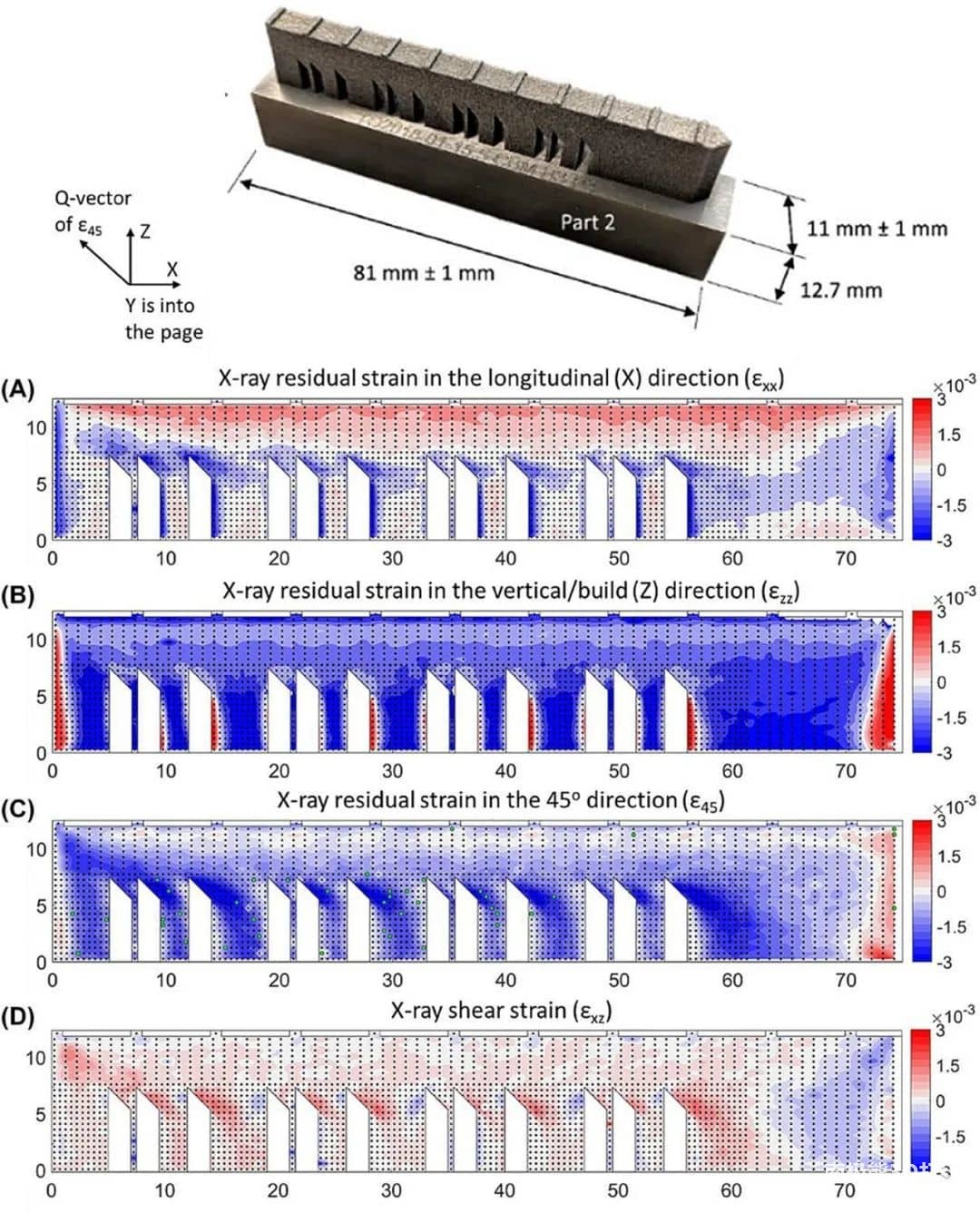
ͼ13 ʹ��ͬ��������XRD�����Ŀ���AM�Ͻ�625�Žṹ�IJ���Ӧ��ͼ����Ʒ��Ƭλ��ͼ�Ķ��������ڣ�A������X��Ӧ�䡢��B����ֱ/���죨Z��Ӧ�䡢��C��45��ʱ��Ӧ��ͣ�D���������Ӧ�䣨��xz������Ʒ�м����棨Y=2.5 mm������Ӧ�������
���ǵ����漰�ļ�����������������ʹ�ü���������AM�����Ĵ�������̺Ͻ�ϵͳ����Ҫ��ɲ��֡������������TEM��������TEM�ṩ�ij���������������ر��ʺϱ���������Ļ�ѧ�ɷֺ��ࡣ��ͼ14��a-b����ʾ��Zhang�����ռ���AM�Ͻ�625���¼��ȴ����ڼ��ԭλSAXS���ݣ��������������к��������������������ԭλXRD����֤ʵ��ͼ14c������Щԭλͬ��������x����ʵ�������AM�������е�Ԫ��ƫ����625�Ͻ���Ӧ�������ȴ����ڼ��쳣������Ϊ�ĸ���ԭ����������ȴ�ٶ���Σ�Nb��Mo����Ԫ���������ڼ�ƫ����֦�������� 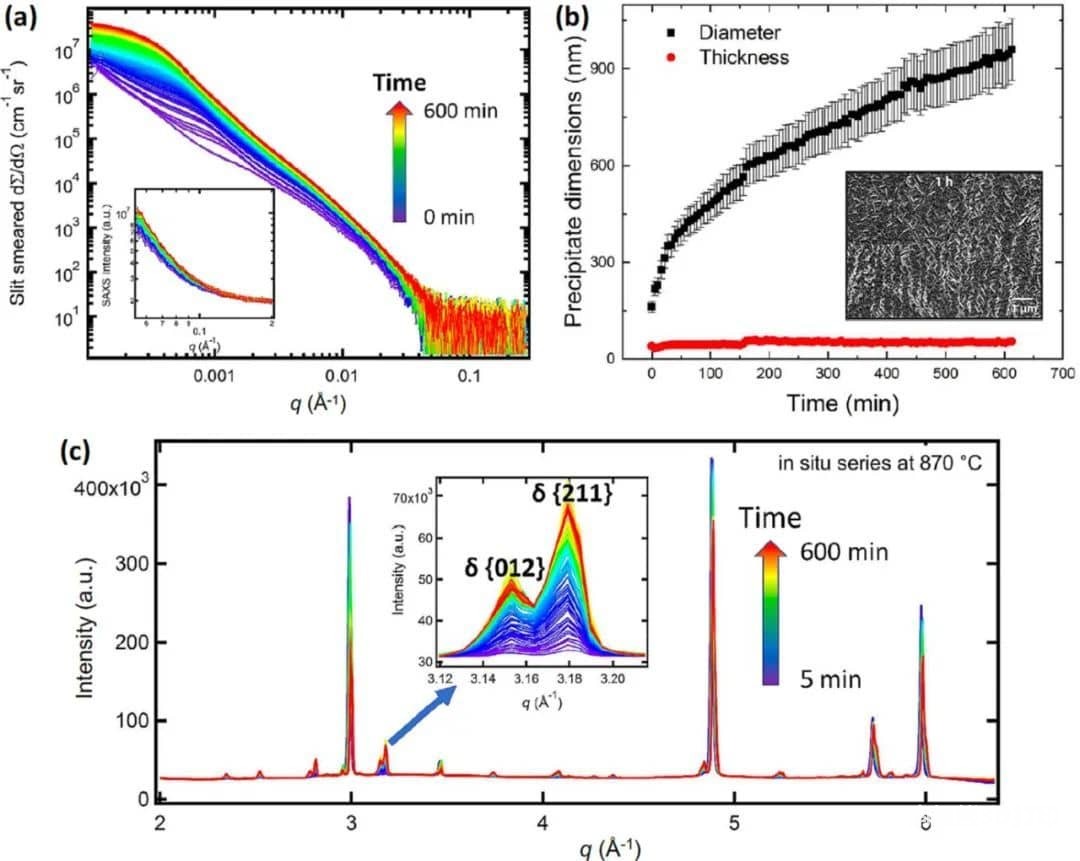
ͼ14 Ӧ�������ȴ����ڼ�AM�Ͻ�625���к��������������ԭλͬ������x�����о���
����ͬ���������ĸ�������������HEDM����һ�����˵���ά�����ྦྷ�����о�����̬���ࡢȡ���Ӧ��ļ���������HEDM�Ƿ��ƻ��Եģ�������ѳ�Ϊԭλ̽��ÿ�������Ը����ⲿ�̼�����Ӧ��ǿ������Sangid�����ڸ���ƣ�������жԺϽ�718����ƺϽ�718��������HEDM������ͼ15���� 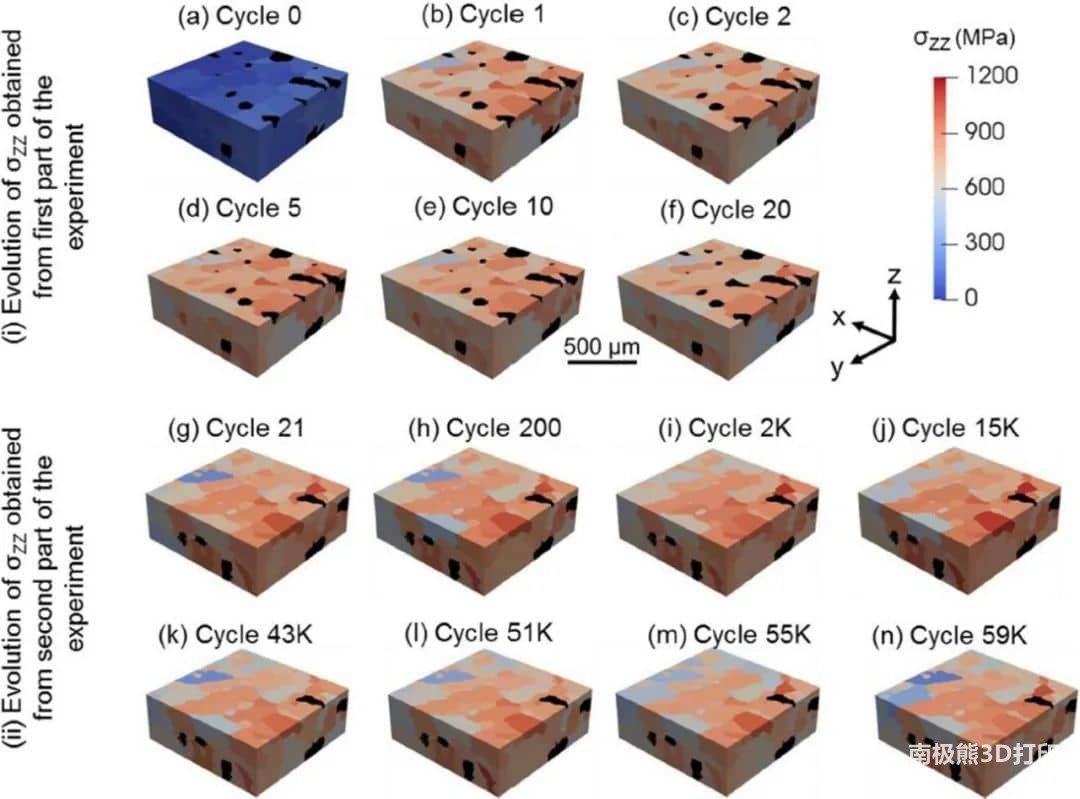
ͼ15 ����ƣ�������ڼ䣬ͨ�������ĩ���ۺϽ����������Ͻ�718���ֳ�����x�����������������ڽ������������ؽ�������ò��������ƽ��Ӧ��ֵ�Ǹ���Զ���������ݲ����ġ�
HEDM�������ڲ��Ͻ����ͷ�չ��X����Դ��̽���������ݴ����㷨���ڿ��ٷ�չ���������ڸ��̵�ʱ���ڼ����ؽ�����Ŀ�����HEDM�����䲻�����������������������ʵ���ԣ�����Ϊ�о�AM���϶����۽ṹ�����ܵ��������ߡ� ��һ�����۽ṹ������ʾ�˹㷺���ڲ��߽磬�Ǿ��ṹ�ͻ�ѧ���롣������316L SS���и߶����ʵ��۽ṹ�������ṹ�ͻ�ѧ�ṹ�������ںϱ߽磬��֦״��ϸ���ڣ�λ�������������Ԫ�غ�ԭ�ӳ߶����ʡ��봫ͳ�Ķ�Ӧ����ȣ��۽ṹ���ȳ߶ȿ�Խ�嵽�������������������Ǻ��ס�������HAADF��ͼ����֪��Щ���̳صijߴ�ͱں���L-PBF�����ڼ�����������������ݶȣ���ȴ���ʣ�����ǰ�ٶȣ��йء� XCT�㷺�����о�ʹ�����������Ŀ�϶�ȡ�ͼ16��a����ʾ��AM Al-10Si-Mg��Ʒ�п�϶�ȵĿ��ӻ�ʾ����XCT�������ڽ���ӡ������ʹ�õĹ��ղ����������о�����������Ŀ�϶���������XCT�����ڱ���ԭ�Ϸ�ĩ�����ijߴ硢��״�Ϳ�϶�ʣ�ͼ16��b������XCT����һ����ҪӦ���Ǵ�ӡ���ļ���ѧ������ȷ���ߴ羫�ȡ����XCT�����ڷ�������ֲڶȣ�ͼ16��c����������ʱ������ƣ�XCT�ѱ������о�AM����ļ���������������Ŀ�϶�Ⱥͳߴ羫�ȡ�����XCT�ṩ���й�����д���ȱ�ݵ�ȷ��Ϣ���������������״�ƶϹ۲쵽��ȱ�ݵ���Դ�� 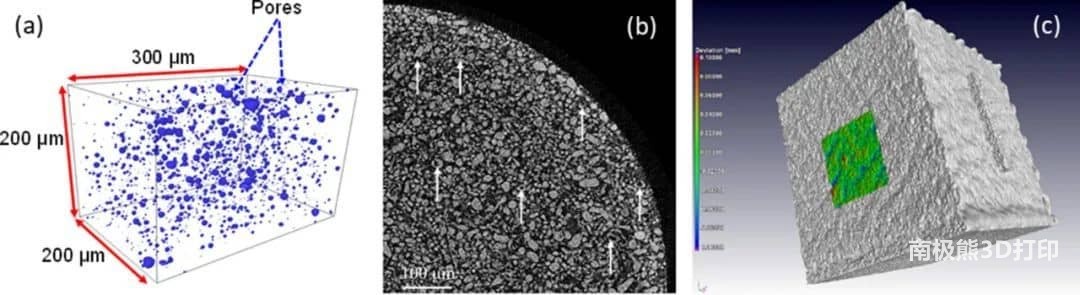
ͼ16 ʹ��XCT��ʾAl-10Si-Mg AM��Ʒ�еĿ�϶�ȡ�
2.2.�ֳ����̼�� �������ʣ����������۵�PBF���վ������罵�Ͳ����˷ѡ��������ϵ��ŵ㣬���ڳ��ı�������졣Ȼ����ͬ�����Ե��ǣ�AM�����ļ����������⣬��Ϊ��ӡ�����д��ڵ�һЩȱ��Դ��������ӹ��ա���ˣ���ʹ��Щ���յ��ֳ�������ޣ�Ҳ�ܶ�ȱ���γɹ����ṩ�м�ֵ�ļ��⣬�Ӷ�ͨ���ֳ����ƹ��ղ����������ӡ����е�ȱ�ݡ� ʵʱ��أ��ֳ��ֳ�����̼�أ�������ʵʱ�۲�ȱ���γɵ������������Grasso��Colosimo�����˹���ȱ�ݺ��ֳ���������������������ĩ���ۺ�AM���չ����м�ص�����Ӧ�ð�����ĩ���䡢�����ĩ����á��۳ء�ɨ��·������Ƭ����ĩ��ɢ�����Ҫ�����ڲ����쳣���Ϳ�϶���γɡ�һЩ����������ʹ�ù�ѧ���������������ĩ���ۻ��̽ᣬ����ʹ��˫ɫ���·�����ĩ�㣬���о�������ĩ�Ĺ̽���̡� 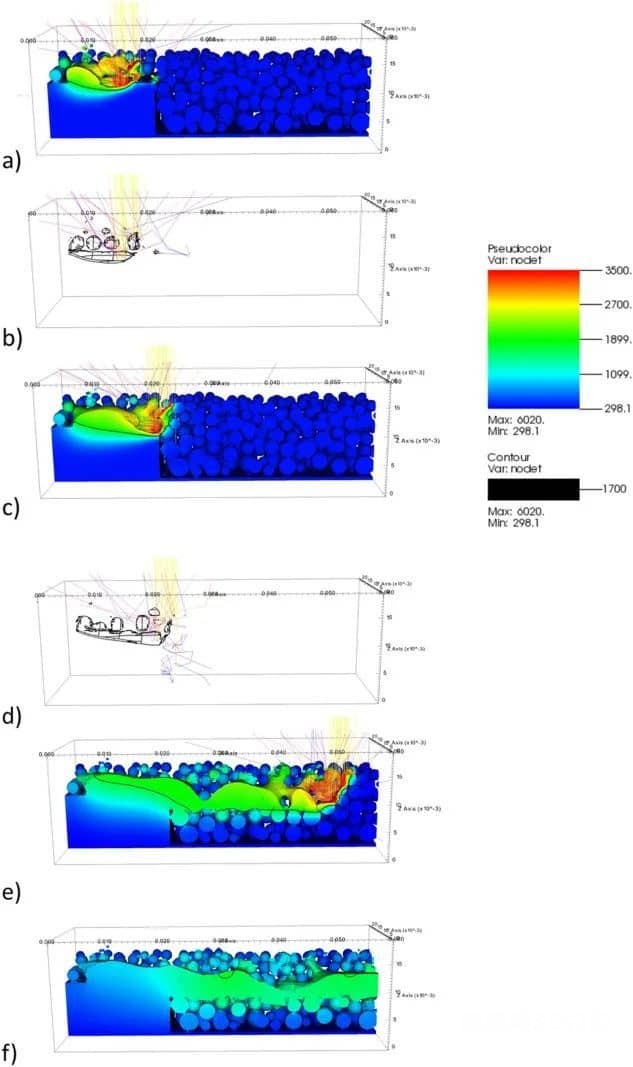
�ۼ�ģ�������۴��ĵ��������a�Cb��ɨ�赥���ĩ��c�Cd�������ĩ��ı߽紦ɨ�裬e�Cf�������ĩ����ɨ�衣
����Էɽ��γ���ѧ���о���������ķɽ������������۳��еĹ���ЧӦ�γɵģ�����С�ķɽ����������ɼд��ķ�ĩ�����γɵģ���Щ��ĩ������������Ȳ���ǿ�ҵĽ��������������׳�����������£���������û����д��ڵIJ����������������Խ�������ķɽ��������ߣ��������ٽ������Ƶ��㹻Զ�ĵط������Dz����빹����������á� Ȼ�������ݹ켣���ɽ�����������ض��������������ɽ�����Ҳ�������ȵģ���ȫ���ۻ�������ģ��̻��ģ�����ȡ�������ǵ�������ơ������ɽ���������������������Ҳ������Ϊ��ĩ��ɢȱ�ݵijɺ�λ�㣬ͨ���Ϲ��������汩¶ɢװ���϶���������ľ��ȷ�ĩ�㡣��������������ȷɽ���������ͨ���ս���ۻ����̶��ڽ��������ϣ����ͻ������ĩ���Ϸ������ż���ӹ��ļ�����ͻ���ķɽ�����ֻ�Ჿ���ۻ��������������ҶԽ�������ĸ�������С����Щ�����������������ں������в����ڻ��ķ�ĩ���� 2.2.1.�ɼ�����ٳ��� �������������Ǹ�����������Ļ��ᣬ�����̸�ϲ����AMϵͳ��ʹ�����ۡ�ʵ�õļ��ߡ����ÿɼ�����и��ٳ���������۱�AM���̵���Ȥ���Խ�������ȱ�ݵIJ������ֳ���۲쵽��ȱ���������һЩ�о�ʹ������������������ĩ������ã���Ϊ�ɽ����۳����������������ͷ�ĩ���쳣�ṩ���м�ֵ����Ϣ�� L-PBF�г�����ȱ�ݣ������ɼ������γɵĿ�϶�ʺͱ���������ص����������۳صijߴ�߶���ͬ��������������켣����������������Щԭ��������Ϊ�۳ر�����ԭλ������ȷ���������������Ҫ��������Ҳͬ����һ�۵㣬�������ڴ��ڴ�����ʹ�ø��ٿɼ�����ȳ���۲�L-PBF��DED AM�������۳���صĹ����������й����������ڼ���۳صijߴ��ϡ����磬Tan����ʹ��ͬ����ĸ�������������ӹ����е��۳سߴ磬Heigel����ʹ�ø��������Dz���L-PBF�е��۳س��ȡ�Clijsters���˿�����һ��ʵʱϵͳ���ܹ�����L-PBF���յ�ԭλ�۳سߴ磬�������Ƶ�ϵͳ���ڱ�����L-PBF����������ʹ�á�Fisher���������ڽ��¶���Ϣ��ʹ�ÿɼ�������ռ�����L-PBF�����е��۳سߴ�������� 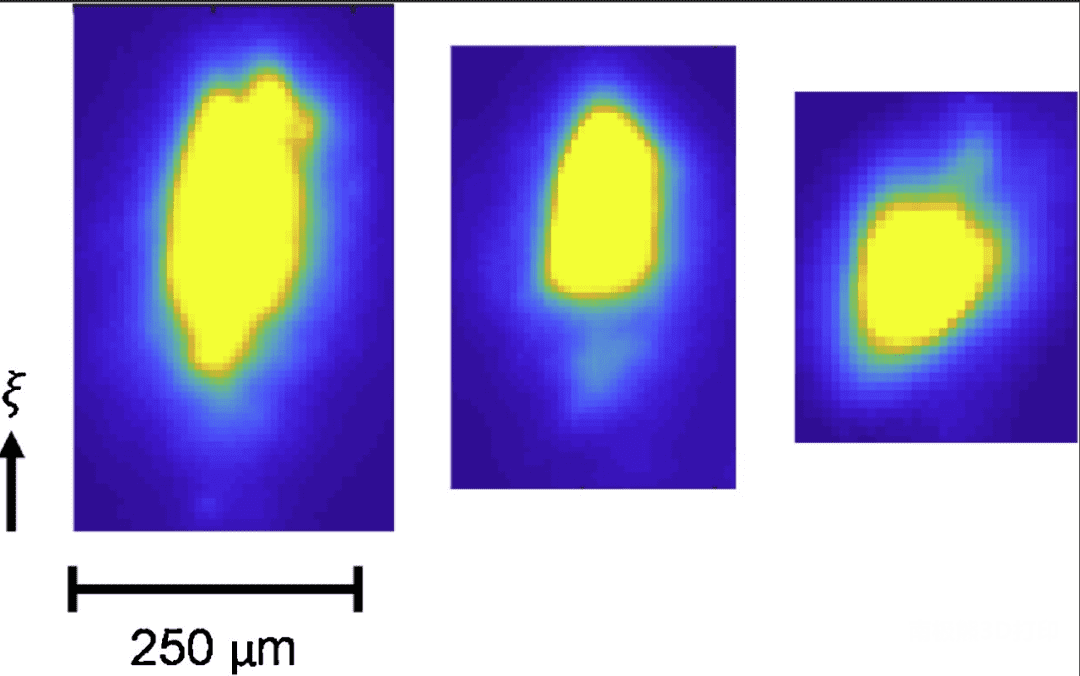
�ɸ������������ļٲ�ɫ�۳�ͼ��
(���α༭��admin) |