激光粉末床聚变:技术、材料、性能和缺陷以及数值模拟的最新综述(4)
时间:2022-09-14 13:53 来源:南极熊 作者:admin 点击:次
| 导读:这篇综述主要解释了LPBF工艺的基本原理、几个相互关联参数的科学和技术进展、原料材料、生产性能/缺陷,以及数值模拟的见解,以虚拟地理解工艺行为。本文为第三部分。 5.1.1.工艺参数对微观结构的影响 Cherry等人报告,LPBF工艺参数的影响显著影响316L不锈钢零件的微观结构和物理性能。材料硬度在125 J/mm3的225 HV达到峰值,并与孔隙率成比例,较高的孔隙率导致较低的材料硬度。从低激光能量密度下的小球特征到高激光能量密度时的小球和大小球特征的混合,发现了几种导致凸面图案的颗粒聚结类型。总孔隙率受激光能量密度的影响。Song等人研究了工艺参数对选择性激光熔化Ti6Al4V的微观结构和机械性能的影响。以110W的激光功率和0.4m/s的扫描速度进行选择性激光熔化,对应于连续熔化机制,可以产生具有高显微硬度和光滑表面的优异Ti6Al4V零件。密度非常大,可以与大块Ti6Al4V合金密度相比较。Bang等人研究了激光能量密度对采用LPBF技术制造的不锈钢316L(SUS316L)零件的微观结构、机械性能和化学成分的影响。随着能量密度的增加,拉伸特性随着晶粒膨胀而下降,加速溶解提高了轻元素浓度。 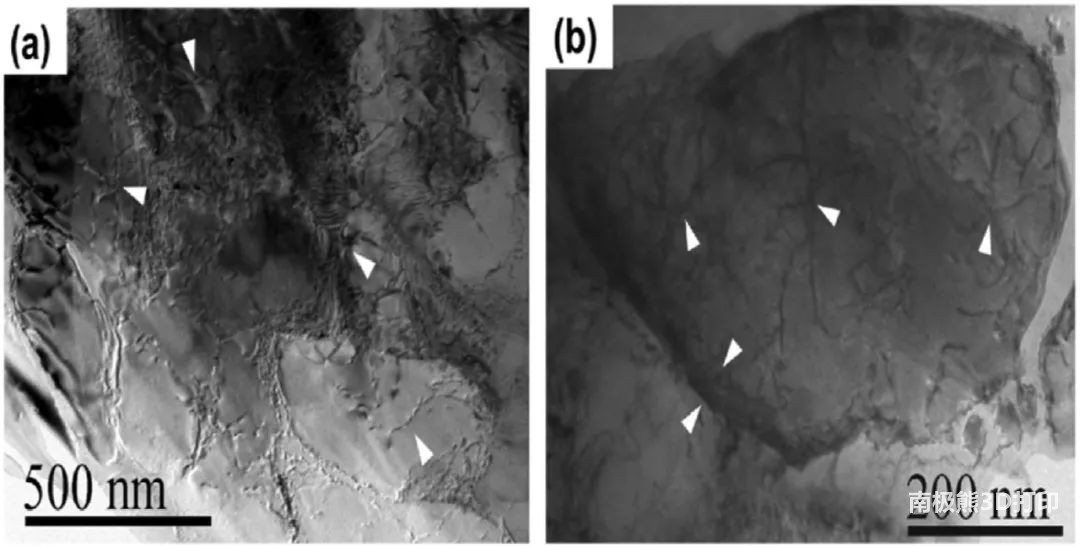 不同工艺参数产生的单轨(顶部)和横截面Ti6Al4V零件(底部)的OM显微照片:(a)120 W,0.2 m/s,(b)110 W,0 0.4 m/s,和(c)110 W、1.2 m/s。 随着轻元素浓度的增加,硬度增加,破坏行为从韧性断裂转变为脆性断裂。由于使用LPBF制造铝合金的困难,许多铝合金在机械特性和微观结构方面尚未被广泛研究。研究了激光功率、阴影间距和扫描速度对LPBF生产的铝2024合金(AA2024)的机械性能和显微组织性能的影响。结果表明,几乎无裂纹的结构具有高相对密度(99.9%)和阿基米德密度(99.7%)。 5.1.2.热处理对微观结构的影响 生产后热处理方法在细化零件微观结构和改善其机械性能方面非常重要。在钛合金中,热处理工艺、退火或热等静压处理(HIP)、热机械加工的主要目的是将α′马氏体晶粒转变为α+β晶粒。退火和HIP是最常用的工艺,因为它们在发出完全致密的零件时对齐。已经指出,这两种工艺在钛合金的情况下实现了其目标。考虑到此类热处理工艺,零件的最终微观结构受温度、热循环和停留时间之间的关系影响。 5.1.1.1.温度的影响 LPBF生产的零件的微观结构在决定其机械性能方面具有重要意义。微观结构由不同层之间的界面能、动力学和热力学因素(如局部应力和润湿性)定义。温度对微结构的形成有相当大的影响。已经进行了各种研究以了解温度对合金特性的影响。对于钛合金,有人认为,在非常高的温度下退火得到的结果具有优异的延展性和断裂韧性。Wu等人研究了温度对Ti64的影响。温度范围设定为300-1020℃。在600℃以下,建筑结构几乎没有变化。在750℃至990℃之间,针状结构开始退化。超过1000℃时,原始β晶粒完全转变为等轴β晶粒。类似地,在另一个使用Ti64的实验中,随着温度的升高,β晶粒的体积增加(图23)。在热处理之前,很容易观察到先前的β晶粒,但在热处理之后,先前的β被转化并且不再可见。这显示了晶粒结构的广泛增长。在另一项研究中也发现了类似的结果。 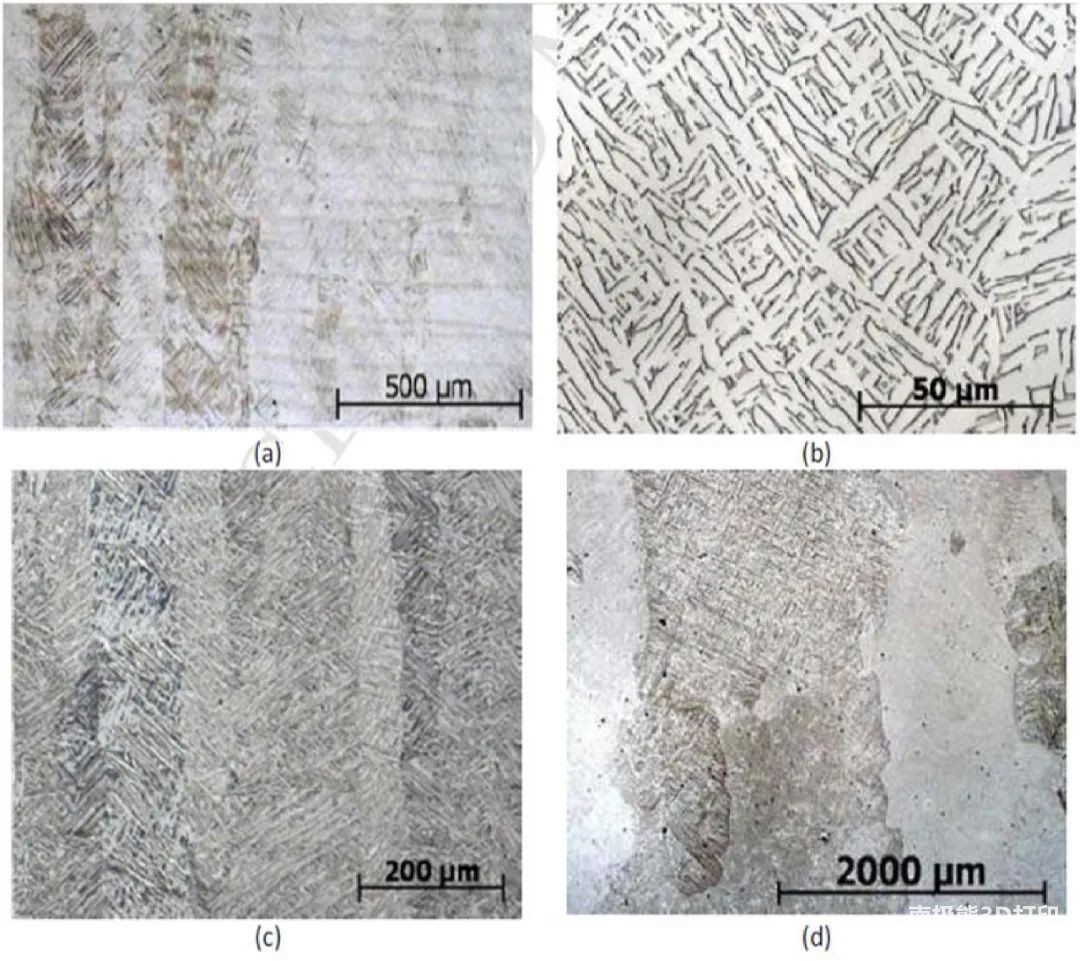 图23 热处理时LPBF构建的Ti64的微观结构。(a)(b)在亚透热处理后,以及(c)和(d)在超透热处理之后。 据指出,马氏体分解是平衡强度和延展性的因素。随着温度的升高,延性提高,而屈服强度和极限强度降低。但在Al-Cu-Mg的情况下,随着热处理温度的升高,微观结构变得更粗糙。在这种情况下,极限抗拉强度、屈服强度和伸长率似乎在温度下增长。如果温度进一步升高,则拉伸强度降低。这是因为颗粒的分布和尺寸不再有助于强化晶粒,因为淬火后的饱和度较低。 5.1.1.2.传导和锁孔状态 高功率受控激光束用于LPBF增材金属制造。熔池的深度通常由其下方固体物质中的热传导控制。然而,在某些情况下,熔化机制可以从传导转变为“小孔模式”激光熔化。在此阶段,金属的蒸发控制熔池的液位。在小孔模式激光熔化中的熔池深度可以比在传导模式中看到的熔池深得多。此外,金属蒸发产生的蒸汽腔塌陷可能会在激光束后留下一系列空隙。 对于LPBF,发现主要的工艺制度,如小孔和传导模式熔化,是线能量和强度的函数。纵横比直接取决于这两个复合变量;因此,所得熔池的形状随时间变化。Gargalis等人使用直接微量热法研究了LPBS中纯铜的加工行为。他们报告说,在LPBF环境中与激光束相互作用时,小孔熔化制度和加热、熔化、沸腾和蒸汽形成行为的演变对于可预测和可重复的铜沉积至关重要。 图24描绘了在540W的最大激光功率下随着扫描速度的增加裸铜表面的熔池演变。白色箭头表示氧化物。在对样品进行横截面和抛光后,发现了氧化物颗粒,这表明在金相制备过程中形成了氧化物。熔池的形成被证明是高度不稳定的,当处于锁孔状态时,吸收率值的显著波动触发了爆炸行为。Chen等人报告说,使用非原位样品表征和计算热流体动力学(CtFD)建模来探索作为传导、过渡和小孔区域中预热温度的函数的熔池形状修改,以及图25、26、27和28所示的每个区域中的潜在机制。在500°C下,实验熔池深度在传导区增加49%,在过渡区增加34%,在小孔区增加33%。相反,每个区域中熔池宽度的变化并不都呈增加趋势,而是取决于熔池区域。根据经证实的CtFD模拟,较高的预热温度增加了小孔区域的蒸发质量、反冲压力和激光钻孔效应,导致更深的熔池。由于较高的流速和强烈的反冲压力加速了反向流动,模拟表明,提高熔体轨迹温度显著延长了熔体轨迹长度。 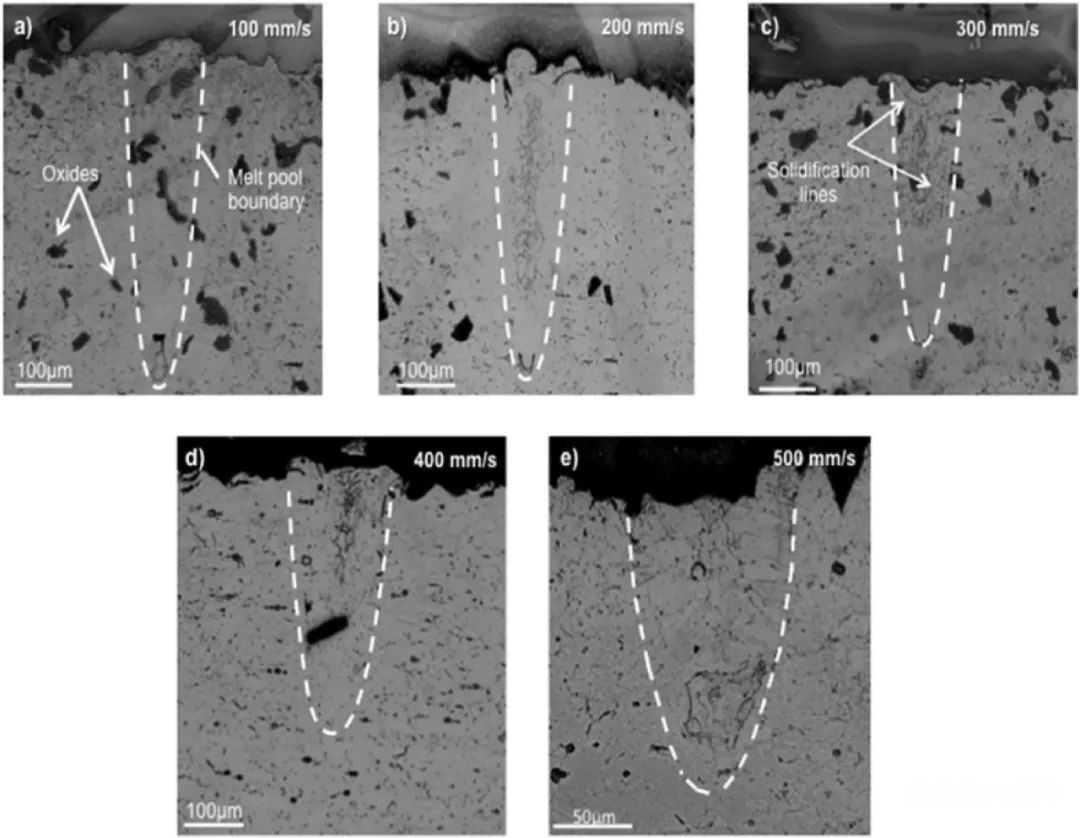 图24 背散射模式下的SEM图像,显示了随着扫描速度的增加,在裸铜衬底从传导到键孔的过渡区域中,540W激光功率的深熔池的演变;从图a)到e),扫描速度以100mm/s的间隔增加,白色虚线显示熔池边界;注意最后一张显微照片中的刻度大小差异。  图25 导电状态下熔池形态随预热温度的变化。 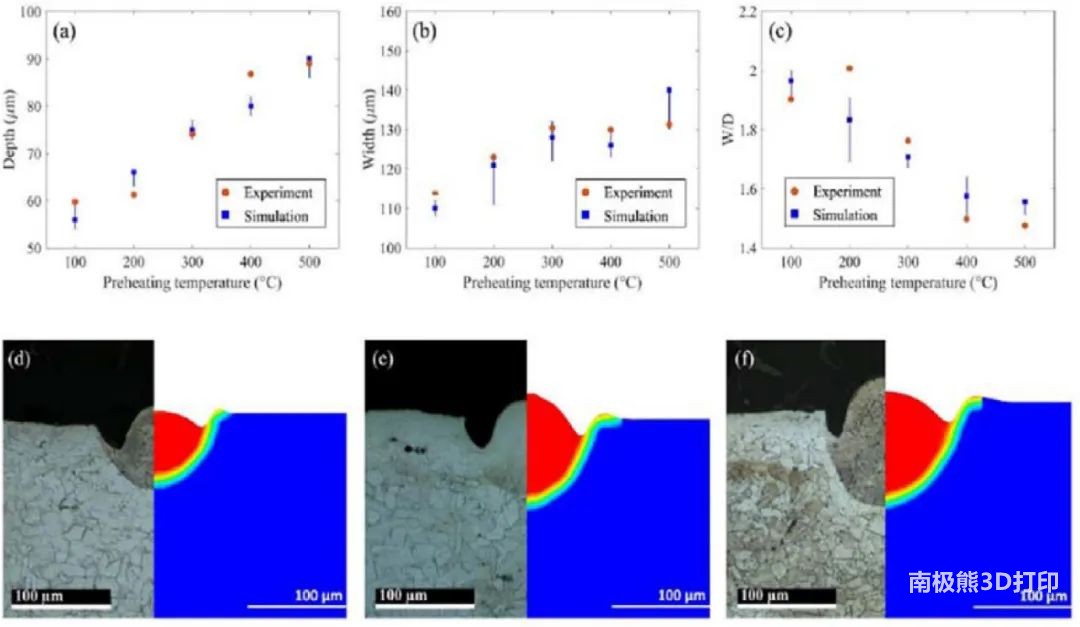 图26 传导状态下熔池尺寸与预热温度的关系(P=250 W,V=1.5 m/s):(a)深度、(b)宽度、(c)纵横比,以及(d)100°c、(e)300°c和(f)500°c预热温度下实验和模拟熔池的比较。 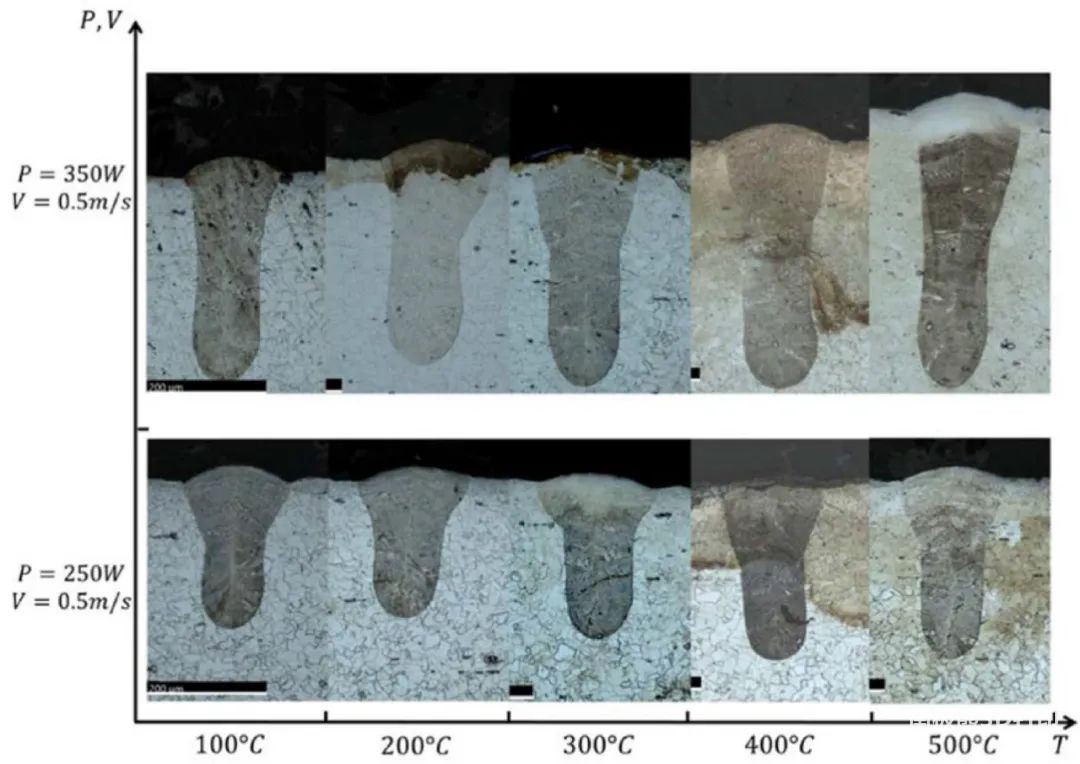 图27 锁孔状态下熔池形态随预热温度的变化。 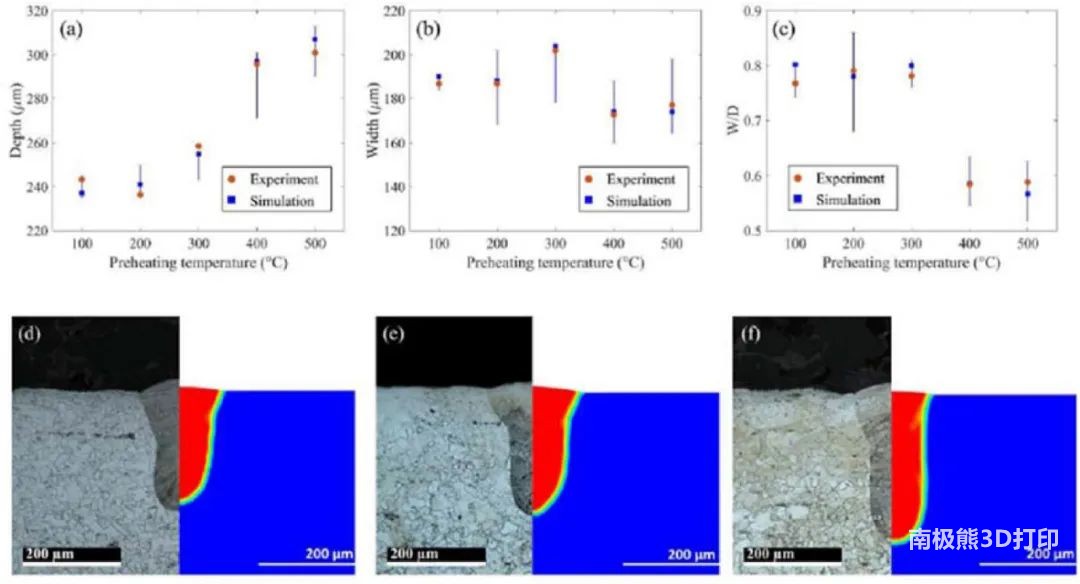 图28 锁孔状态下熔池尺寸与预热温度的关系(P=250W,V=0.5m/s):(a)深度、(b)宽度、(c)纵横比以及(d)100°c、(e)300°c和(f)500°c预热温度下实验和模拟熔池的比较。 5.1.1.3.停留时间 停留时间只是热处理过程中样品保持在最高温度的时间段。Plaza等人研究了热处理对Ti64微观结构的影响。对具有不同停留时间的若干样品进行热处理(退火);炉将其冷却至760℃,然后对其进行空气冷却。通过比较在相同温度下但不同停留时间下退火的样品,发现停留时间越长,晶粒越细,延展性越高。Vracken等人也证实了类似的结果。图29显示了两个在940℃下热处理20小时的样品。图像显示了α晶粒的有限生长,但它逐渐转变为等轴晶粒,如箭头所示(图29 b)。在AlSi12的另一种情况下,与传统方法(如铸造)相比,更长的停留时间为LPBF制造的零件提供了更好的结果。 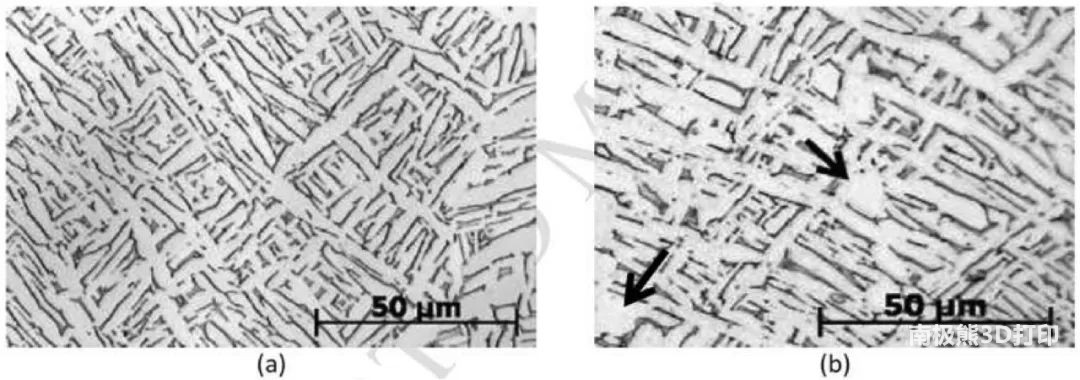 图29 940℃下(a)2小时和(b)20小时热处理钛合金的微观结构。 5.1.1.3.冷却速率 LPBF非常适用于用金属粉末制造零件,热循环,特别是冷却速率,在控制微观结构行为方面起着巨大作用。冷却速率决定了金属零件中的晶粒尺寸偏析。但更快的冷却速率会限制该过程中的特定物理,从而导致热力学不稳定相。由于微观结构由冷却速率监控,我们可以说零件的性能也由其监控。因此,必须在参数和冷却速率之间建立牢固的关系,以开发具有良好性能的特征。据指出,仅研究能量输入不足以理解冷却速率对金属粉末的影响。体积能量密度不能预测熔池的准确行为。 5.2.机械性能 5.2.1.抗拉强度 LPBF工艺制造的零件与传统方法(如铸造)的屈服强度比较表明,LPBF制造的零件具有优异的强度。其原因在于,当少量熔融材料快速凝固时,零件是如何在LPBF工艺中制造的。由于该工艺,在零件中可以看到更细的晶粒和微观结构。在合金中,在LPBF期间,合金元素的偏析可以忽略不计,导致更均匀的成分和更高的强度。在Wei等人对LPBF制造的AZ91D进行的实验中,注意到激光能量输入显著影响样品的拉伸性能。他们发现,随着激光能量输入的减少,制造零件的屈服强度和极限抗拉强度也会大幅下降。这种行为的原因是由于激光能量供应不足导致的低密度部件。 由于LPBF制造机制依赖于逐层添加技术,因此层的构建方向在决定零件的拉伸强度方面也起着重要作用。在平行于拉伸方向进行激光扫描的情况下,观察到的拉伸强度高于在垂直于拉伸长度的方向上进行扫描的部分。观察到,当制造和横向扫描Br-Ni的LPBF试样时,其拉伸强度高于纵向扫描的试样。原因是短矢量扫描的结果更好。短扫描矢量比长扫描具有更大的吸收净能量的能力。影响拉伸强度的另一个因素是层厚度。Agarwala等人发现,对于LPBF制造的Br-Ni零件,当层厚度减小时,拉伸强度迅速上升。结果表明,当层厚从500μm变化到200μm时,拉伸强度从35MPa增加到约60MPa。  激光沉积Ti-6Al-4V试样的示意图,(a)X方向上的沉积表面(水平取向),(b)Y方向上的沉淀表面(横向取向),以及(c)Z方向上的沉积物表面(垂直取向)。 |