激光制造钢的工艺进展以及面临的挑战(五)
时间:2022-02-21 11:59 来源:江苏激光联盟 作者:admin 点击:次
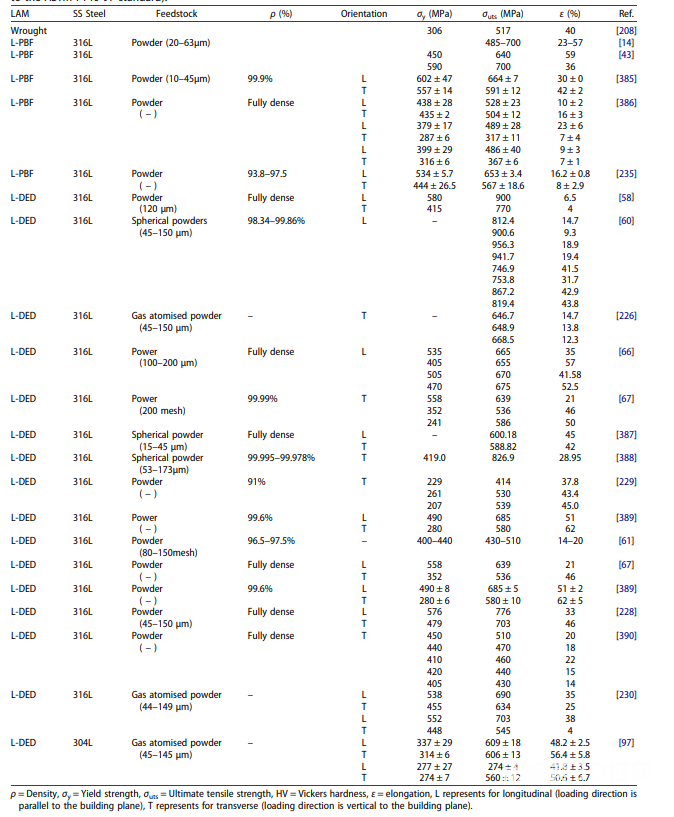
| 导读:本文探讨了激光制造钢的工艺进展以及面临的挑战。本文为第五部分。 奥氏体钢 各种奥氏体不锈钢(如316L和304L)已使用不同的LAM技术进行加工,L-DED是最常用的。表4总结了近年来LAM在不锈钢方面的工作,重点是原料、激光类型、孔隙率和机械性能(即硬度和拉伸性能)。如图1所示,316L是LAM最常用的奥氏体不锈钢,因为其综合机械性能、耐腐蚀性和高AM加工性。术语“可加工性”旨在描述原料材料通过LAM成功加工成块状材料而不发生故障的能力,以及满足特定应用的机械、冶金和功能要求的能力。 然而,没有正式统一的定义或标准测试方法来评估特定材料的可加工性。一般来说,具有良好焊接性的合金可能具有良好的AM加工性。因此,由于冶金工艺,尤其是L-DED工艺的相似性,钢的可加工性排名可以参考广泛报道的可焊性结果。此外,如表4所示,除了Syed及其同事使用316L不锈钢丝外,所有其他研究人员都使用粒度在10到180之间的球形粉末以μm为原料。表4还表明,LAM生产的大多数316L不锈钢零件几乎完全致密。表4中密度相对较低的几个案例归因于使用的未优化工艺参数[。如“LAM加工变量的影响”一节所述,通过优化加工参数,可以降低LAM加工钢的孔隙率(见图6)。 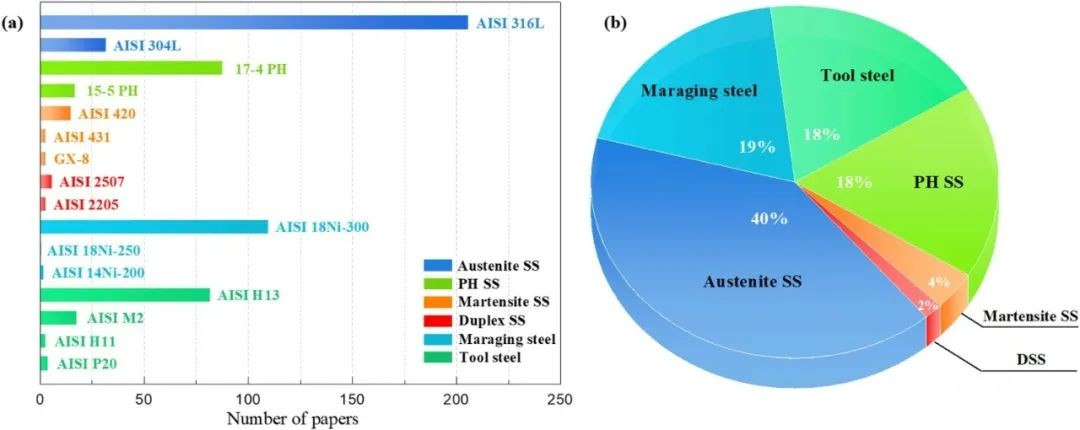
图1 (a)发表关于各类钢材LAM的论文数量;(b)不同类别钢的LAM研究工作所占的百分比。数据来自2020年4月之前发表的论文。
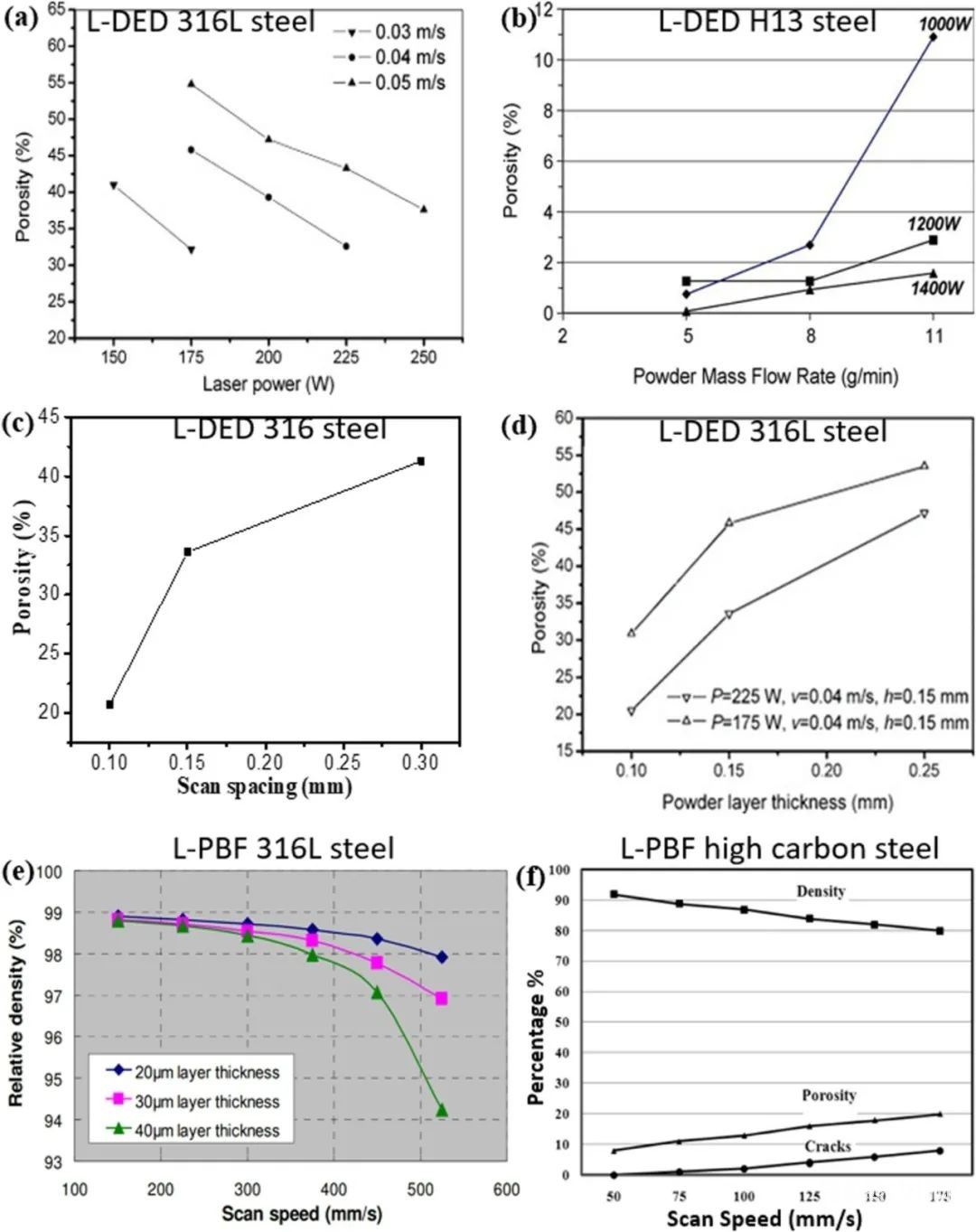
图6 工艺参数对L-PBF和L-DED制备的钢试样气孔率的影响:(a)激光功率;(b)粉进料速度;(c)扫描间距;(d)涂层厚度和激光功率;(e)扫描速度和层厚;(f)扫描速度
表4 316L不锈钢样品的拉伸性能(硬度值根据ASTM F140-97标准转换为HV)。
如图26所示,L-DED型奥氏体钢和L-PBF型奥氏体钢样品均表现出周期性的熔池特征。清晰的层和熔池边界可见。Wen等人报道了熔池边界附近非金属元素(即C、O和Si)的成分波动,这对LAM部件的性能有害。一些研究人员还报告说,与熔池中心相比,熔池边界(mpb)附近的晶粒更粗,因此认为熔池的行为类似于焊接的热影响区(HAZ)。这可能是由于在构建后续层时,如果层重叠太多,现有层就会过热。因此,如果适当优化工艺参数,这种现象在LAM生产的奥氏体不锈钢中很少被报道(见图9、19、22)。相比之下,大多数EBSD取向图显示,由于mpb处的冷却速度较高,与熔体中心相比,mpb附近的晶粒更细(图9)。对比图26(a)和图26(d)可以看出,由于在L-DED过程中相对较高的能量输入和较大的束尺寸,L-PBF构建的316L钢的熔体池尺寸(深度和宽度)是L-PBF构建试样的数倍。 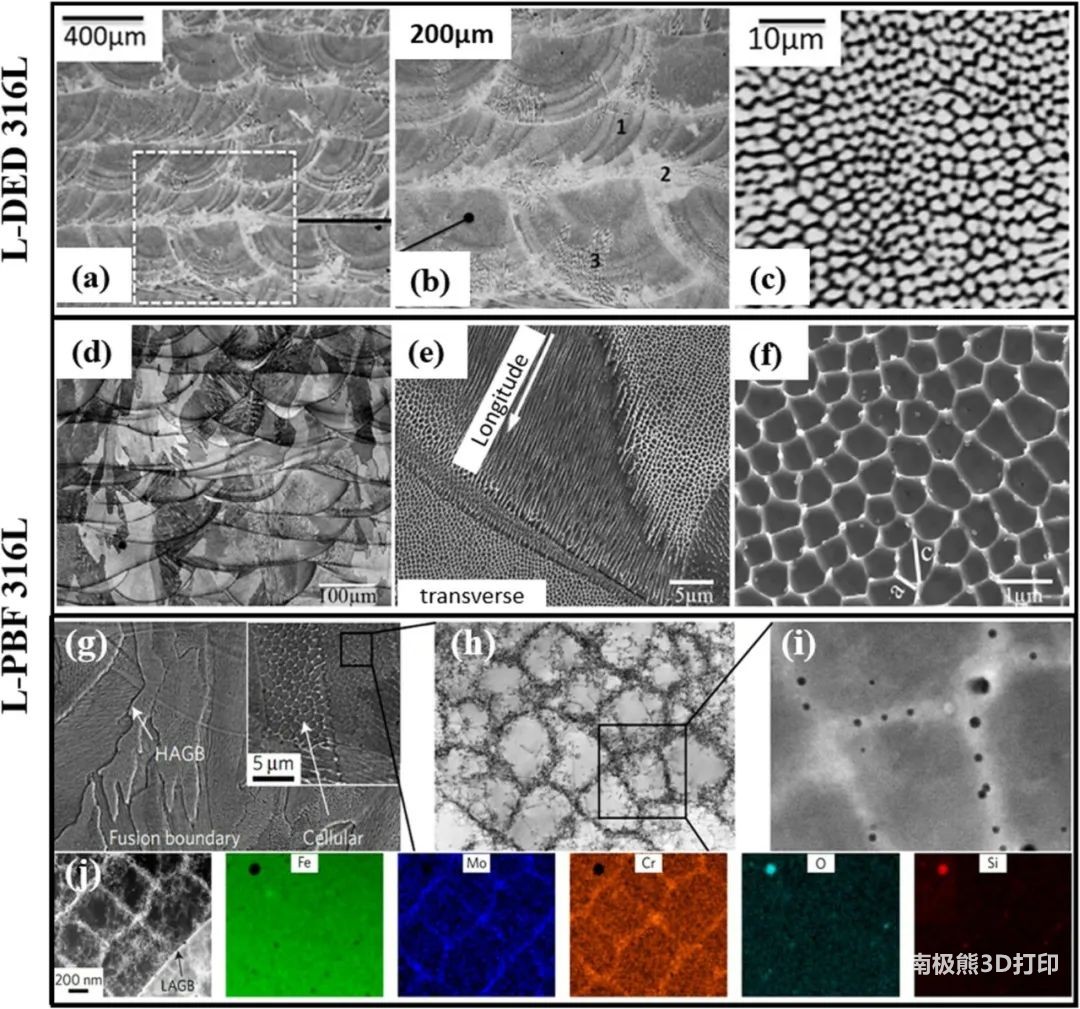
图26 (a-c) L-DED建造的和(d,e)
L-PBF建造的316L不锈钢样品中熔体池和胞状结构的典型形态;(g)
L-PBF制备的316L钢试样截面的SEM图像;(h)显示凝固细胞的亮场透射电镜图像;(i)高角度环形暗场STEM图像,显示凝固细胞,如h所示;(j)细胞结构的TEM-EDS图。
用Cu Kα射线在PANalytical苍天上进行了x射线衍射分析。所有样品的步长均为0.01°。拉伸片尺寸为14 × 36 × 10 mm3。然后通过电火花加工方法加工到拉伸贴片尺寸(见下图(d))。样品先用320砂纸磨,再用1000砂纸磨。拉伸试验在Instron静态测试仪(5569系列)上进行,应变速率为2.65 × 10−4/s。在中断之前一直使用触点引伸计。每组至少测试了三个样品。 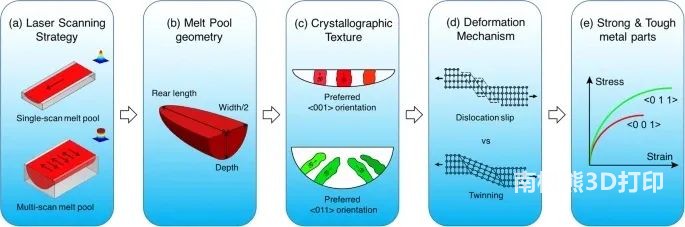
利用SLM AM过程设计所需特性的流程图概述。
LAM生产的316L和304L样品中最常见的相组成是具有面角立方(FCC)晶体结构的单奥氏体。这与通过传统铸造或焊接工艺制造的产品一致(表3)。这是由于奥氏体钢的Creq/Nieq范围为1.25–1.95,导致上述AF或FA凝固模式。偶尔在大功率L-DED工艺中,由于枝晶边界处的溶质偏析,冷却速度相对较低时,在枝晶间边界上检测到少量铁素体,尤其是在铁素体形成元素(如Cr和Mo)中。然而,在LAM生产的奥氏体不锈钢中还没有马氏体相变的报道。 图9、19和22显示了LAM生产的316L钢的晶粒形态和织构。由于通过衬底的定向热释放,沿构建方向生长的细长柱状晶粒是一个常见特征,这导致在凝固过程中外延生长。对于立方晶体结构,柱状晶粒倾向于<001>方向生长,这与最大热流方向(最陡的热梯度)相反。因此,在奥氏体钢中,通常会产生沿构建方向的、与散热路径相反的强烈<001>晶体织构。如前所述,在“LAM加工变量的影响”一节中,<011>由于不同的LAM工艺参数导致熔池几何形状的差异,沿构建方向的结晶织构也被报告。 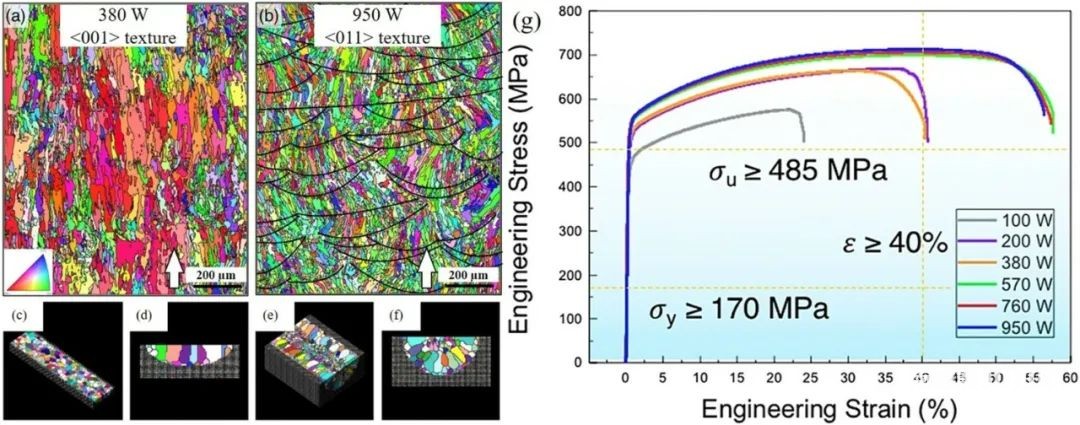
图9 激光功率分别为380 W (a)和950 W (b)时,L-PBF制备的316L不锈钢样品的晶体织构(a,b)和拉伸性能(c)。晶体方向沿建筑方向观察,如图(a)所示箭头所示。380 W (c,d)和950 W (e,f)[23]样品的动力学蒙特卡罗模拟结果的等距和正面视图。
 图19 EBSD方位图在L-PBF搭建的316L薄壁样品的搭建方向上,不同厚度(a)和倾角(b)。 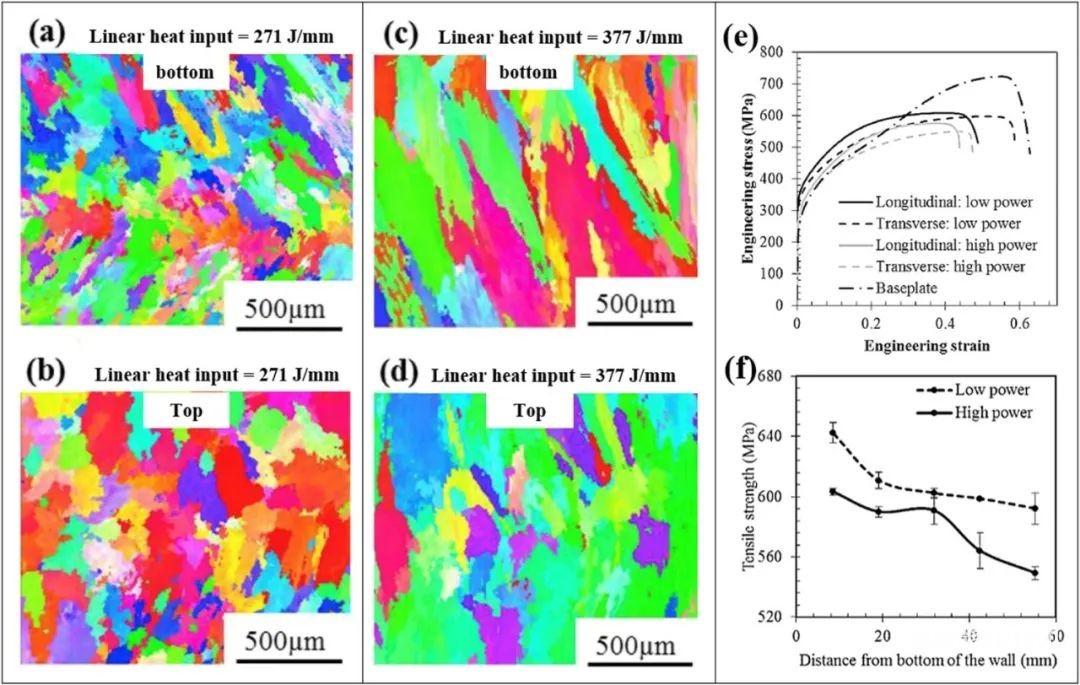
图22
不同线性热输入下纵向L-DED构建304L样本的EBSD逆极点图:(a,b)线性热输入 = 271
J mm–1,(c,d)线性热输入 = 377
J mm-1;(e)从低功率壁和高功率壁两个方向提取的304L样品,以及从退火基板提取的样品的拉伸应力-应变曲线;(f)纵向试样的抗拉强度随薄壁试样底部距离的变化。
如图9和图22所示,由于L-DED过程中相对较低的冷却速率,L-DED制造样品中的晶粒尺寸大于L-PBF制造零件中的晶粒尺寸。合金凝固组织的形态取决于G/R和G×R的综合效应,其中G是热梯度(K m–1),R是凝固速率(m s-1)。比值G/R决定凝固模式,而产品G×R决定凝固微观结构的规模。降低G/R比促进了从平面到胞状、然后到柱状枝晶和等轴枝晶的形态转变,而增加G×R值则细化了凝固微观结构。因此,L-DED过程中较高的能量密度通常会导致较低的G,从而导致较小的G×R值,这对应于较粗的晶粒。因此,L-DED构建样品的微观结构通常比L-PBF构建的对应物粗糙。有趣的是,这也适用于亚晶粒结构,如图11所示。此外,L-DED过程中较低的热梯度也对应较小的G/R值。因此,在L-DED中,由于高能量输入,树突生长比细胞生长更常见。然而,由于高的热梯度,在L-PBF制造的316L样品中,亚晶粒结构的枝晶生长尚未报道。 在每个熔池轨迹内,通常在奥氏体钢中观察到细亚晶粒结构,例如胞状和有时树枝状结构,如图26(a–f)所示。值得注意的是,如图26(e)所示,细胞或树突结构在纵向和横向上看起来不同。这些亚晶粒结构多次被错误地视为晶粒[60],直到EBSD图谱澄清同一晶粒中的细胞具有相同的取向。一般来说,L-DED制造的316L不锈钢的细胞结构尺寸比L-PBF制造的大得多(见图26(c,f))[63]。如上所述,这也是因为与L-PBF工艺相比,L-DED工艺的冷却速率相对较低(G×R值较低)。此外,L-DED过程中较低的热梯度也会导致较低的G/R值。因此,在使用高功率L-DED构建的样品中,有时发现亚晶粒结构是树枝状生长而不是细胞生长。然而,由于高的热梯度,在L-PBF制造的316L样品中,亚晶粒结构的枝晶生长从未被报道。 此外,沿这些亚微米胞状结构的壁观察到高密度位错、微尺度偏析(例如Cr和Mo)和纳米级硅酸盐沉淀(见图26(g–j))。成品316L钢的位错密度约为1014–1015 m mm–3,远高于退火锻造样品(109–1010 m mm–3)。在L-DED制造的316L钢中也报告了类似的结果。人们认为,两种工艺中快速凝固过程中的热收缩应力都会产生应变,从而产生高密度位错,这似乎与焊接工艺相似。然而,Saeidi等人提出,位错的高密度可能与广泛报道的胞状结构有关,这将在“双相钢”一节中进一步讨论。此外,在LAM生产的316L钢零件中,沿胞间壁的微尺度偏析已被广泛报道,这使位错钉扎得以改善,从而导致孪晶。然而,溶质分布的不均匀性和非平衡微观结构也被证明会降低耐腐蚀性。此外,由于LAM过程中的原位氧化,沿细胞间壁检测到含硅和锰的氧化物(图26(i–j))。这些夹杂物被认为是导致耐腐蚀性降低的另一个原因。需要进一步研究LAM生产的奥氏体不锈钢的腐蚀行为。 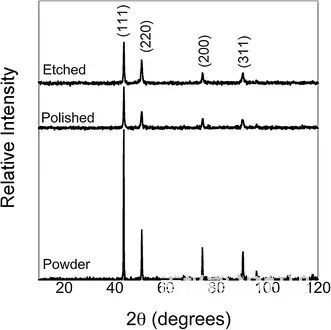
316L粉末原料和PBF-L合金在抛光和蚀刻条件下的XRD光谱。所有扫描均显示FCC奥氏体相的存在,在PBF-L 316L数据中,细微的峰值加宽是明显的。
(责任编辑:admin) |