定向能沉积(DED)增材制造:物理特性、缺陷、挑战和应用(二)
时间:2022-01-24 11:49 来源:江苏激光联盟 作者:admin 点击:次
| 导读:本文讲述了DED处理相关的挑战,并对该技术进行了关键的展望。本文为第二部分。关键词:增材制造(AM),定向能沉积(DED),激光工程净整形(LENS™),激光-材料相互作用缺陷 激光材料的相互作用 为了更好地理解和最终控制DED的热环境,有必要了解底层激光-粉末-熔体池(LB-P-MP)的相互作用。对控制DED的潜在机制的基本理解将有助于对随之而来的微观结构、残余应力和缺陷进行适当的自适应控制,最终目标是优化材料的性能和性能。本节回顾了相关方面,如飞行中粉末颗粒加热、熔体池中存在的时空热场、颗粒-熔体池相互作用以及它们的现场监测。简要讨论了热源-导线的相互作用,尽管这一领域落后于粉末的等效。 
(a)从材料设计到修复再到应用,DED相对于PBF的关键优势示意图。(b) DED中微观结构、多界面、热循环、缺陷和残余应力;(c)注入粉末、激光束和熔池之间的相互作用,在某些情况下导致熔池中形成小孔。
基于激光粉末的DED涉及粉末输送在预先选择和控制的速度使用惰性气体作为载体媒体。粉末通过一系列喷嘴指向熔池。当粉末流从喷嘴流出并向熔池流动时,粉末流呈圆锥状。同心的粉末流在接近熔池时汇聚,导致粒子间碰撞以及LB-P-MP相互作用。加热、熔化、汽化和凝固都发生在DED期间。因此,沉积材料的典型特征是层状结构,经历多次热循环,通常包含气孔和残余应力,如图1b所示。在熔体池附近的区域,注入的粉末颗粒与激光束和熔体池相互作用,如图1c所示。对流紊流与熔体池有关,在某些情况下,沉积条件导致“钥匙孔”的形成,这源自金属蒸气,有时是在使用非常高的激光束强度的条件下加工材料时产生的。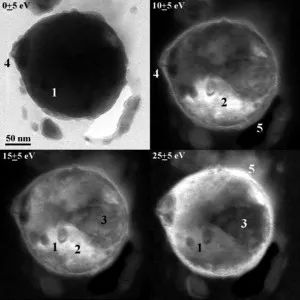
在EFTEM中,10 eV的窗口分别位于0、10、15和25 eV的能量损失中心。在0 ~
25 eV范围内,能量滤波下的对比度调整揭示了熔融单晶α-Al基体的结构细节,其中包含多个10 ~
20nm的Si析出相(1)、富α-Al区(2)和富Si区(3),以及缺陷空洞(4)。由于液体通过含有合金(5)的5-
15纳米厚的氧化壳喷射,并在熔化过程中破裂。
与传统TEM成像相比,零损耗滤波提高了粒子结构的对比度和分辨率,因为非弹性散射电子造成的模糊和色差被消除了(Reimer和Kohl, 2008)。然而,粒子内部结构细节在零损耗(弹性电子)图像中显示(见上图;由于其厚度为223 nm, 0±5 eV)几乎不可见。 这些现象严重依赖于沉积材料的热和物理性能,以及工艺参数,包括激光功率和强度剖面、粉末流率、速度和轨迹,以及扫描几何形状和激光通过的频率。因此,许多正在进行的研究旨在建立对控制DED的潜在机制的基本理解,以适当地对随之而来的微观组织、残余应力和缺陷进行自适应控制,最终目标是优化材料性能和性能。 机上粒子加热 注入的粉末颗粒从喷嘴中出现,并与激光束相互作用。根据工艺条件和局部功率密度,粉末在减弱激光束的同时吸收热能。因此,粉末颗粒在向基体表面移动的过程中会被加热并可能熔化,这取决于存在的热场和动量场。图4a显示了粉末颗粒与激光束相互作用的热图像的一个例子。图4b所示的几何关系显示了粒子到达熔体时,轨迹和入射角对温度的影响。粉末颗粒向熔池移动时所吸收的热能取决于颗粒的密度和相关的热物理性质,以及颗粒的形态和尺寸分布;在激光束中的停留时间和气体速度也影响了热传递。 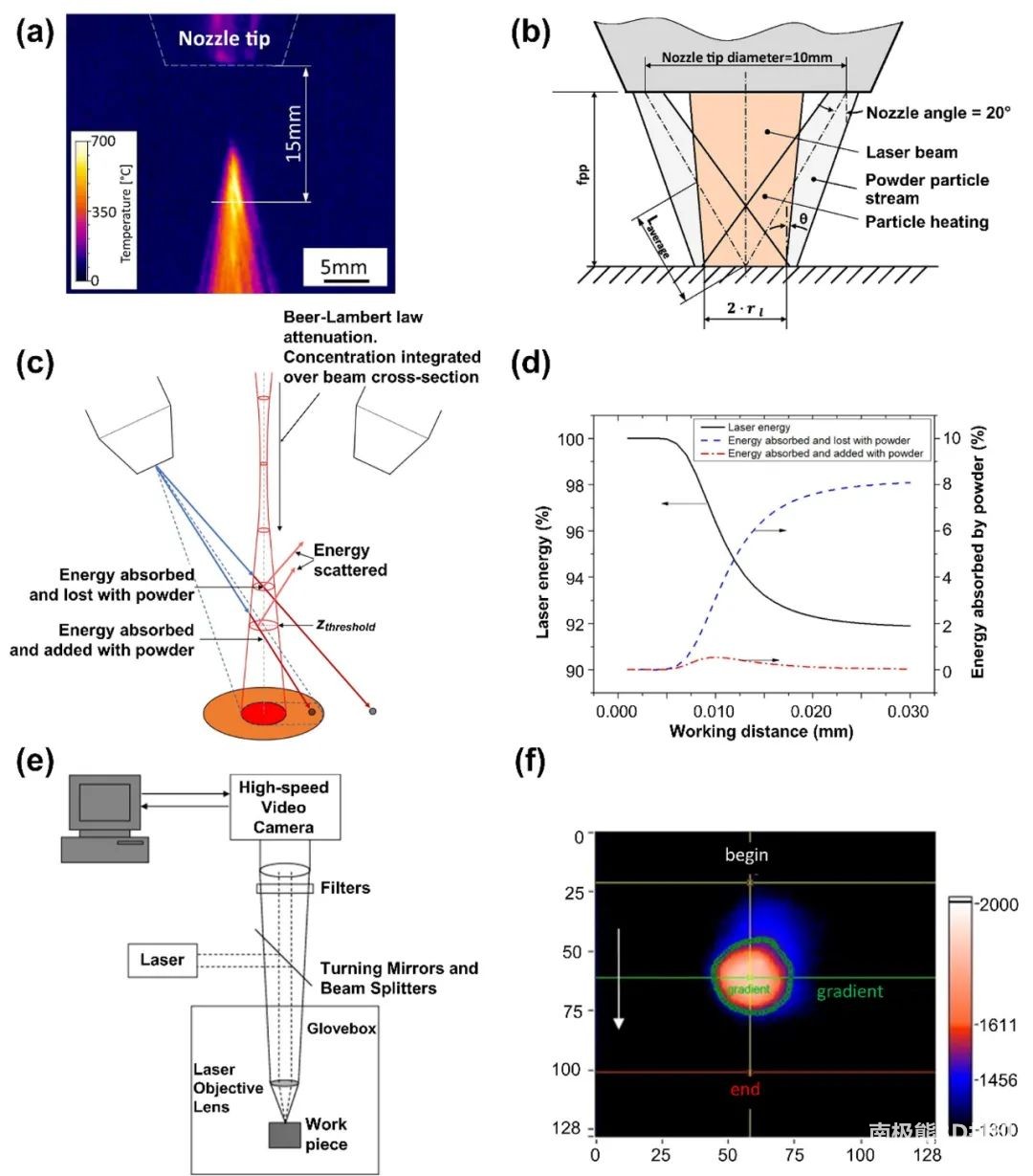
图4 (a)
1000 W激光功率下,被加热的粉末颗粒在喷嘴出口处的热图像,(b)几何关系。(c和d)根据Beer-Lambert定律和粉末喷雾模式,激光在飞行过程中被粉末吸收和散射,能量分配。(e)实验装置显示了位于DED系统上方的热测量系统,以及(f)当第5层沉积时,从顶部看的WC-Co样品的热图像。
在相关的研究中,详细地研究了316L SS粉末和Nd:YAG激光器的能量分配情况。数值和实验结果表明,衬底吸收了30%的激光功率,反射了大约54%的激光功率;粉末的吸收率为11%,分散粉末的损失率为4%,沉积粉末的吸收率仅为1%。类似的结果在另一项关于粉末轨迹和停留时间在激光光束的影响的研究中被报道。 
(a)计算出生长200 mm红外锗晶体的温度分布。(b)同一晶体中的von Mises应力不变量。
上图模拟了用于光学应用的200 mm晶体生长过程中的温度和应力分布。虽然温度分布看起来很均匀,但热弹性应力分布却呈现出截然不同的情况,在靠近固体/熔体界面的晶体边缘处,应力集中程度较高。很明显,当超过一个临界应力水平时,这将是位错形核的有利位置。 激光沉积过程中激光能量的分配也与工作距离(WD)密切相关,工作距离定义为喷嘴平面到沉积材料表面的距离。在沉积过程中,WD收敛到一个平衡值,受到热能积累的严重影响,最初在粉末质量中,最终在沉积材料中。吸收的能量转移到熔池的粉粉沉积或消散到环境室如果粉,从熔池转移,如图4中所示c, d。正确理解和最终控制d的热环境,有必要充分了解LB-P-MP的潜在相互作用。 然而,考虑到熔池的体积小、热梯度大以及固液界面的快速移动,这仍然是一个艰巨的挑战。例如,当原料粉末在冲击到熔体熔池之前经历高温时,冲击过程中的局部变形及其相应的温度变化和微观结构会根据熔体熔池中的局部位置而有所不同。高速摄影和热成像,以及数值模拟,是重要的工具,可以用来描述衰减效应,粒子对激光束,粒子熔化,和粒子池相互作用行为在DED过程中,而高速热成像提供了与熔池附近的热行为(即热梯度和冷却速率)相关的详细信息。 熔池的热行为 激光束冲击在沉积材料的表面,导致一个聚焦和快速移动的熔池在DED期间。为了更好地理解微结构演化的机理,不仅需要了解激光与熔池的相互作用,还需要了解熔池中存在的时空热场。监测沉积过程中的热基特征(如熔池温度梯度和冷却速度),可以预测显微组织演化特征(如枝晶臂间距和晶粒形态)、机械性能(抗拉强度和耐磨性)和缺陷形成(如:孔隙和裂缝)。因此,非接触式热成像,如可见和近红外(IR)辐射测温法,可用于确定熔池的热特性和相关的冷却速率。 在一项相关研究中,利用单波长高速数字电荷耦合器件(CCD)摄像机测量了316L SS在DED沉积过程中获得的热图像。利用650 nm宽带通滤光片和远摄镜头对沉积路径进行成像。316L不锈钢凝固界面温度为1650 K,激光功率达到275 W时熔池尺寸增大。这些结果表明,激光扫描的冷却速率为~ 103 K/s,在最低功率和最高扫描速度下可以获得最高的冷却速率。另一个实验研究涉及高速数字CCD摄像机的顶部视图的熔化池也被报道了。这些研究中的相机是静止的,并且与激光具有相同的焦点。 
包括双模滤波器的平面传输带通滤波器的几种常用结构
平面带通滤波器最常用的配置是直接耦合、平行耦合、数字间耦合、梳状线、发夹线、双模环形和方片谐振器,其中一些如上图所示。直接耦合谐振滤波器的长度过大,可以通过使用平行耦合的几何结构来减少。并行耦合可以更强,以实现更大的带宽。数字间组合和发夹线具有侧对侧腔间耦合方案,如果抑制杂散响应,滤波器可以变得紧凑。此外,它们是窄频带设计的良好候选。该双模环形谐振器和方片谐振器可以同时诱导出空间上正交的两个谐振模式,并由两条正交排列的输入输出线激发。这两种模态之间的耦合是通过一个拓扑扰动来实现的,该扰动发生在对称轴上,相对于输入和输出线。 因此,通过这种方式,相机始终处于对焦状态,并且可以在不考虑x、y和z位置的情况下成像熔池。采用原位高速热成像技术(如图4e和f所示),结合有限元分析(FEA),研究了WC-Co陶瓷在DED过程中的热行为,为研究影响微观组织演化的因素提供了基础。该图像以颜色显示,以开氏度表示温度,而x轴和y轴上的值显示像素的图像大小。白色箭头表示激光束的横向方向。原位高速热成像可用于量化熔池附近区域的热梯度和冷却速率,而三维有限元则可覆盖整个熔池沉积区域。在不反弹的粒子通过激光束的情况下,存在一个阈值z-高度,低于这个阈值粒子将浸入熔池中,高于这个阈值粒子将完全错过熔池。 另一种热成像系统,即双波长高温计,因其利用了两种不同波长的辐射相对强度的比值而受到了研究DED过程的关注。这种方法的一个优点是,它独立于绝对发射率值,从而提供了更精确的温度测量,据报道误差范围在±6 °C之间。用成像高温计在1500 ~ 2500 K的动态范围内对316L不锈钢的热行为进行了研究。熔池的热梯度和冷却速率和周围地区来自温度剖面,显示的温度梯度池的中心是102年~ 103 K /毫米,这102年的冷却速率是~ 104 K / s d处理区。热成像方法的一个局限性是不能获得沉积构件的整个热历史,特别是固化材料的温度变化。 颗粒融化池交互 现场监测可以提供工艺参数对粉末流动影响的关键信息,包括激光-熔体池相互作用、激光-颗粒相互作用、熔体池动机械和孔隙形成。使用高速摄影机进行了一项研究,以测量飞行中粒子之间以及与熔池之间的相互作用,为分析和理解颗粒熔化和颗粒池相互作用的DED过程提供了有用的信息。图5显示了粉末颗粒移动和撞击熔池时的一些显著细节。结果显示,单个粉末到达熔体表面,导致波纹的形成。 
图5 粉末流(a)从喷嘴前端到基板,(b)从一个喷嘴捕捉粒子速度,(c)低速视频(10 kHz)提供(d) 100万个粒子数据集,以识别喷雾的空间浓度,(e)在单道沉积过程中飞行,(f)各自的粒子轨迹跟踪,和(g)中绘制的速度分量。
这些颗粒在表面停留了~ 0 ~ 600 μs,然后被吸收到熔体中。在某些情况下,粒子在与已经存在于表面的粒子相互作用后从表面反弹。为了提供粒子速度分布的统计信息,我们从高速图像中追踪粉末轨迹(图5f)。此外,本研究还制定并实施了三相(气、液、固)计算流体动机械(CFD)模型,以确定控制颗粒碰撞、熔体池动机械和润湿性的机制。然后将计算流体动机械模型结果与316L SS中单个颗粒的实验结果进行比较。总之,本研究有助于建立材料热物理性质、停留时间、粒度和温度、冲击速度、熔池条件和表面张力在DED过程中的影响。 Cunningham等人在最近的一项基础研究中,使用Ti-6Al-4V基板测量了单轨激光与材料的相互作用。利用原位成像(图6a)可以看出,气相抑制和锁孔形成的演化依赖于输入的激光能量。研究发现,较低的激光功率和相应的输入能量会降低激光的有效钻速,从而减少锁孔发生的次数。 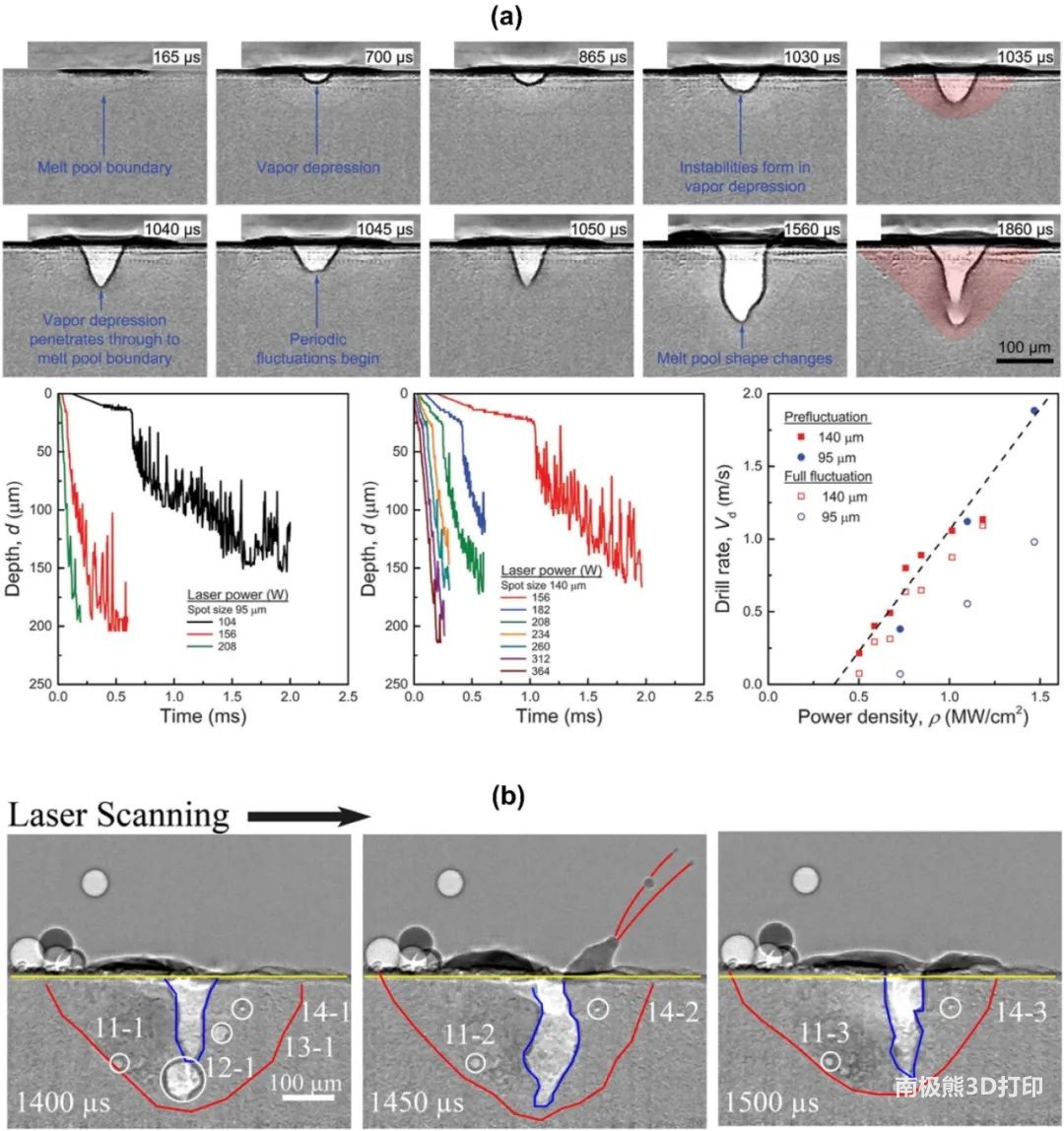
图6 (a)在Ti-6Al-4V构建板上进行的单轨激光实验(固定激光)显示了固体材料在0-1.7 ms时间范围内熔体池的演化和相应的蒸气压“锁孔”。(b)激光功率为250 W,扫描速度为100 mm/s的DED模拟实验中,腔体、熔池、孔隙率和溅射的演化。
在另一项研究中,使用高速x射线成像来表征粉末流动和激光与熔池的相互作用。采用专门设计的DED仪对Ti-6Al-4V粉末的沉积过程进行了成像。研究结果为激光-熔池相互作用对孔隙形成的影响提供了新的见解。图6b提供了气孔的形成和小孔孔的演化的有趣细节。图中还显示,熔池底部附近的空腔坍塌导致粒子从表面喷射(即,这被描述为溅射)。一般情况下,溅射是由于蒸汽-等离子体羽流引起的较大压力梯度或反冲压力的存在,有助于在DED过程中稳定熔池,可能导致表面缺陷的形成或表面粗糙度的增加。 (责任编辑:admin) |