使用PEEK进行FDM 3D打印可用于小型医疗植入物
时间:2020-02-22 16:40 来源:中国3D打印网 作者:中国3D打印网 点击:次
| 中国3D打印网2月22日讯,德国研究人员专注于医疗领域的3D打印材料,并在最近发表的“影响基于PEEK的微型医疗设备增材制造成果的参数”中概述了他们的发现。随着热塑性塑料在各种应用中的持续流行,PEEK在许多寻求高性能材料的用户中名列前茅。作为聚芳醚酮(PAEK)的成员,PEEK还由耐高温和耐化学性的分子组成。PEEK适用于整形外科,颅骨状况,带有抗菌剂的器械等医疗植入物,仍然可以通过传统方式生产,例如注塑,机械加工等。然而,现在,增材制造工艺在生物医学领域具有更大的潜力。 PEEK的增材制造工艺可制造出更复杂的几何形状,这意味着科学家们可以为生物印刷创造可行的支架,以及具有生物相容性的植入物。如今,由于可访问性和价格合理,FDM 3D打印最常用于PEEK等材料。在这项研究中,作者专注于小型PEEK植入物的最佳参数,它们来自于他们自己的研究以及其他科学家的研究。 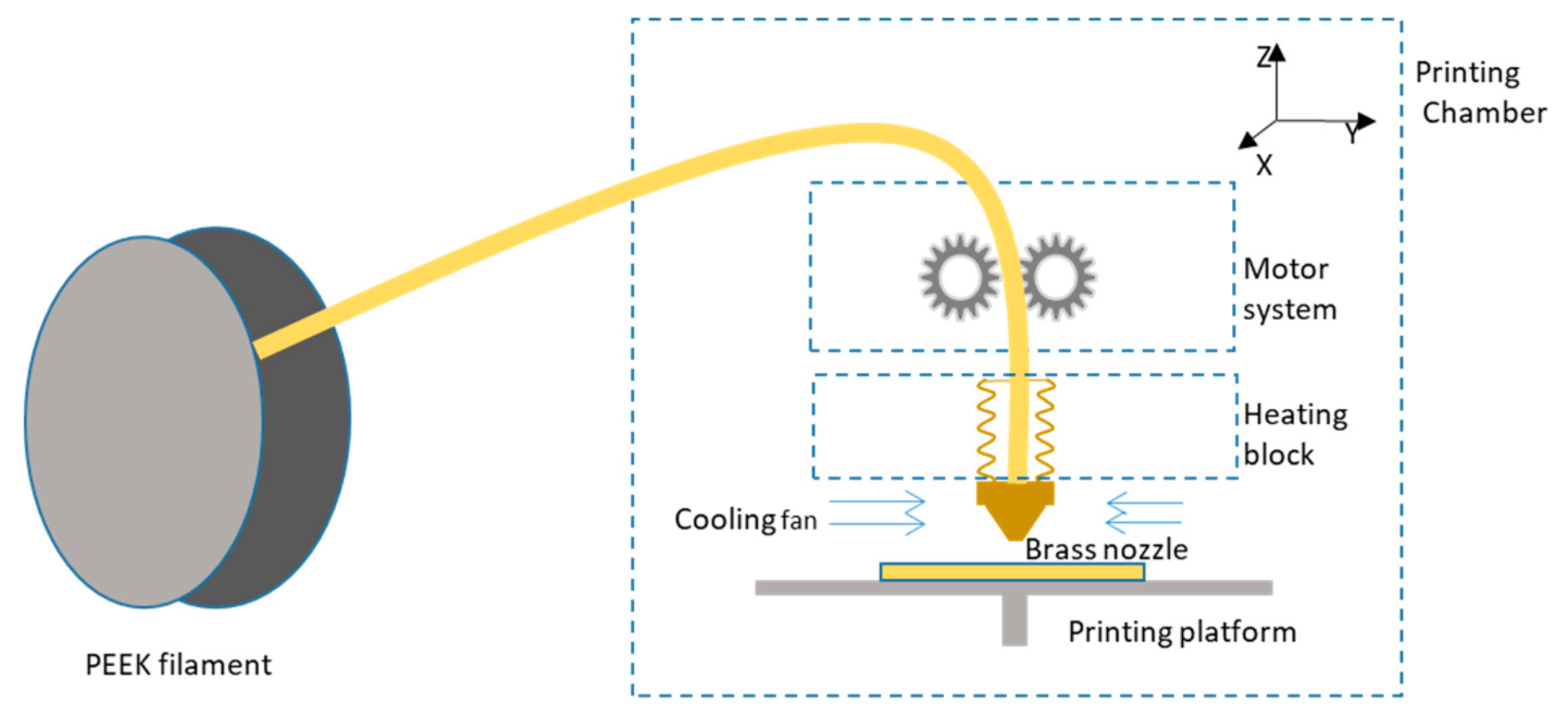 熔融沉积建模(FDM)3D聚醚醚酮(PEEK)打印机的示意图。 十二篇文章对十二位不同研究科学家的工作进行了回顾。  对由FDM制成的小型PEEK零件有影响的参数示意图[27]。 其他研究将影响PEEK力学性能的关键因素描述为: .温度 .光栅角 .层厚 .填充率 .打印速度 不可否认,3D打印成功的最大途径之一就是了解参数和属性。必须考虑粘度,作者检查了以前的一些工作,即较高的温度和“较慢的进给速度”有助于在PEEK 3D打印中获得更好的结果。温度也起着重要作用,对过程提供“明显的影响”。“已经研究了喷嘴温度在340°C至480°C的范围内,在喷嘴温度为350°C时发现,PEEK样品的翘曲变形最小。确定喷嘴温度在400-430°C为适用范围。”研究人员说。“低于400°C的喷嘴温度会导致最终产品的喷嘴堵塞或分层,而高于430°C则会导致细丝严重变形或材料降解。 他们设计了一个新的加热器控制喷嘴模块,以提高打印区域的温度均匀性。”  DC4430 PEEK处理中的3D打印机快照。 (a)残留材料粘附在喷嘴上。 (b)样品的结构缺陷。 减小喷嘴直径也可能会起到成功的作用,因为可以保持“精确控制”,从而实现更好的零件精度。打印速度始终是一个重要参数,并且必须与挤出速度相匹配,以避免喷嘴出现粘连或堵塞等问题:“研究人员研究了挤出和印刷速度对挤出的PEEK细丝的微观结构和尺寸的影响。他们以0.4、0.5和0.6 mm的喷嘴直径以及0.1至120 mm / min的打印速度进行了实验。他们得出结论,在PEEK的FDM过程中,熔体压力直接影响长丝的表面形态和挤出直径,较高的熔体压力有利于减少挤出长丝的表面缺陷。他们的实验中,打印速度为50 mm / s。他们以40 mm / s的打印速度进行打印。当印刷速度为60 mm / s时,PEEK样品获得了最佳的拉伸性能。根据上面的结果,我们可以假设使用0.4毫米直径喷嘴打印PEEK的合理速度值应在40-80毫米/秒的范围内。”  用Apium HPP155生产的放大的牙科植入物的CT((a)是印刷的植入物,(b–d)是样品的微型CT)。 在他们自己的研究实验中,研究小组使用PEEK制作了具有内部和外部结构的样本牙科植入物。他们使用了Orion和Apium的3D打印机。在使用Apium HPP155打印机打印放大的牙科植入物(几乎是实际模型的三倍)时,研究团队依赖于自己的知识以及所审阅的其他文章中的知识。他们发现植入物由于内部和外部螺丝深度较差以及孔隙率水平而无法接受。为了获得更好的成功,该团队与Orion一起进行印刷。尽管最初的样本有些歪曲,但他们在那里取得了更好的结果。向前迈进,他们在打印0.15毫米喷嘴并打印×1.2规模的植入物时确实取得了更大的成功。该样品的可重复性和表面质量均“合格”。
研究人员说:“在打印×1.2规模的植入物时,我们用0.15毫米喷嘴获得了最好的样品,这在再现性和表面质量上都是可以接受的。”
中国3D打印网原创文章! |
