35�˵ġ����ء�֧��7693N�ij�����������3D��ӡ��������ư���
ʱ��:2019-10-18 10:14 ��Դ:3D��ѧ�� ����:�й�3D��ӡ�� ���:��
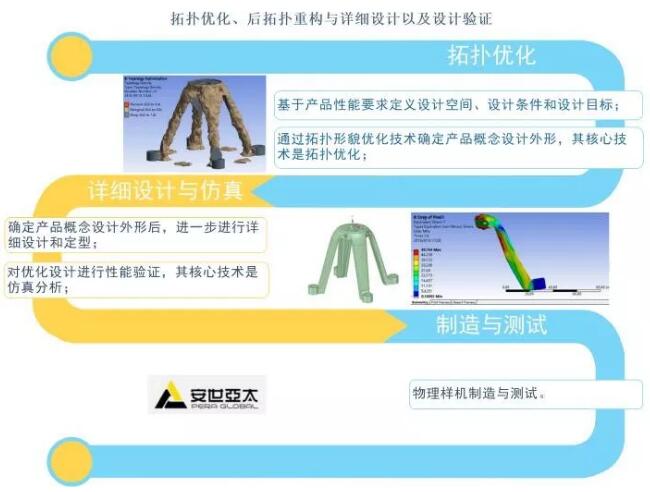
�����������ʵ�ִ�ͳ�����ֶ����������ƣ����縴���������ṹ������ṹ��������ںϽṹһ�廯����ȡ��������첻���ǹ��յĸ�����������������Ƶĸ�����������ȫ�µ���ƿ����ԣ�ʹ�øı���������Ϊ��Ȼ�����ھ۽������е������������������������������ͽ���������������İ���������������̺��������Ż����������ع�����ϸ����Լ������֤��������Ƶ�������Ҫ���֡� ���Ľ������е��������������������Ƚ��������ͽ������Ӧ�õ�ij�ṹ����У�ͨ�������Ż�������ơ�������ģ���ع������ݷ�������ģ�ͽ��е�������ϸ��ƣ�������Ƶķ�����֤�Լ����������Ĵ�ӡ�������һ���������̣�����˾��нϸ�����������ѽṹ��ơ�ֵ��һ����ǣ�ͨ��������֤��õļ���������ʵ��ļ������������ֻ��2.5%�� �������������������� ��������˼ά�������һ����Ƶĸ���������ȫ������Ƽ��������������������졢�ɲ�Ʒ������������ơ��ڸ���������У���������Ǻ���˼�룬�����Ż��Ǻ��ļ��������������Ϊ��
��Դ��3D��ѧ�� ���Ľ�������������������Ƚ�������̾���Ӧ�õ�ij�ṹ����С�
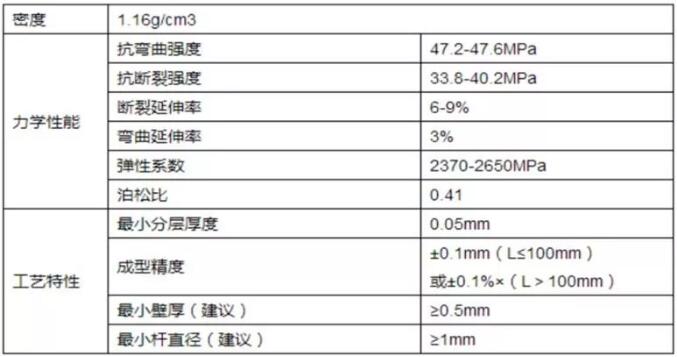
��Ȼ��������Ǿ������ϵġ�����ʿ�������ܾ���300�����Լ������塣��3D��ӡ��������ƵĽ�ϣ������ͷų���С���������������IJ�Ʒ���¿ռ䡣���ľ۽�����ɢ���ӽṹ����ƣ������غ������ڽṹ���ģ���ͨ����ɢ���ӽṹ���ݵ����ṹ��ɼ����غɵ���ɢ��ͨ���Ż���ɢ���ӽṹ�����Ը���Ч�Ľ������غ���ɢ�����ṹ�����Ż�Ŀ���ǽṹ���ܵļ������غ������ṹԼ��Ϊ��������������30ml�����ӡ����Ϊ������֬���䲿����������ѧ�������������1��ʾ��
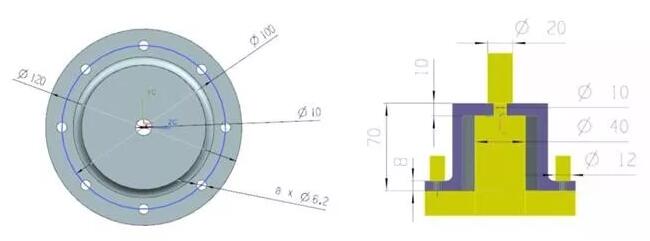
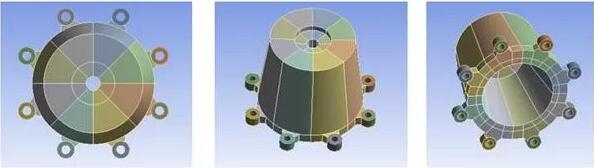
��1. ������֬�IJ�����������ѧ���������� ��ʼ�ṹģ�ͼ���Ӧ�ṹ������ͼ1��ʾ���ṹ����ڴ˳�ʼģ���Ͻ��С�
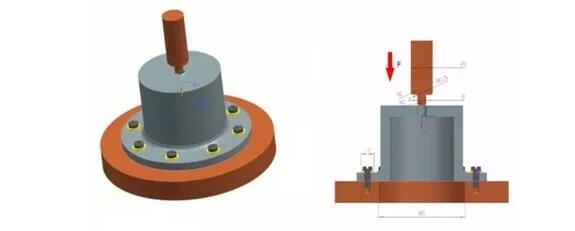
ͼ1. ��ʼ�ṹʾ��ͼ����Դ��������̫ ���ӽṹ���Ϸ���10ͨ�״�Ϊ�����㣬ʩ�����µļ����غɣ��·�������8����6.2ͨ�״�Ϊ��˨�̶������������������£��Լ�ͨ����˨�̶����·���װ�ϣ��Ϸ�ͨ����ͷ���������ƶ���ʩ���غɣ�ֱ���ṹ�ƻ������ع�װʾ��ͼ��ͼ2��ʾ��
ͼ2. ���ع�װʾ��ͼ����Դ��������̫
���ڲ�Ʒ����Ҫ������ƿռ䡢������������Ŀ�����£�
���ȶԳ�ʼ�ṹ������Ҫ����������Ż��������Ż�������֪����ƿռ䡢���������Լ����Լ���������ǹ���Լ����ͨ�������������ѵĴ���·����ͨ���Ż���Ԫ�ܶ�ȷ�������ڳ��IJ��ϡ������Ż������˴�ͳ�Ĺ��������ľ������ģʽ��ʵ������������������ʽ��ƣ���Ϊ�������������ģʽ�� ��Ա��νṹ��ƣ������Ż���ʵ���ֶ��ǣ� ��1����SpaceClaim��Գ�ʼģ�ͽ��д���������ʼģ�ͷ�Ϊ8��������ͼ3��ʾ��
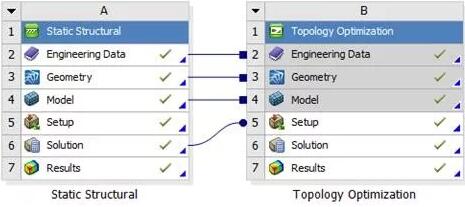
ͼ3. �����Ż���ʼ�ṹ����Դ��������̫ ��2����ANSYS Workbench�ﴴ�������Ż����̣���Static Structural + Topology Optimization����ͼ4��ʾ��
ͼ4. �����Ż����̡���Դ��������̫ (���α༭��admin) |