SLM�����������Ͻ���ºϽ�����ĥ��������о�
ʱ��:2024-06-14 09:09 ��Դ:�ϼ��� ����:admin ���:��
| ���ߣ��� ��1, ����1, ���2 , ���2, �Ž���2, �Ž�ѫ1 (1.����������������о�Ժ����˾, ���� ���� 710065; 2.�����������쳧����˾, ���� 100094) �Լ���ѡ���ۻ�(SLM)����Ϊ�����Ľ����������켼��������еġ���ĩճ�����͡���ЧӦ���ȣ�ʹ����Ʒ�ı���ʮ�ֲִڣ���������ʹ��Ҫ��Ϊ���SLM�����ֲ��ڿױ���ľ��ӹ����⣬���о�����ĥ�����⼼����SLM�Ʊ���AlSi10Mg��GH4169�����ڱ�������⣬���о���ĥ�������ն������ڿױ���ֲڶȺͳߴ羫�ȵ�Ӱ�졣�����������ĥ����������SLM�����������Ͻ���ºϽ���ڿױ����������õ���Ч���ƣ������ڿױ���Ĵֲڶ��½�������50%���ϣ������ڿױ���ɾ������︽�ţ������ߴ羫�ȱ��ֽϸ�ˮƽ����ˣ�ĥ����������SLM�������������ṹ�����һ����Ч���⼼���� 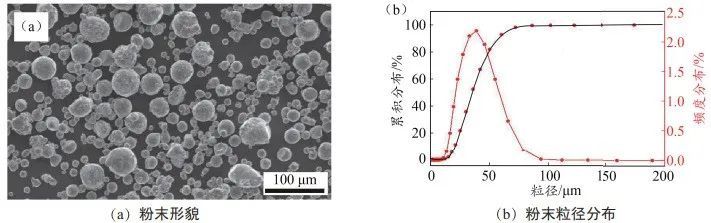
ͼ1 AlSi10Mg��ĩ��ò�������ֲ�
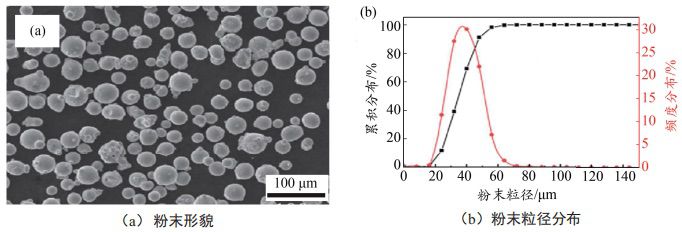
ͼ2 GH4169�Ͻ��ĩ��ò�������ֲ�
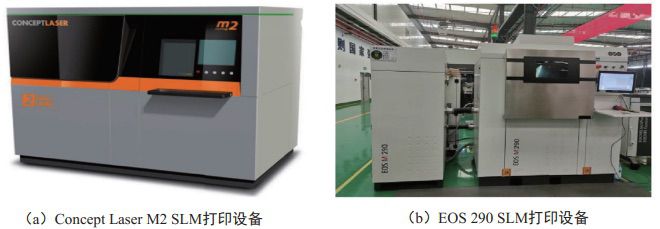
ͼ3 SLM ��ӡ�豸
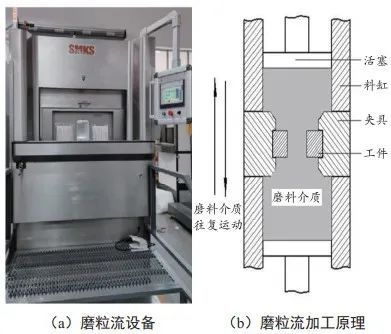
ͼ4 ����ĥ���������ԭ��ͼ
ͼ5 ����ģ��

��3 ����ĥ������ղ���

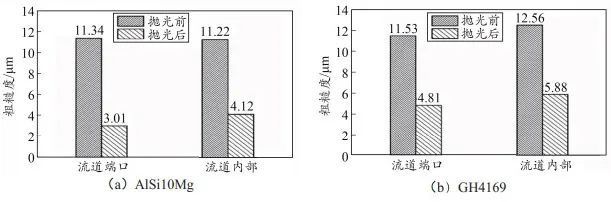
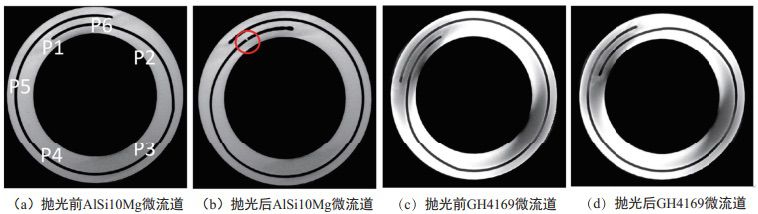
ͼ6 AlSi10Mg��GH4169��������ͼ
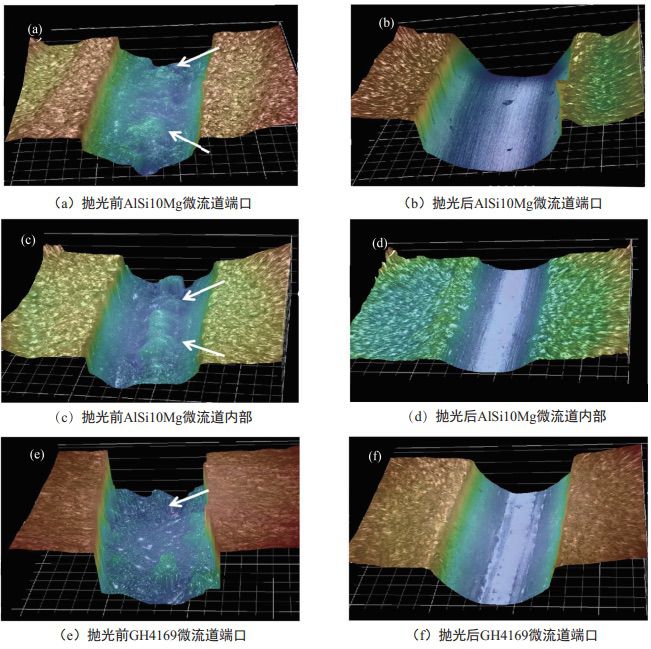
ͼ7 �����ij�������ά��òͼ
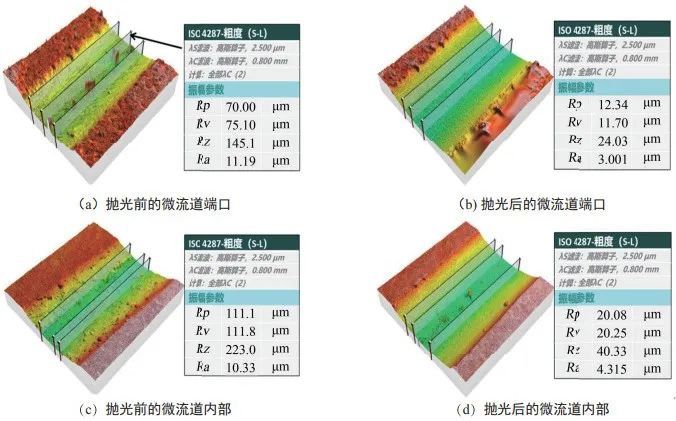
ͼ8 AlSi10Mg�������۽��ֲڶȼ��
ͼ9 ������ͬλ��ĥ�����ӹ�ǰ��Ĵֲڶ�
ͼ10 ������CTɨ��ͼ
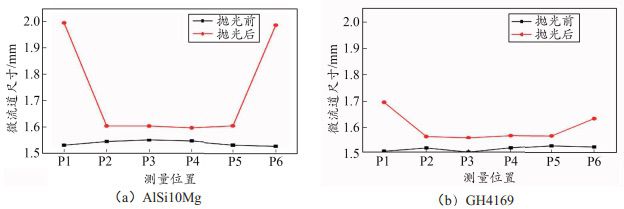
ͼ11 ĥ��������ǰ�������ߴ�Ա�
���� ���о���Ҫ��ĥ�������⼼����SLM�����ڱ���Ē�������������̽��������ĥ�����⼼���������ڱ���ֲڶȼ��ڿ׳ߴ羫�ȵ�Ӱ��������о���SLM�����ڿĴֲڶ���Ҫ���ɡ�̨��ЧӦ���������ĩ�ѻ����µģ���ĥ�����ӹ�������������õ����ơ� ��1��ĥ�������AlSi10Mg��GH4169�������ڿױ���ֲڶ��½����ȳ���50%����������AlSi10Mg�����ڿױ���ֲڶȽ���4.12 ��m������GH4169�����ڿױ���ֲڶ���6.00 ��m���¡� ��2��ĥ�������������ڿױ���ɾ��������︽�š� ��3��ĥ�������������ߴ羫���Ա�����Խϸ�ˮƽ��AlSi10Mg�����ڲ���ƽ�������Ϊ60 ��m��GH4169��ƽ�������Ϊ47 ��m�� ��4��ĥ������һ����Ч��SLM�����ṹ����⼼���� �������ø�ʽ ���, ����, ���, ��. SLM�����������Ͻ���ºϽ�����ĥ��������о�[J]. ���Ͽ�����Ӧ��, 2024, 39(2): 1-8+16. LI H, LI W N, QI J F, et al. Study on abrasive flow polishing process of aluminum alloy and high-temperature alloy microchannels by SLM additive manufacturing[J]. Development and Application of Materials, 2024, 39(2): 1-8+16. (���α༭��admin) |
- ��һƪ��Ronawk �� B9Creations ��������3D�����ӡˮ�������ƶ���һ�������Ʒ�����
- ��һƪ���ϻ���ѧ���������Ķ���������3D���Ƶ��������������ȱ�ݼ���붨��������