增材制造钛基金字塔点阵结构对镁/钛双金属复合材料界面强化的优化
时间:2024-06-04 09:14 来源:中国有色金属学报 作者:admin 点击:次
| 镁合金具有轻质高强、高阻尼性和电磁屏蔽性能好等优点,但高温性能不足、耐蚀性差及绝对强度低限制了应用范围。与之相比,钛合金具有更高的绝对强度、优异的耐腐蚀性能和高温性能等优点,实现镁/钛合金的可靠复合能够在最大程度上保留各自性能特点的同时克服单一材料性能上的不足。然而,镁合金和钛合金的连接受制于Mg和Ti的弱反应、低互溶及较大的物理化学性能差异。液-固复合铸造能够低成本地生产具有复杂轮廓和内部结构的复合铸件,目前,通过复合铸造制备镁/钛双金属的界面形态仅以简单的近平面连接为主,界面结合强度还有待进一步提高。固相金属的表面处理是界面强化的常用手段,本文在界面处采用选区激光熔融制备的钛基金字塔型点阵结构,实现对镁/钛双金属界面结合的强化。结合有限元分析和复合铸造实验,在杆径范围为2
mm内优化了点阵结构参数,重点分析了点阵结构的长径比对镁/钛双金属界面结合强度的影响规律,为镁/钛双金属的复合铸造界面强化新方法建立理论基础。 本研究在界面处采用增材制造点阵结构强化了镁/钛双金属液-固复合铸造的界面结合,优化了点阵结构参数,揭示了点阵结构参数对镁/钛双金属界面结合的影响次序,阐明了最显著因素-长径比对界面结合强度的影响规律。 图1(a)为不同长径比下,Mg/Ti双金属的结合强度,可见随着长径比的增加,双金属结合强度先增加后减小。通过对单胞模型中增强体Ti点阵的相对体积分数(图片,vol%)的计算,双金属结合强度随着图片(vol%)的增加,先增加后减小,与复合材料混合定律计算结果得到的规律不一致。图1(b)为不同长径比下,Mg/Ti双金属的失效形式,可见随着长径比的增加,双金属失效形式从Mg破坏转变为Ti杆断裂。Mg的破坏形式主要为被Ti“割裂”成两部分,Ti杆的断裂形式主要为下节点根部处的剪切破坏。结合失效形式可知,图1(a)中失效强度转折的原因在于失效形式的变化。 
图1 (a) 长径比l/ds对双金属失效强度的影响和 (b) 长径比l/ds对双金属失效形式的影响
以长径比为3的点阵结构为例,分析Mg/Ti双金属的拉伸变形过程。根据Ti和Mg的属性差异,可以将双金属的变形过程大致分为4个阶段,如图2所示。在变形伊始阶段,在极小的拉伸位移内(u1=0.027 mm),Ti和Mg首先都发生弹性变形,此时拉伸响应曲线呈线性增加,对应的应力云图如图2(b)u1所示,可见界面未分离,杆的根部出现了应力集中现象。由于Mg的弹性模量和屈服强度远小于Ti,随着拉伸过程的进行,当位移大于u1后,Ti和Mg之间的相互作用导致接触压力会逐渐增大,杆下方的Mg基体的Mises应力在88~120 MPa之间,超过Mg屈服应力(89 MPa)的部分率先发生塑性变形,此时便是混合变形的第Ⅱ阶段。随着拉伸的进一步进行,当位移大于0.113 mm后,如图2(b)u2所示,Ti杆根部,与Mg接触的杆上表面和上节点的底部,Mises应力约为970~1100 MPa之间,局部超过Ti的屈服应力(940 MPa),但始终小于其强度极限,即进入由应变强化主导的第Ⅲ变形阶段。随着拉伸变形过程的继续进行,与杆接触的大部分Mg发生塑性变形,在拉伸位移u3=0.301 mm时承载能力达到极限,响应曲线出现峰值,应力云图如图2(b)u3所示,此时界面已完全分离。Mg开始软化。继续拉伸,便进入渐进损伤阶段,响应曲线开始下降,当位移为0.347 mm时,如图2(b)u4所示,Mg被钛完全“割裂”成两部分。 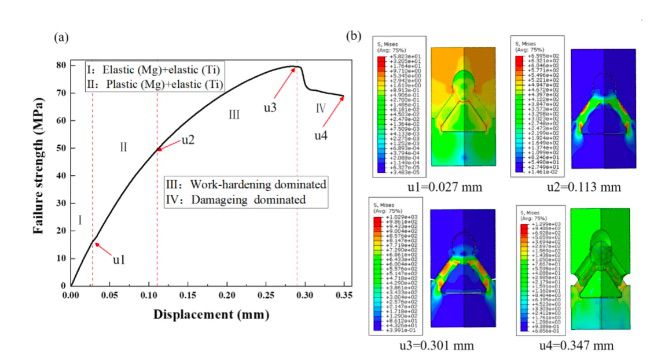
图2 (a)失效过程的四个阶段在拉伸曲线上的反应;(b)四个变形阶段对应的应力云图
根据双金属的变形过程可建立简化力学分析模型。图3 为Mg/Ti双金属拉伸时的简化力学分析模型,拉伸过程中,Ti点阵结构底部固定,Mg垂直向上移动,根据点阵结构的几何特点以及图2中变形过程的应力分布云图可知,杆单元与下节点连接处的截面为危险截面。点阵结构具有空间对称性,以单根杆为研究对象,如图3(b)所示,可建立危险截面的力学方程进行定性分析。在拉伸变形过程中由于双金属在界面处的应力传递较为复杂,为简化杆的受力分析,将双金属相互作用产生的所有力转化为一个合力Fz,假设Fz作用于上节点的球心O点使得杆发生向上的位移u,由于下节点与基板为刚性连接,故可把杆当作悬臂梁,其主要发生由剪力FS、弯矩M导致的弯曲变形和轴力FN导致的拉伸变形,根据圆杆的变形公式可得到危险截面的应力公式,如式(1)所示。当倾斜角不变时,长径比增加意味着杆径减小,由公式(1)可知截面应力与杆径成反比,因此,当长径比增加(杆径减小)至一定值时,杆必然断裂,导致点阵结构的承载能力降低,进而使得双金属的结合强度降低。 
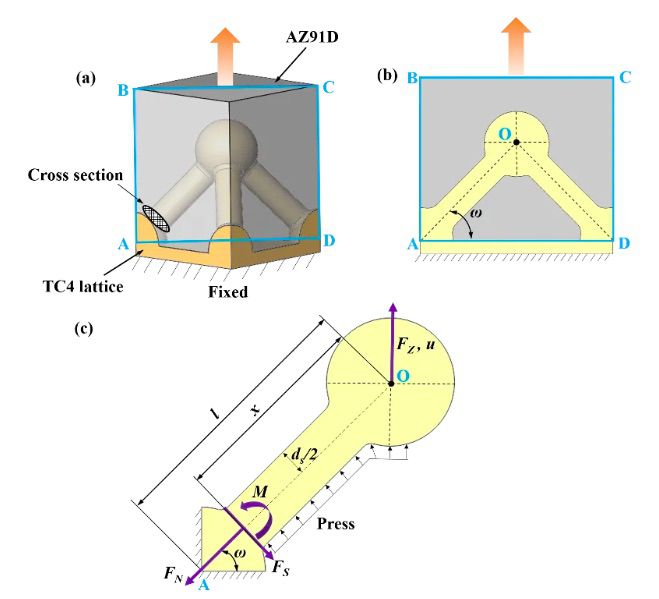
图3 Mg/Ti双金属单胞模型与杆受力简化分析示意图:(a)Mg/Ti双金属三维单胞模型;(b)ABCD截面的二维示意图;(c)单根杆的受力分析示意图
使用选区激光熔融技术(SLM)制备长径比为2、3、5的TC4点阵结构,如图4(a)-(c)所示,然后使用超声振动辅助铸造与AZ91D进行复合,浇注温度为730 ℃。图4(d)-(f)为不同长径比下Mg/Ti双金属的截面示意图,并未发现明显的孔洞,可见采用超声辅助铸造的方法使得AZ91D与TC4嵌合良好。 
图4 (a)-(c)SLM制备的不同长径比的点阵结构;(d)-(f)不同长径比下Mg/Ti双金属的截面示意图;
图5为不同长径比下双金属的拉伸实验结果,图5(a)为载荷-位移曲线,图5(b)为双金属的失效强度对比,可见实验结果得到的失效强度变化趋势与模拟结果得到的规律一致。当长径比为3时,实验得到的双金属失效强度为77.3 MPa,高于模拟得到的强度56 MPa。归因于模拟时,点阵结构表面为光滑表面,但实际上SLM制备的点阵结构表面由于未熔融颗粒的沉积,使得表面具有一定的粗糙度,增大了界面摩擦阻力,这对于界面结合强度的提高是有益的。 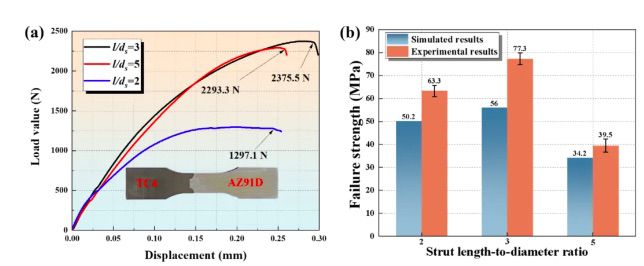
图5 双金属拉伸实验结果:(a)载荷-位移曲线;(b)失效强度对比
研究结论 (1)使用SLM制备点阵结构强化了Mg/Ti双金属的液-固复合铸造界面结合,最优点阵结构参数为杆径(ds)1 mm,长径比(l/ds)3,节点比(dn/ds)为2.5,最优点阵结构参数下Mg/Ti双金属的结合强度为77.3 MPa。 (2)点阵结构的长径比(l/ds)是影响界面结合的最显著因素,实验结果和有限元分析结果都表明,随着长径比(l/ds)的增加,双金属的结合强度先增加,后减小,当长径比(l/ds)为3时,界面结合强度达到最大。 (3)Mg/Ti双金属的失效形式主要为界面分离,Mg破坏和Ti杆断裂,随着长径比的增加,杆与节点处连接的应力集中会使得失效形式从Mg基体破坏转变为Ti杆断裂。 团队介绍 赵建华,教授、博士生导师。主要从事高性能铝、镁合金及其成形技术研究,先后承担国家自然科学基金面上项目、工信部智能制造新模式项目、宁夏自治区重点研发计划(重大项目)、重庆市科技攻关重大项目等科研项目50余项。在国内外专业期刊及会议公开发表学术论文近200篇,授权发明专利10余项。获得国家教育部及重庆市科技进步一等奖,中国汽车工业科技进步二等奖等奖项。 辜诚,副研究员,从事轻合金凝固过程集成计算材料工程相关领域,在多元合金凝固过程的多尺度耦合模拟、凝固微观组织的定量表征等方面进行了深入的研究。获批国家自然科学基金青年基金项目、中国博士后基金面上项目、重庆市工业设计强基计划等科研项目,发表高水平SCI期刊论文50余篇,授权发明专利2项。 吴远兵,博士研究生。研究方向为金属材料的表面及界面,以第一作者在《Transactions of Nonferrous Metals Society of China》、《Metals and Materials International》、《复合材料学报》等国内外期刊发表论文5篇。 (责任编辑:admin) |