综述:金属微滴喷射3D打印技术(2)
时间:2023-12-13 09:16 来源:沈航增材 作者:admin 点击:次
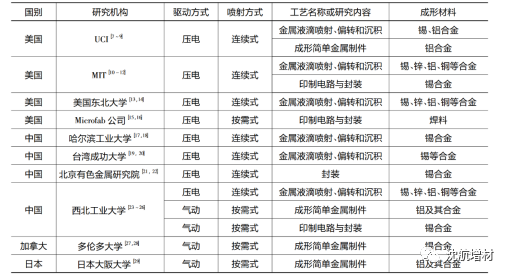
3. 金属微滴喷射3D打印主要材料 国内外对金属均匀液滴技术的研究材料主要为低熔点金属,如锡、锌、铝、铜等合金,如表1所示。
表1金属微滴喷射成形技主要材料
4.金属微滴喷射3D打印成形质量与工艺参数 影响微熔滴沉积成形件打印质量的主要有孔洞和裂纹两种缺陷,两者各自形貌特征和形成原因均与金属微熔滴沉积成形技术的工艺特点密切相关。 (1)孔洞缺陷 铝合金微熔滴沉积成形件内部孔洞缺陷主要是由于熔合不良而形成的间隙孔洞,此类孔洞缺陷形貌不规则且内壁粗糙,大多具有尖角特征,通常出现在同层或上下层熔滴相互搭接的区域。当扫描步距、喷射温度、基板预热温度等工艺参数选择不当时,内部的间隙孔洞就会大量形成,降低其致密度。 (a)扫描步距的影响 扫描步距是影响制件外观形貌和内部质量的重要因素之一。如图10和图11所示为不同扫描步距下微滴间可能产生的搭接现象。当扫描步距过大时,熔滴间无法有效搭接成型实体;当扫描步距过小时,熔滴间发生过度搭接而隆起。对不同扫描步距下成型的制件内部进行观察,当搭接率过大或者过小时,内部均会产生孔洞。 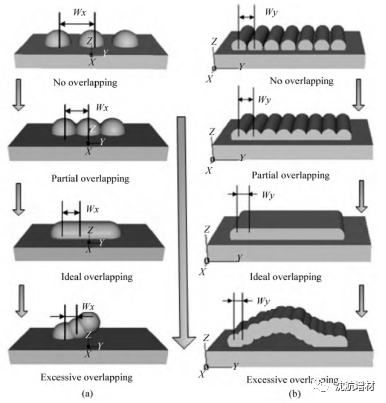
图11 扫描步距对沉积形貌影响示意图
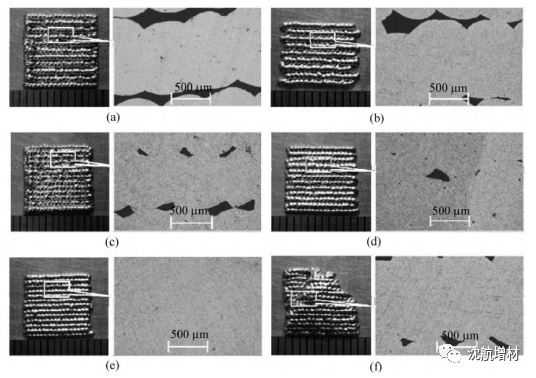
图11 不同扫描步距时沉积平面外观形貌及内部微观组织(a)1000μm;(b)850μm;(c)750μm;(d)700μm;(e)620μm;(f)600μm
(b)喷射温度和基板预热温度的影响 喷射温度是铝合金微熔滴沉积成形过程中最为重要的工艺参数之一,直接决定熔滴所携带的能量及其后续铺展凝固行为。在成形过程中,由于熔滴碰撞变形和铺展,同层或上下层的相邻铝熔滴相互搭接重叠,并在接触区域形成搭接间隙。当熔滴液相分数较小时,搭接间隙往往难以填充完全,从而形成间隙孔洞,而决定熔滴液相分数的主要参数即为喷射温度。加利福尼亚大学研究发现,基板的温度直接影响熔滴到达基板后的降温速率及其完全凝固后的平衡温度。在金属微熔滴沉积过程中,若基板温度较低,熔滴在较短时间内就会完全凝固,可供熔滴铺展以及填充搭接间隙的时间较短,同时熔滴完全凝固后的平衡温度较低,使得下一层沉积熔滴也将具有较高的凝固速率,因此在此条件下,即使其它工艺参数选择适当,沉积实体内部也将残留较多间隙孔洞。而对基板进行适当预热,给予熔滴充分铺展的时间,可有效抑制间隙孔洞的形成,从而提高成形件的致密度,如图12所示。 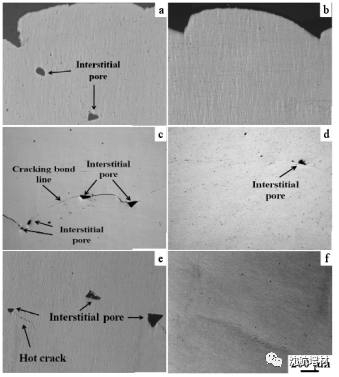
图12 不同工艺条件下铝合金微熔滴沉积成形件横截面
(2)裂纹缺陷 微熔滴沉积成形件内部的裂纹缺陷主要包括熔合线裂纹和细微热裂纹,如图13a所示。沿圆弧平缓延伸的裂纹即为熔合线裂纹,它是由熔合线开裂而形成的,尺寸较大,有时甚至可恶化成细长的宏观缝隙。而曲折而细微的裂纹则为热裂纹,图13b是13a中试样经过腐蚀后的局部放大图,从中可以看出,细微热裂纹形貌不规则,沿晶界延伸且常出现分枝。实验中发现,成形件内部裂纹缺陷的形成与延伸受残余热应力集中效应、熔滴重熔效果以及晶粒生长情况等多个因素的影响。 (a)热应力集中效应的影响 在成形过程中,高温铝熔滴的周期性沉积使得沉积实体不断受到局部热量输入和小范围冷凝行为的影响,再加上凝固过程中冷基板的约束效应,导致成形件内部残留大量的热应力。再者,成形件内部常见的间隙孔洞通常尺寸较大、多具有尖角特征且彼此距离较近,该类缺陷周围应力集中现象明显。上述因素共同作用,导致铝合金微熔滴沉积成形件内部间隙孔洞周围聚集大量热应力,从而促使裂纹缺陷在此区域内集中出现。适当提高喷射温度和基板预热温度可减少有效间隙孔洞缺陷,此外,对基板进行预热还可有效降低试样内部温度梯度,缓解或消除成形件内部热应力,因此适当调节喷射温度和基板预热温度是消除残余热应力集中效应影响、改善裂纹缺陷的重要措施。 (b)熔滴重熔效果的影响 在沉积过程中,后沉积熔滴携带的热量使已凝固的熔滴表面发生部分重熔,以实现彼此间的冶金结合,进而使整体成形件获得一定的力学强度。熔滴重熔效果主要决定于喷射温度和基板预热温度,当两参数选择不合理时,熔滴表面重熔深度较小甚至仅靠机械楔合作用保持连接,此时在熔滴的结合区域就会残留明显的熔合线,它在凝固收缩或热应力等的作用下就可能恶化为熔合线裂纹缺陷。由此可知,熔合线的存在是熔合线裂纹得以形成及不断延展的根本原因,通过调节喷射温度和基板预热温度等参数消除熔合线,可从根本上避免因熔合线开裂而形成的裂纹缺陷。 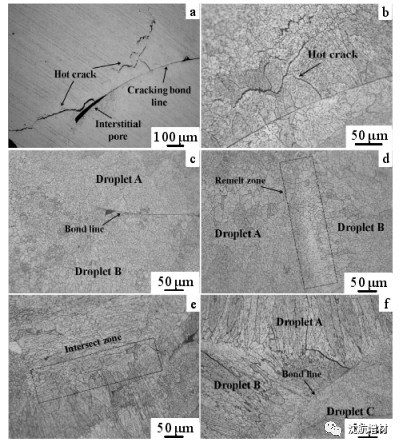
图13 铝合金微熔滴沉积成形件内部微观组织形貌
4. 金属微滴喷射3D打印现存问题与展望 (1)面向不同应用领域的喷射沉积装备研究,特别是用于喷射不同高温金属材料喷射装置的开发,均匀金属微滴稳定喷射沉积是该技术能否得到广泛应用的关键。由于不同金属材料的物性相差很大,为实现其稳定喷射,需在研究工艺参数对不同材料喷射过程影响规律的基础上,设计合适的喷射装置,开发出适用于不同金属材料喷射的柔性化3D打印装备。 (2)非均质材料、梯度功能材料及其制件打印与控制系统研究。由于微滴喷射技术具有微量定点精确沉积的特点,在非均质材料、功能材料及其制件成型方面具有独特优势。传统均质材料喷射成型系统及其控制软件很难直接应用,因此,需要研究多材料喷射沉积机理及其控制方案,开发多喷头联动沉积系统、多材质材料/零件模型处理软件和轨迹规划算法,以实现依据用户需求而设计的非均质材料及制件的打印成型。 (3)结构功能一体化集成件喷射沉积打印机理、工艺与成型设备研究。实现结构性能和热、电、磁等特殊功能集成的结构功能一体化件的成型,需在研究不同材质打印、结合机理、集成方式的基础上,设计具有熔滴喷射沉积功能与异质组元添加功能的智能化柔性打印设备及其相应软件与控制系统。可以预见,该技术将随着高新技术的迅猛发展而发挥愈来愈重要的作用。 (4)金属材料熔点高,粘性和表面张力大,部分金属还具有较强的腐蚀性,以往成熟的非金属材料喷射装置及控制方法很难直接用于金属材料的喷射和打印成型,需开发新型耐高温、耐腐蚀的喷射装置。 (5)在金属微滴喷射沉积过程中,金属微滴铺展、凝固等受到微滴飞行速度、微滴温度、基板温度等多因素的耦合作用,需从实验和理论两方面研究各参数对微滴熔合状态、内部微观组织演变规律等的影响,以保证成型件的外部形貌、内部质量及力学性能。此外,杂质过滤、成型过程监控等也是需要解决的关键技术。 (责任编辑:admin) |