西交大:高性能聚醚醚酮3D打印拉丝缺陷自适应路径工艺优化(2)
时间:2022-10-18 08:58 来源:3D科学谷 作者:admin 点击:次
|
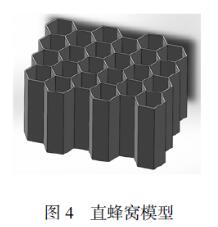
2.1 试验材料及设备 打印材料为高性能PEEK材料,丝材直径为1.7~1.8mm,打印前在干燥箱中60 ℃烘干6h。打印设备为自主研发的XJ300FDM设备,设备可成形尺寸为300mm×300mm×300mm,打印头安装有孔径为0.4mm的铜锌合金喷嘴,高速运动时打印头运行稳定且打印精度有保证。 2.2 试验方案 打印目标为尺寸50mm×50mm×30mm的直蜂窝模型,蜂窝壁边长为6mm,壁厚为0.4mm,如图4所示。选取该模型的原因是其打印过程中跳转次数多,且同时存在长距离与短距离跳转,可以更全面地观察拉丝效果。
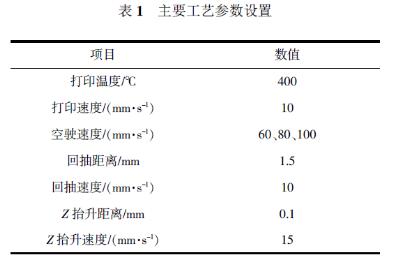
表1是试验中设置的主要工艺参数,包括一类温度、两类距离、四类速度。本研究进行工艺路径优化有效性试验,首先探究工艺路径优化方案相对无回抽跳转打印、有回抽跳转打印的拉丝改善效果,其空驶速度为60mm/s;其次,进一步在工艺路径优化方案的基础上进行空驶速度对拉丝影响试验,探究增加空驶路径下不同空驶速度对拉丝的影响,其空驶速度分别为60、80、100mm/s。
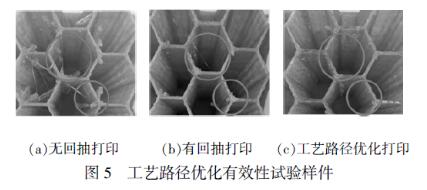
3.1 工艺路径优化有效性试验 图5是无回抽跳转打印、有回抽跳转打印、工艺路径优化三种方案下的打印效果。当未设置回抽时,拉丝现象较严重,同时存在长距离跳转拉丝、短距离跳转拉丝、单侧悬空跳转拉丝状况;当仅设置回抽时,拉丝有所减轻,但依然存在短距离跳转拉丝及单侧悬空跳转拉丝;当采用工艺路径优化打印时,仅存在极少量的单侧悬空跳转拉丝。试验结果表明,打印中进行回抽设置可一定程度改善拉丝现象,但效果并不佳,这是由于回抽操作将喷嘴处大量的材料抽回腔体内部,仅保留极少量材料以供拉丝,仍会出现一定程度的单侧悬空跳转拉丝或短距离跳转拉丝;而进行工艺路径优化则会进一步减少拉丝,这是由于跳转路径优化在回抽的基础上,将大部分的残余材料通过擦嘴的方式再次沉积到已打印路径上,在喷嘴移动至路径终点准备跳转时,喷嘴口携带的剩余材料已不足以形成长距离或短距离跳转拉丝,故而只生成单侧悬空跳转拉丝。
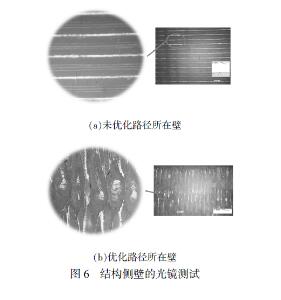
图6是工艺路径优化方案所形成结构的侧壁的光镜测试效果。从打印零件的微观结构可以看到,喷嘴处微小溢料已沉积至已打印结构上,如图中放大的溢料二次沉积后形成的隆起状材料。经过工艺路径优化的蜂窝壁,在每层距离路径端点处,整齐地存在一排隆起,其厚度沿优化路径沉积方向逐渐减小,最终消失于两层路径之间。分析可知,在喷嘴沿优化路径移动初始,回抽后喷嘴处微小材料还未溢出,直到隆起时才瞬间溢出,导致隆起状材料产生。该部分材料在喷嘴的带动下沿优化路径沉积方向拉长并沉积在已打印路径,导致优化路径在侧壁表现为由隆起至逐渐消失。该光镜测试结果表明,喷嘴携带的微小溢料确实沉积到已打印路径上,这是拉丝大幅改善的直接原因。
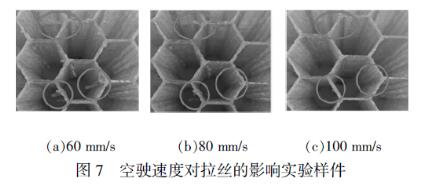
图7探究了不同优化路径段空驶速度对拉丝现象的影响。结果表明,空驶速度越高,拉丝改善越明显,当空驶速度达100mm/s时,拉丝已完全消除,这是由于回抽后喷嘴口处的少量材料在较快的空驶速度下被迅速拉出,全部沉积在增加的空驶路径上,打印头再进行跳转则不会产生拉丝。
3.2 工艺路径优化打印质量及效率分析 通过上述试验可知,工艺路径优化方案对于解决聚醚醚酮熔融挤出成形拉丝问题有显著改善效果。在进行工艺路径优化前,所打印的样件拉丝较为严重,同时存在三种类型的拉丝现象且细丝丝径较粗,严重影响打印质量;进行工艺路径优化后,三种类型拉丝全部消失,且结构壁质量较光滑。可见,工艺路径优化方案从根源上阻止了拉丝的产生,大幅度提升了聚醚醚酮熔融挤出成形的打印质量。 同时,本研究分析了工艺路径优化后的模型打印效率,由切片预估打印时间可得,尺寸为30mm×30mm×30mm的模型在工艺路径优化前的打印时间为3190s,优化后为3198s,增加的时间仅占0.25%,证明工艺路径优化方案对整体打印效率影响较小。
论文开展了材料黏度与打印工艺相匹配的工艺研究,针对高黏度的高性能PEEK材料,通过对熔融挤出成形过程进行工艺参数设置以及工艺路径优化,研究了不同工艺路径方案和不同优化路径段空驶速度对拉丝现象的影响。结果表明,在空驶速度100mm/s的工艺路径优化下,拉丝现象已完全消失,且并未影响打印效率,能够实现高性能PEEK材料的高质量熔融挤出成形。 l 论文作者 马浩宇,曹 毅,马聚隆,严圣超,李涤尘 原文发表于:《电加工与模具》2022年第4期 (责任编辑:admin) |