顶刊长篇综述《IMR》IF=19.56:钢的激光增材制造!
时间:2021-11-10 08:21 来源:材料科学与工程 作者:admin 点击:次
| 近日,国际材料领域顶级综述期刊《International Materials
Reviews》在线发表了澳大利亚昆士兰大学张明星教授(通讯作者,H-index=57)团队的长篇综述“Laser additive
manufacutring of steels”。昆士兰大学的博士后尹宇和谭启玚为该论文的共同第一作者。 本文系统的概述了高性能钢的激光增材制造 (LAM) 研究现状。以典型高性能钢种为例,重点讨论了LAM工艺、微观结构和机械性能之间的内在关系;提出了当前钢材LAM中的各类问题;概括了用于进一步提高LAM钢材性能的相关技术;最后指出了钢材 LAM 所面临的挑战和前景。 论文链接:https://doi.org/10.1080/09506608.2021.1983351 
【内容梗概】 目前,基于激光的增材制造技术 (LAM) 能够用于制造复杂形状的部件、修复损坏的零件以及航空、汽车、电子和生物医学行业的快速加工。LAM技术经历了 30 多年的发展已经能够用于制造各类金属部件。目前最常见的 LAM 合金有钢铁材料、钛合金、镍合金、铜合金和铝合金 。作为各工业部门中使用最广泛的金属材料,钢铁材料具备较大的工业应用潜力,在LAM领域受到越来越多的关注。与传统的制造方法相比,LAM 的特殊性包括原料与激光束的相互作用、快速冷却、逐层堆积和多次热循环,因此产生了独特的微观结构和机械性能,同时可实现具有复杂几何形状部件的近净成形。为充分发挥金属增材制造的优势,目前对钢铁 LAM 的研究侧重于那些具有优异或特殊性能的材料,如高强度和韧性、高硬度/耐磨性、高耐腐蚀性和高焊接性。LAM 领域的研究最广泛的钢种包括不锈钢(例如奥氏体 316 钢、17-4 PH 钢等)、马氏体时效钢(例如 18Ni-300)和工具钢(例如 H13 和 M2)等。值得注意的是,大部分LAM钢铁产品仍处于研究的早期阶段。与铸造和锻造等传统制造工艺相比,由于复杂的冶金因素,LAM生产的钢的微观结构和综合性能更难以控制。因此,对钢材的 LAM研究进展进行全面的总结分析具有重要的理论和实践意义。 本文首先简述了两种典型LAM(L-PBF和L-DED)的特点,讨论了不同 LAM 工艺参数对钢部件的尺寸精度、缺陷、残余应力、微观结构和机械性能的影响。并以典型的奥氏体钢、铁素体钢、双相钢和马氏体钢等为例,重点讨论了LAM工艺、微观结构和机械性能之间的内在关系。指出了当前钢材LAM中的问题,如缺陷、残余应力、性能波动以及各向异性等。概括了用于进一步增强LAM钢材性能的相关技术,包括预处理,混合增材制造和后处理技术。最后,文章提出了钢材 LAM 所面临的持续挑战和前景。 文章指出目前两种典型的 LAM 系统(L-PBF和L-DED)均可以制造致密的钢部件。与传统工艺制造的部件相比, LAM 过程中的复杂热历史(高热梯度、快速冷却速率、重复热循环)导致钢中的形成异质微观结构(细晶,胞状结构、微尺度偏析、高密度的位错、纳米级氧化物等)。因此,尽管 LAM 生产的大多数钢都可以达到高强度(有些甚至比锻造钢更高),但 LAM 生产的钢部件的低延展性和抗疲劳性仍然是一个持续存在的问题。这归因于零件中的缺陷(气孔和裂纹)和高残余应力。马氏体钢的脆性尤其显著,如马氏体不锈钢和工具钢,表明它们的打印性较低。此外,与其他金属的增材制造一样,钢铁产品的质量密切依赖于 LAM 加工参数。因此,优化 LAM 处理参数仍然是必不可少的。此外,沿构建方向的柱状晶粒通常会导致性能各向异性,特别是在奥氏体、沉淀硬化和双相不锈钢中。 LAM钢部件的微观结构和机械性能在很大程度上取决于加工参数。LAM 过程中的多数变量及其相互作用会显着影响冶金过程和热历史(例如能量密度、冷却速率、热梯度)。特定钢的凝固和固态相变可以通过调整 LAM 加工参数(例如 DSS 和 PH SS 中的相变,马氏体时效钢中的原位析出)来改变。因此,加工参数的多种组合导致熔池几何形状、微观结构(缺陷、相成分、晶粒形态、织构等)的可变性,从而导致其力学性能的分散性。因此,优化 LAM 处理参数仍然是必不可少的。另一方面,这也可能为钢铁产品的微观结构控制提供一种简单可行的策略,以实现其定制化的性能。此外,另外一些钢,如奥氏体和铁素体不锈钢,特别适合 LAM,因其可以产生独特的微观结构和优异的力学性能。然而,一些钢,如大多数马氏体钢,尤其是 M2 工具钢,仍然面临 LAM 的挑战。 此外,目前提出的用于增强LAM部件质量和性能的工艺(包括预热、混合工艺和后处理工艺)被证实是有效的,尽管每种技术都有其局限性。例如,一些混合 LAM 方法(例如在 LAM 过程中进行机械加工和重熔)不可避免地会增加制造时间,有些可能会显着降低强度,例如 HIP。有些可能会导致样品在加工过程中被污染,例如喷丸强化和激光强化。因此,建议选择适当的工艺来提高零件的质量,以满足应用和性能要求。 基于上述内容,作者提出了一些可能值得未来研究关注的主题。 (1) 提高不同钢种的可打印性:目前,只有少数商用钢可以使用 LAM 工艺制造。但是,它们的可打印性不同。马氏体钢(例如 M2 工具钢、马氏体 SS)通常对应于低可打印性,而奥氏体钢则更具可打印性。为了拓宽LAM在钢材上的应用,有必要研究和了解控制钢材打印性的因素,并开发提高其打印性的技术。可以考虑广泛应用的微合金化方法或孕育处理,其中一些尝试已经有所报道(例如 420 马氏体不锈钢的原位微合金化 )。值得注意的,通过少量添加或原位形成异质形核颗粒,可以在凝固过程中细化晶粒,这几乎不会改变商业合金的成分。 (2) LAM专用新型钢种的开发:除了现有的商业钢种,结合LAM工艺特点设计开发LAM专用新钢材可能会在该领域取得突破。例如,热循环引起的原位热处理不足以在 马氏体时效钢的LAM 过程产生足够的沉淀物,导致强度低,YS 通常低于 1 GPa。然而,通过增加马氏体时效钢 (如Fe-19Ni-xAl)中的 Al 含量,在 LAM 过程中诱导产生了大量纳米沉淀。在为 LAM定制的 Fe19Ni5Ti 钢中也报道了类似的策略,其中使用原位沉淀强化和局部微观结构控制打印出交替的软硬层异质结构部件。此外,目前由 LAM 生产的铁素体不锈钢由于其精细的微观结构而具有优异的机械性能,这可能为我们提供一种策略来开发具有高机械性能的新型钢材。 (3) 复杂几何形状LAM钢构件的工艺-结构-性能关系:目前,大部分已发表的工作是基于从具有简单形状的特殊试样中获得的实验室实验数据。此类样品的工艺、微观结构和性能之间的关系已得到很好的理解。然而,将这种关系直接应用于具有复杂形状的实际工程部件仍然具有挑战性。如文中所述,由 LAM 生产的部件的微观结构和性能也依赖于部件的尺寸和几何形状。由于相关的文献或数据库较少,因此值得对此进行更多研究,以加速钢铁 LAM的工业应用。 【图文导读】 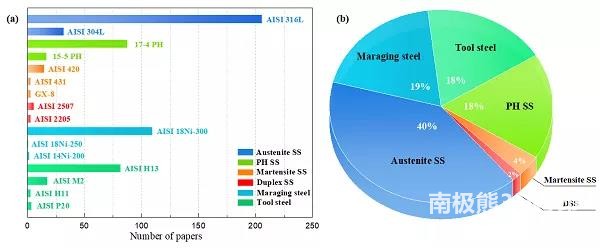
图 1 (a) 已发表的有关各类钢的 LAM 的论文数目;(b) 不同类别钢的 LAM 研究工作的百分比。数据来自 2020 年 4 月之前发表的论文。
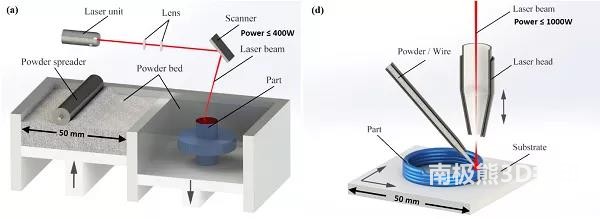
图2 L-PBF (a) 和 L-DED (b)示意图。
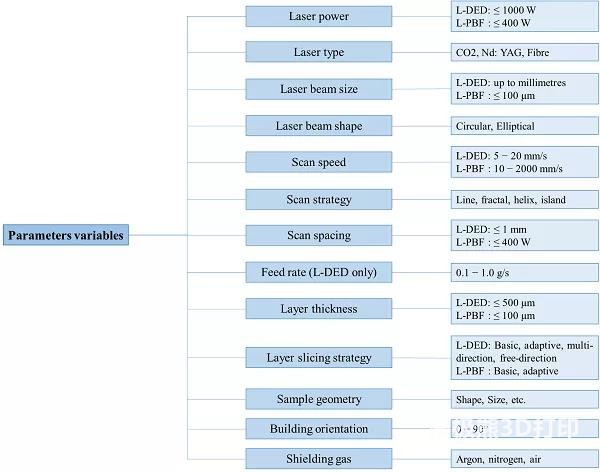
图 4 LAM 过程中的主要加工参数/变量及其类别/范围
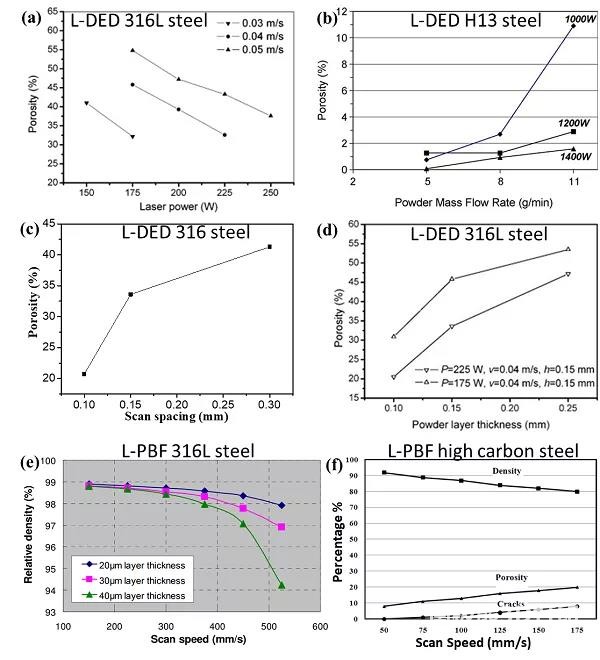
图 6 加工参数对 L-PBF 和 L-DED 制备的钢样品孔隙率的影响:(a) 激光功率;(b) 粉末进给率;(c) 扫描间隔;(d) 层厚和激光功率;(e) 扫描速度和层厚;(f) 扫描速度
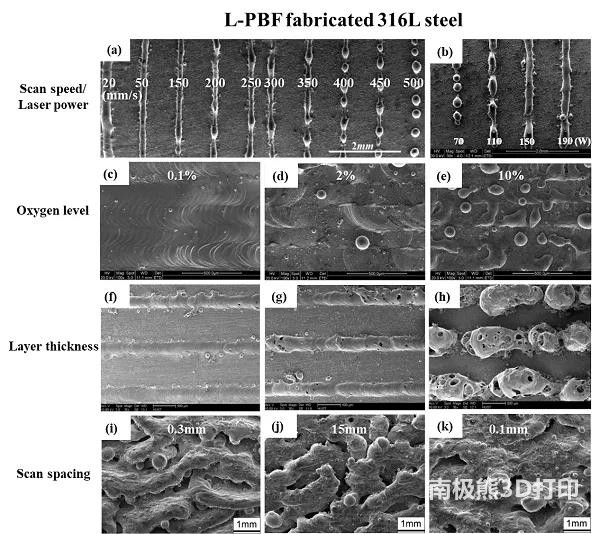
图7 不同加工参数下L-PBF打印的316L不锈钢的SEM形貌:(a)扫描速度;(b) 激光功率;(c-e) 氧气水平;(f-h) 层厚;(i-k) 扫描间距
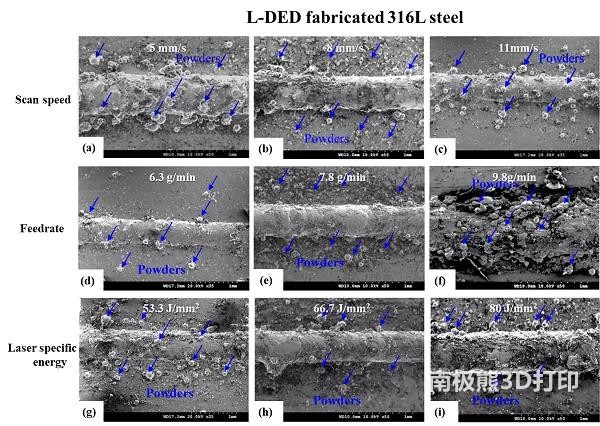
图8 不同加工参数下L-DED构建的316L不锈钢单道扫描轨迹的SEM显微照片:(a-d)扫描速度;(e-h) 送粉速度;(i-l) 激光能量 [94]。
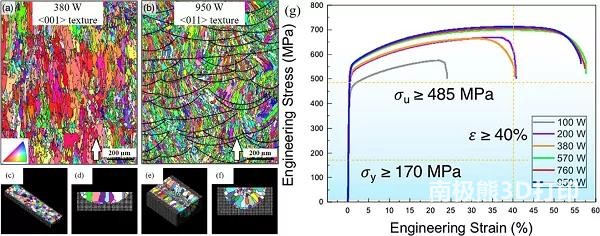
图 9 激光功率分别为 380 W (a) 和 950 W (b) 的 L-PBF 构建的 316L 不锈钢样品的微观结构 (a-f) 和拉伸性能 (g)
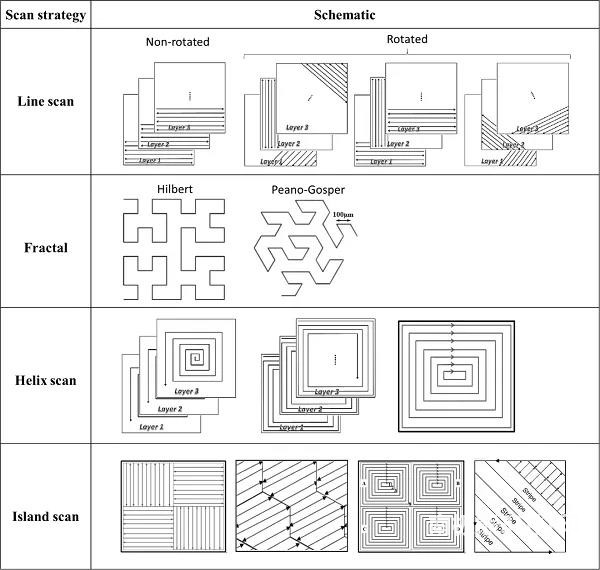
图 12 LAM 中使用的四种扫描策略

图19 L-PBF 构建的 316L 薄壁样品在构建方向上的 EBSD 取向图: 不同的厚度(a)和倾斜角(b)
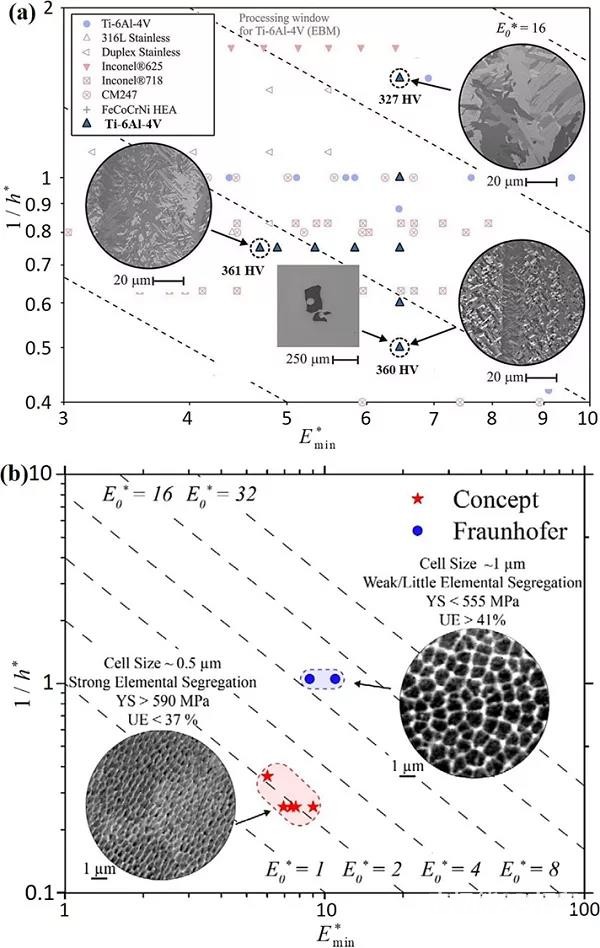
图24 EBM 构建的 Ti-6Al-4V (a) 和 L-PBF 构建的 316L 不锈钢 (b) 的标准化处理图
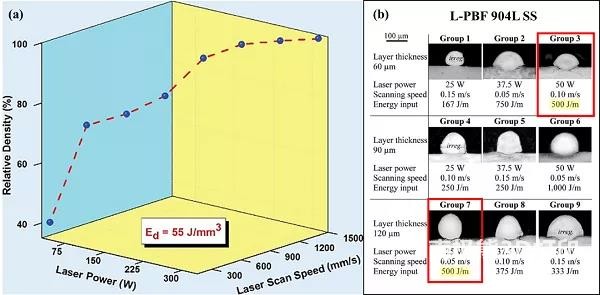
图25 (a)使用不同的激光功率和激光扫描速度组合(55 J/mm3 恒定能量密度)打印的Al-12Si 样品的相对密度;(b) 不同工艺参数下L-PBF 打印的 904L 钢单道横截面显微结构
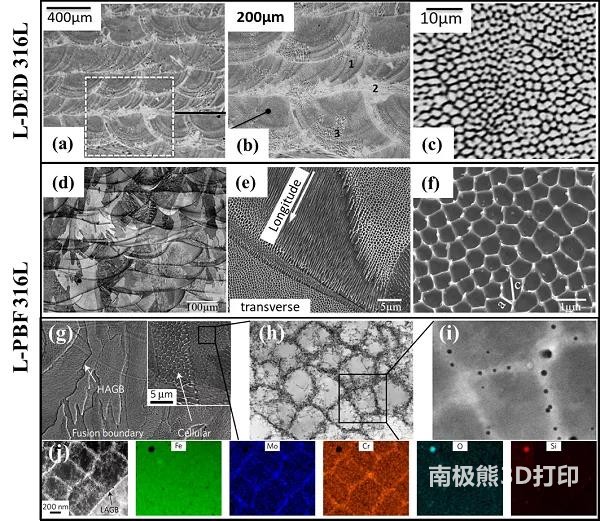
图 26 (a-c) L-DED 构建和 (d-e) L-PBF 构建的 316L 不锈钢样品中熔池和胞状结构的典型形态;(g) L-PBF 构建的 316L 钢样品横截面的 SEM 图像;(h) 胞状结构的明场 TEM 图像;(i)暗场 STEM 图像;(j) 胞状结构的 TEM-EDS 图
|