钛合金激光增材制造:工艺、材料及后处理综述(2)
时间:2024-09-26 09:57 来源:长三角G60激光联盟 作者:admin 点击:次
图11钛合金LAM的工艺窗口。 
图12钛合金LAM的高保真力学建模。

图13LAM制备的α-Ti合金的微观结构。
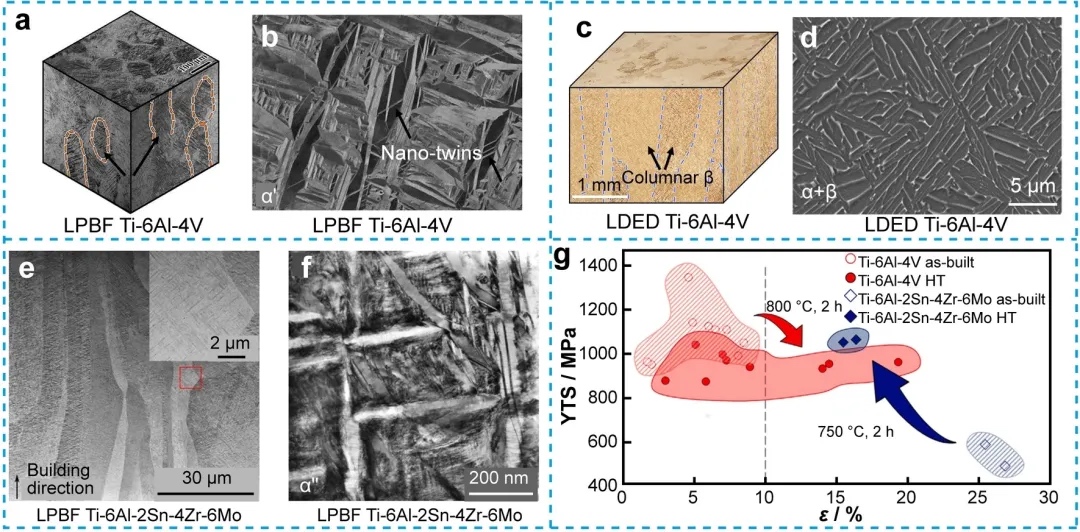
图14LAM制备的(α+β)-Ti合金的微观结构。
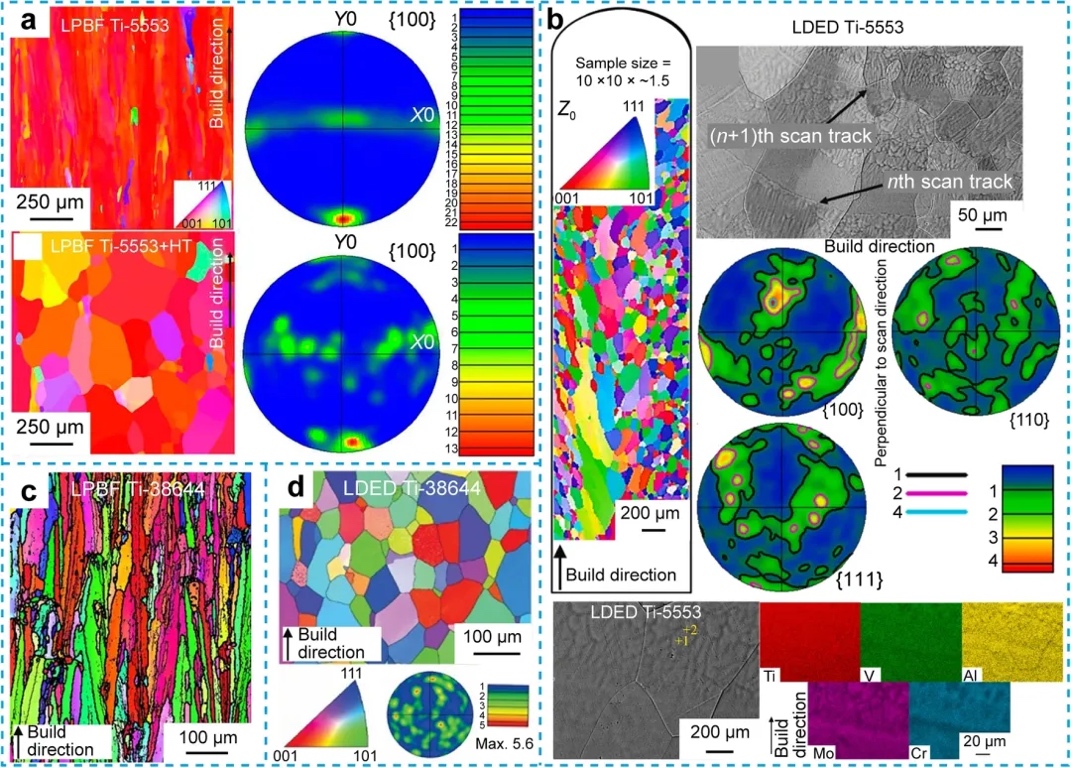
图15LAM制备的β-Ti合金的微观结构。
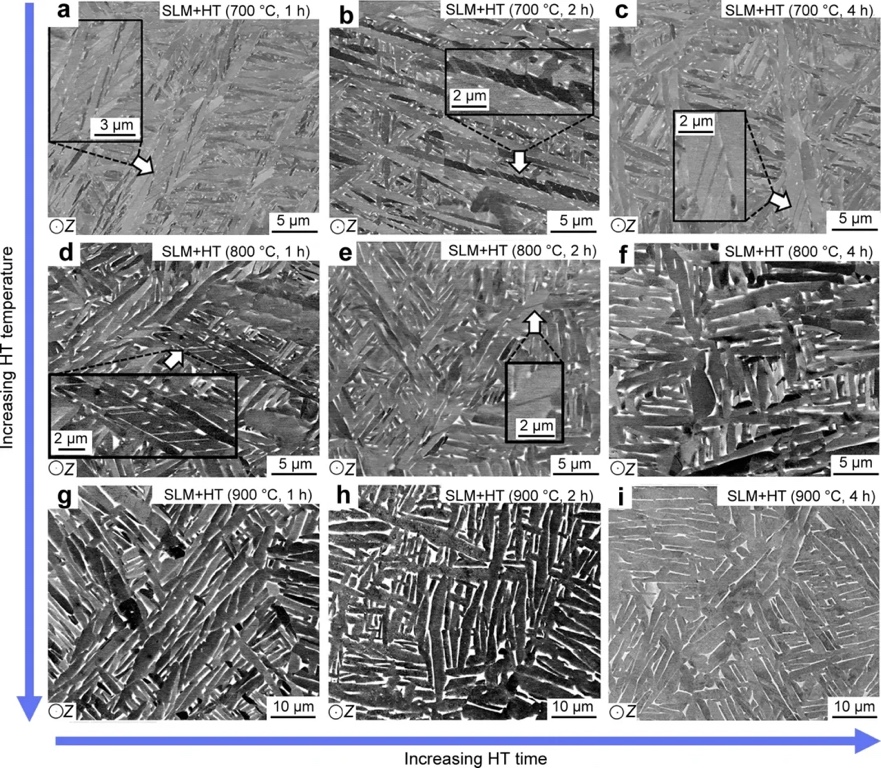
图16经过各种传统热处理的LPBF制成的Ti-6Al-4V微观结构。

图17为LPBF制备的Ti-6Al-4V合金定制的新型热处理。
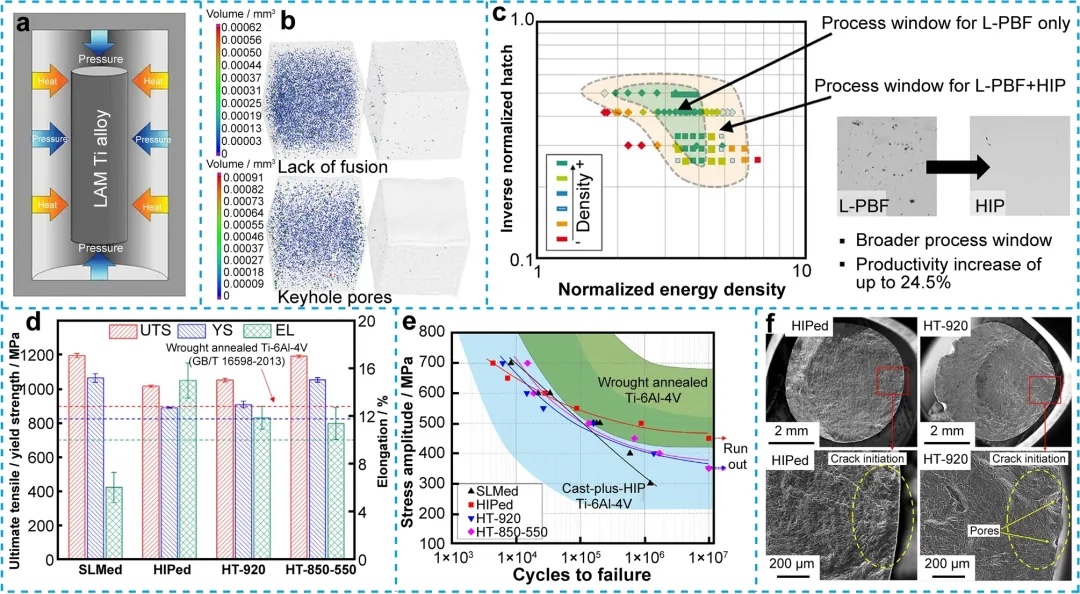
图18 HIP对LAM制成的Ti-6Al-4V合金的影响。
LAM 有各种工艺参数,它们对熔池形状、热历史和入射能量有重大影响,从而影响LAM Ti 合金的微观结构、残余应力和性能。在这项工作中,深入讨论了各种工艺参数对钛合金LAM 的影响。讨论了优化加工参数的几种策略:激光能量密度、加工窗口映射和高保真力学建模。适当的激光能量密度对于防止缺陷和获得高密度零件至关重要。加工窗口映射有助于确定实现高密度部件的参数组合。总之,控制加工参数是获得理想性能的关键。要在最大限度减少缺陷和优化力学性能的同时获得高密度部件,需要了解各种加工参数之间的相互作用。该领域的进一步研究无疑将改进LAM Ti合金的加工技术并扩大其工业应用。 图19总结了LAM钛合金的力学性能。值得注意的是,在LAM成型状态下,α-Ti和(α+β)-Ti合金的力学强度通常高于β-Ti合金。LAM加工的α-Ti和(α+β)-Ti合金的力学性能相似,这是因为它们具有相似的马氏体α′结构。由于具有高温稳定性和高蠕变强度,LAM加工的α-Ti合金(如Ti-6Al-2Zr-1Mo-1V、Ti-6Al-2Sn-4Zr-2Mo)有望用于高温应用。相比之下,由于(α+β)-Ti 合金的微观结构更具可调谐性,因此(α+β)-Ti合金可实现的力学性能比α-Ti合金更广泛。尽管如此,这也表明(α+β)-钛合金制造的LAM工艺参数应更加谨慎。在β含量较高的情况下,AM加工的(α+β)-钛合金(如Ti-6Al-2Sn-4Zr-6Mo)中会形成α′′相,从而提供优异的延展性和相当的力学强度。如图19所示,β-Ti合金的微观结构一般由可转移的β相组成,其强度相对低于α-Ti 和(α+β)-Ti合金。LAM加工的β-Ti合金(如Ti-24Zr-4Nb-8Sn、Ti-13Nb-13Zr)的优点是具有良好的生物相容性和较低的弹性模量,这对生物医学植入材料很有吸引力。另外,一些通过LAM制备的高强度β-Ti合金(例如,Ti-3Al-8V-6Cr-4Zr-4Mo)也有报道,但要获得优异的力学强度,通常需要进行后时效处理。例如,LPBF制备的和LDED 制备的Ti-3Al-8V-6Cr-4Zr-4Mo合金(称为 Beta C)在经过适当的时效处理后,拉伸强度分别达到1611 MPa和1510 MPa。 
图19 LAM制备的钛合金的力学性能总结。
后处理有助于提高LAM Ti合金的整体性能。最常用的两种LAM Ti合金后处理方法是PHT 和HIP。就LAMα和(α + β)-Ti合金而言,PHT或HIP可用于分解马氏体 α′相,从而改善延展性和疲劳性能。相反,对于LAM β-Ti合金,PHT或HIP可促进α相的析出,从而提高合金的整体强度。值得注意的是,HIP处理会改变合金的微观结构,有效封闭缺陷和孔隙。 此外,对LAM Ti合金零件进行表面处理以消除缺陷,大大有助于提高疲劳性能。 
图20钛合金LAM的未来研发(R&D)趋势。
LAM的进步为提高LAM制成的Ti合金的利用率开辟了新的途径。文章深入探讨几个关键的新兴研发趋势,包括智能工艺优化、工艺创新、材料创新和端口加工创新,如图 20 所示。 通过应对这些机遇和挑战,研究人员和工程师可以极大地推动LAM Ti合金领域的发展,为其在各行各业更广泛、更具影响力的应用铺平道路。 论文链接: Su, JL., Jiang, FL., Teng, J. et al. Laser additive manufacturing of titanium alloys: process, materials and post-processing. Rare Met. (2024). https://doi.org/10.1007/s12598-024-02685-x (责任编辑:admin) |