高性能镁合金增材制造技术研究进展
时间:2024-01-17 10:19 来源:材料成型及模拟分析 作者:admin 点击:次
| 摘要:镁合金在航空航天、轨道交通、新能源、生物医用等领域具有广阔应用前景,增材制造技术(Additive
Manufacturing)的发展为成形复杂结构的高性能镁合金构件提供了可能。然而,镁合金熔沸点低、蒸气压高、氧化性强的特点易使增材制造构件内部形成孔隙、裂纹、夹杂物等缺陷,导致增材制造镁合金的应用水平远远落后于高温合金、铝合金、钛合金等材料,开发适用于镁合金的增材制造技术并通过材料改性与工艺优化减少冶金缺陷是突破增材制造镁合金应用瓶颈的关键。镁合金增材制造技术主要有激光选区熔化(Selective
laser melting, SLM)、电弧增材制造(Wire arc additive manufacturing,
WAAM)以及搅拌摩擦增材制造(Friction stir additive manufacturing,
FSAM)和搅拌摩擦沉积增材(Additive friction stir deposition,
AFSD)。通过归纳梳理镁合金增材制造技术的研究现状与技术进展,总结了镁合金在不同增材制造技术成形过程中的数值模拟研究结果,对比分析了不同增材制造技术关键工艺参数对镁合金构件组织结构和力学性能的影响,并对镁合金增材制造技术未来的研究重点进行了展望。 镁合金密度低、比强度高、综合力学性能优异,同时具有良好的阻尼特性、储氢能力和生物相容性,在航空航天、轨道交通、新能源、生物医用等领域的应用前景十分广阔[1-5]。然而,镁合金的化学性质十分活泼,铸造、锻造、焊接等传统成形工艺难以获得满意的控形-控性效果,迫切需要从原料形态、成形原理、构件结构与性能一体化设计的角度开发全新的先进制造技术。 近年来,增材制造技术(Additive manufacturing, AM)的快速发展为成形具有复杂结构的高性能镁合金构件提供了可能。AM 以激光、电子束或电弧等高能束为热源,以数字模型为基础,以粉材、丝材等为原料,通过逐层堆叠的方式构造三维实体,被认为是制造技术的一次革命性突破[6-10]。2010 年以来,AM 在镁合金构件设计与制造领域的应用水平愈发成熟。目前,镁合金增材制造技术主要有激光选区熔化(Selective laser melting, SLM)[11]和电弧增材制造(Wire arc additive manufacturing, WAAM)[12],WAAM 技术包括熔化极气体保护焊(Gas metal arc welding, GMAW)[13]、钨极惰性气体保护焊(Gas tungsten arc welding, GTAW)[14]、等离子弧焊(Plasma arc welding, PAW)[12]和冷金属过渡弧焊(Cold metal transfer, CMT)[15]。 此外,有学者对基于搅拌摩擦成形原理开发的搅拌摩擦增材制造技术(Friction stir additive manufacturing, FSAM)和搅拌摩擦沉积增材技术(Additive friction stir deposition, AFSD)进行了探索[16-17]。表 1 和图 1 分别对比了镁合金增材制造技术的工艺特点和成形后构件的实物图。根据原料在成形时是否发生熔化,可将上述技术分为液相(SLM、WAAM)和固相(FSAM、AFSD)两类[18],其中 SLM 的成形质量较好,WAAM 的成形效率较高,应依据构件的尺寸和结构及对效率和成本的综合要求选择合适的成形技术。 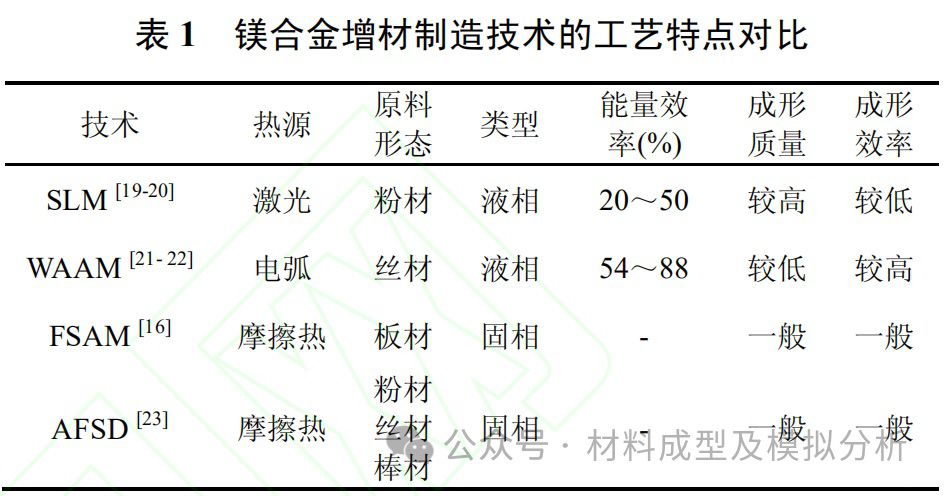
需要指出的是,镁合金熔沸点低、蒸气压高、氧化性强的特点极易使增材制造构件内部形成孔隙、裂纹、夹杂物等缺陷,这给镁合金增材制造构件的制备带来了很大困难。尽管镁合金增材制造技术的研究成果逐年增多,但相比于高温合金、铝合金、钛合金,镁合金增材制造构件的研究水平较为滞后[28-31]。开发更适合镁合金的增材制造技术并通过材料改性与工艺优化来减少冶金缺陷是突破其应用瓶颈的关键。基于此,本文综述镁合金增材制造技术的研究现状与发展趋势,总结不同增材制造技术在成形镁合金时的数值模拟研究结果,分析相应工艺参数对镁合金增材制造构件组织结构和力学性能的影响规律,并对镁合金增材制造技术未来的研究重点进行展望。 1 镁合金 SLM 增材制造技术 SLM 是 2000 年左右出现的一种新型增材制造技术,它利用高能激光热源将金属粉末完全融化后快速冷却凝固成形,从而得到高致密度、高精度的金属构件,其工作原理如图 2 所示[32]。 1.1 SLM 成形过程的数值模拟 SLM 成形过程中,镁合金粉末发生熔化并迅速凝固(冷却速率高达 104 ~105 K/s),熔池的温度梯度可达 103~105 K/cm,难以实时监控激光能量的传递与吸收、熔池的动力学行为[33-34]。 1.2 SLM 镁合金的微观组织 现阶段对于镁合金 SLM 增材制造技术的研究比较全面,按照合金元素的不同,主要的材料体系包括 Mg-Al-Zn(AZ 系列)、Mg-Zn-Zr(ZK 系列)、Mg-Y-RE(WE 系列)等商用牌号镁合金以及 Mg-Ca、Mg-Zn-Dy、Mg-Sn 等新型镁合金[24, 37-48]。表 2 总结了 SLM 成形典型牌号镁合金的组织结构特征。 1.3 SLM 镁合金的力学性能 随着技术水平的进步和工艺参数的优化,SLM镁合金的致密度越来越接近 100%,力学性能可以达到或超过锻造态镁合金。表 3 对比了 SLM 成形典型牌号镁合金的力学性能。 目前,大多数 SLM 镁合金的综合力学性能均优于相同成分的铸态镁合金,如何协同提高材料的强度、塑性、韧性是今后的研究重点。现阶段对 ZK 系列镁合金和 AZ 系列镁合金SLM 成形工艺的研究较为成熟。LIANG 等[46]研究指出,SLM-ZK60 镁合金在最佳工艺条件下的显微硬度和屈服强度分别为 90 HV 和 172.59 MPa,均高于铸态 ZK60 镁合金。王金业等[39]对比了最佳 SLM工艺参数所得 AZ91 镁合金与压铸态 AZ91 镁合金的力学性能(见表 4),SLM 态镁合金的力学性能明显高于压铸态 AZ91 镁合金,其平均抗拉强度和延伸率分别比压铸态提高了 38.09%和 138.67%。 1.4 SLM 镁合金的性能优化 为解决 SLM 镁合金致密度较低、易产生内部缺陷等问题,常采用后处理方法来改善材料的微观组织以提高其力学性能。常用的后处理方法主要有热等静压(Hot isostatic pressing, HIP)和热处理(Heat treatment, HT)。LIU 等[56]对 SLM-AZ61 镁合金进行HIP 处理,有效改善了其微观组织和力学性能,如图 6 所示。
图 6 HIP 处理前后 SLM-AZ61 镁合金微观组织和力学性能的变化
(责任编辑:admin) |