3D打印技术在电机铁心中的应用
时间:2023-12-06 11:44 来源:增材制造技术在电机中的应用综述 作者:admin 点击:次
| 铁心是电机磁路的重要组成单元和实现机电能量转换的关键部件,需要具备高饱和磁感应强度和高相对磁导率、低磁滞损耗和低涡流损耗性能,以及高机械强度。在电机中通常使用含有少量硅的电工钢片来制作铁心,也有少部分使用铁镍系合金和铁钴系合金材料。传统制作铁心的方法是通过冲孔、激光或水射流切割加工出理想的定转子铁心形状,然后经过叠压,再用焊合或者铆钉铆合成型。不仅工艺流程复杂,而且需要制作模具,成本较高。3D打印技术的引入提高了成形效率和材料利用率,降低了生产成本,同时打破了几何拓扑形状对称规则的限制,可以根据磁路的特点进行复杂拓扑的设计及优化,从而提高了电机的整体性能。 铁硅系铁心 加入适量的硅可以增加硅钢片的电阻率,减小涡流损耗。但当硅含量大于4%时,上层结构B2和D03型的结构顺序会导致材料延展性下降,很难通过传统的轧制或冲压加工出硅钢叠片。增材制造的出现使高硅含量和低涡流损耗铁心的制备成为可能。 对于激光选区熔化等以激光为热源的3D打印稳定会导致分层和裂纹,激光引起的热梯度也会引起残余应力,结构的晶粒尺寸、夹杂物和内应力等微观结构参数对磁性能有较大影响,因此需要通过多因素正交实验、人工神经网络等方法测量并分析各工艺参数对成形件整体性能的影响,建立输出性能评价模型,并根据该模型得到最优的加工参数。 研究表明,当激光功率较低时,材料的孔隙率较高且晶粒结构较细,会让材料的磁滞损耗变大。随着激光功率的增大,金属粉体冷却速率变低,晶粒平均尺寸增加,磁滞损耗减小。但是当激光功率增大到一定程度后,裂纹形成的趋势增强,这些微观结构缺陷的出现会让磁滞损耗增加。从图1可以看出,激光功率在250W~350W内,退火FeSi6.7的磁滞损耗较小。激光功率取300W是个较为合适的选择,可以在形成较大的晶粒尺寸的同时避免裂纹形成。除了激光功率,基底预热温度对电磁性能也有很大的影响。研究表明,随着基底预热温度的不断增加,所形成的晶粒尺寸不断增大,矫顽力不断减小,最大相对磁导率也有增大的趋势。 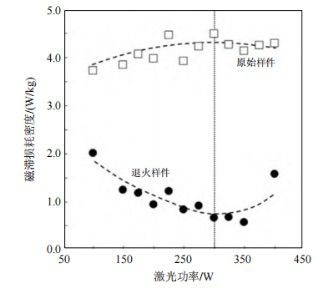
图1 激光功率对 FeSi6.7 增材制造的影响
硅钢片在加工完成之后需要经过退火后处理,测量数据显示未经过退火工艺的硅钢片磁滞损耗是退火后的9倍,退火后最大相对磁导率提高到原来的14.4倍,且饱和磁感应强度增加,从图2所示微观截面中可以看出退火后出现了粗大的结构,没有出现任何裂纹,机械性能增强。通过对以上参数的优化,Goll等利用激光选区熔化技术制备出了矫顽力16.2A/m,剩磁1.26T,最大相对磁导率31000的硅钢片。Lammers同样利用激光选区熔化技术使用H13材料制造了含有晶格结构的永磁同步电机转子,其相对磁导率可以达到软磁复合材料(SMC)的水平。与传统设计相比,转子质量减小了25%,转动惯量减小了23%。 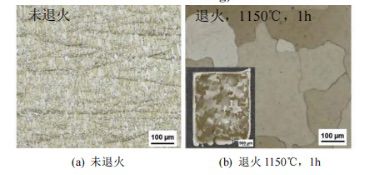
图2 FeSi6.7 退火前后微观截面图
粘结剂喷印技术同样具有实现高相对磁导率铁磁材料的潜力。Pham等采用微喷射黏结技术对Fe91Si9进行3D打印,结果表明铁心最大相对磁导率为1246,是商业SMC复合材料Somaloy最大相对磁导率的2.9倍,不过其损耗明显高于Somaloy。粘结剂的添加虽然可以增加强度,但是也会降低相对磁导率和最大饱和磁感应强度。研究表明,颗粒尺寸的增加和烧结温度的降低会提高相对磁导率。混合两种不同粒径的颗粒可以增大填充比,从而提高样件的致密性。由此可见,优化材料成分和工艺参数可以进一步提高微喷射黏结打印铁磁材料的电磁和力学性能。Cramer等通过微喷射黏结技术打印了致密的FeSi6定子铁心,并在800℃下进行固态烧结和退火处理,极限抗拉强度为434MPa,饱和磁感应强度为1.83T,矫顽力为32A/m,最大相对磁导率为10500。 Pham等对微喷射黏结技术打印的铁心和M19铁心以及SMC铁心做了详细的对比,测试结果表明3D打印铁心的最大相对磁导率分别是M19铁心和SMC铁心的1.5倍和10倍。如图3所示,在饱和磁感应强度方面,3D打印铁心不及M19铁心和50WW470铁心。从微观结构测量出黏结剂喷印铁心的平均晶粒尺寸是SMC的2.5倍。较大的晶粒尺寸可以降低磁滞损耗,因此3D打印铁心在低频下的铁耗较低,不过在高频下,3D打印铁心的损耗较高。此外,Pham等还通过实验设计探究了烧结温度、硼化合物的添加和含硅量对微喷射黏结技术打印的硅钢片性能的影响。研究表明,加入硼化物之后,晶粒尺寸从72μm增加到144μm,磁滞损耗降低约20%,内禀矫顽力降低约14%~22%。硅含量的增加会提高硅钢片的电阻率,从而降低损耗,但是硅含量的提高会牺牲一点饱和磁感应强度。 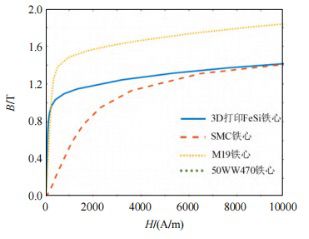
图3 增材制造 FeSi、SMC、M19 以及 50WW470 磁性能对比
Lindner等采用一种高精度的3D丝网打印技术制备硅钢片,将FeSi粉末与粘合剂混合之后,通过一种有开放和封闭网孔的特定掩模压制成形,每打印完一层之后需要经过干燥,全部打印完之后经过热处理去除粘结剂,并进行烧结。测试结果表明,其磁导率可以与商用M330-35A铁心相媲美,但是饱和磁感应强度比M330-35A低,在50Hz、1T的情况下,测得铁耗约为2.6W/kg,是M330-35A的1.34倍。 铁镍系铁心 铁镍系合金材料因具有较低的铁耗,在变压器、电机等电磁设备中得到广泛应用。Mikler等利用激光工程净成形技术制备了Ni-15Fe-5V和Ni-15Fe-5Mo软磁合金,和传统工艺制备的Ni-11Fe-6V和Ni-17Fe-4Mo相比,其具有更大的矫顽力和饱和磁化强度。由于存在细小的孔隙、未熔化的颗粒和其他杂质等微观结构缺陷,导致其矫顽力较大。Zhang等以Fe-80%Ni混合粉末为材料采用激光选区熔化技术制备了软磁铁心,并且详细研究了激光选区熔化技术(selective laser melting,SLM)工艺参数对材料磁性能的影响。测试结果表明,当激光速度较低时,可以获得较大的晶格参数和较小的晶粒尺寸;当扫描速度增加时,饱和磁化强度略有降低。通过优化激光参数可以获得相对较低矫顽力(30~40Oe)和较高饱和磁化强度(80~100emμ/g)的Fe-80%Ni合金。当Ni含量降低到30%时,其矫顽力为75A/m,饱和磁化强度为550Am2/kg。 铁钴系铁心 铁钴系材料与硅钢材料相比具有更高的饱和磁感应强度,通常应用在对重量和体积有严格要求的轻量化航空电器上。在铁钴合金中加入V、Nb、Si等稳定剂可以改善机械和电磁性能。但是铁钴系材料的价格约是传统工艺制备高性能硅钢片价格的100倍,然而3D打印铁钴系材料的价格是未经热处理打印硅钢材料的2倍,3D打印的出现提高了铁钴系材料的性价比。激光选区熔化技术、激光工程净成形技术和3D丝网印刷技术都可以成功制备铁钴系铁心。研究表明,加工之后经过热处理的铁钴系材料的矫顽力从995A/m降低到401A/m,最大相对磁导率从518提高到1615。 如图4所示,目前常用于铁心3D打印的工艺主要是激光选区熔化技术、激光工程净成形技术和微喷射黏结技术。主要研究的对象为铁硅系材料,针对铁镍系和铁钴系材料的研究较少。从磁性能来看,3D打印铁心的最大相对磁导率低于传统铁心,矫顽力较大,高频下损耗问题较为明显,具体数据如表1所示。 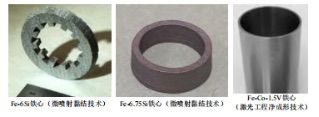
图4 3D 打印的铁心样件
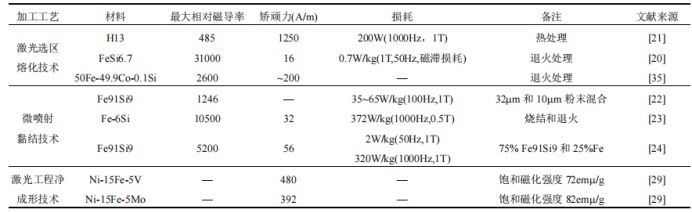
表1 3D 打印铁心性能参数一览表
目前,与传统工艺制造的零件相比,采用增材制造技术的铁心的损耗密度更高,3D打印绕组的电阻率也偏高,这导致3D打印电机铁耗、铜耗较大,电机整体效率偏低。因此,3D打印电机设计的关键技术之一在于如何抑制其损耗,实现效率提升。损耗抑制措施主要有以下两种方式:一是优化激光功率、基底预热温度等加工参数,进行样件退火等后处理;二是利用微观结构设计以及宏观结构优化来降低损耗。总体而言,增材制造技术给了电机更大的设计自由度,让电机功率密度的进一步提升成为可能,虽然现在3D打印电机尚处于早期发展阶段,并且面临着巨大的挑战,但是未来必将在电动汽车、航空航天、舰艇船舶等领域的推进系统中得到广泛的应用。 (责任编辑:admin) |
- 上一篇:高超声速飞行,航空航天的未来之路?
- 下一篇:亚洲市场的增材制造演进方程式