激光增材制造镍基718合金的热力学过程模拟及实验验证
时间:2023-11-30 09:29 来源:多尺度力学 作者:admin 点击:次
激光熔覆在金属构件定制制造、再制造和修复方面具有广阔前景,但是激光熔覆增材制造技术在加工过程中频繁的熔化和凝固不可避免会产生大量残余应力,残余应力的存在往往会导致构件几何形状的差异和最终产品的不合格。Haiyan
Zhao等人采用混合有限元方法对镍基718合金多层熔粉快速成形激光熔覆温度场、残余应力和变形进行了有效预测,并与实验结果进行对照。数值模拟结果与实验结果的残余应力分布、构件变形吻合效果好。在熔覆层附近,残余应力在成形板的横向分力约为373±5
MPa,性质为拉应力,在远离中心点后逐渐减小,直至转化为压应力,残余应力的有限元模拟结果与X射线衍射仪测试结果吻合较好。残余应力引起的基板变形导致基板从零件中部开始发生翘曲,有限元模拟结果与三坐标测量仪测量的实验结果也有较高吻合度。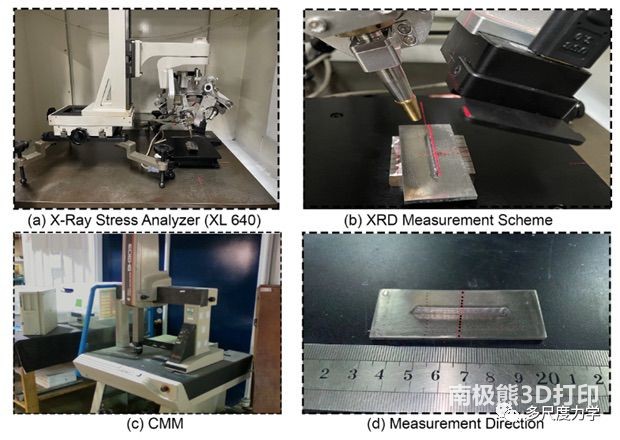
图1 残余应力和变形测量的实验设备及过程图
图1展示了残余应力及零件变形的测量仪器,同时标注了残余应力的测量区域,即图1(d)所示的中间截面。 
图2 混合有限元数值计算方法(a) 加热、冷却循环计算方案.(b)计算时长
图2展示的是不同计算方案在的计算时长。其中混合有限元算法在加热阶段采用显式算法,在冷却阶段采用隐式算法。采用混合有限元算法较单独的显式算法和隐式算法而言能够大幅提高计算效率。 
图3 不同打印层温度曲线(a)第一层.(b)第五层.(c)第八层
图3展示了增材制造过程中不同打印层的温度曲线,可以看到增材制造过程有非常典型的温度循环,且越底层的打印层经历的温度循环越多。 
图4 (a)横向和纵向残余应力.(b)模拟结果实验验证
图4展示了对增材制造过程中不同方向(包括平行于增材制造方向和垂直于增材制造方向)残余应力的模拟,可以看到不同方向的残余应力在大小和分布上均有差异。图4(b)是对数值模拟结果的实验验证,模拟结果于实验结果吻合度高。 
图5 (a)混合有限元算法对变形的模拟.(b)实验结果.(c)实验结果与模拟结果对比
图5展示了混合有限元算法对变形的模拟,数值模拟结果与实验结果高度吻合。 相关研究成果以“Thermomechanical Process Simulation and Experimental Verification for Laser Additive Manufacturing of Inconel ® 718”为题发表在Materials (2023, 16, 2595)上,论文第一作者为Muhammad Qasim Zafar,通讯作者为Haiyan Zhao。 论文链接: https://doi.org/10.3390/ma16072595 (责任编辑:admin) |