昆明理工大学:κ-卡拉胶和L-赖氨酸对黄桃凝胶3D打印性的协同效应
时间:2023-11-23 18:23 来源:FVPRC Talks 作者:admin 点击:次
近期,昆明理工大学果蔬加工与营养健康团队在材料弹性在3D打印过程中的重要性方面取得重要进展,发现在3D打印过程中κ-卡拉胶和L-赖氨酸会发生协同效应影响打印效果,研究成果“The
synergistic effect of κ-carrageenan and l-lysine on the 3D printability
of yellow flesh peach gels: The importance of material elasticity in
the printing process”于2023年11月发表在International Journal of Biological
Macromolecules (IF: 8.2)上。2021级硕士时榕为该论文的第一作者,郭超凡校聘教授为通讯作者。
研究背景 以往研究普遍认为食品凝胶只有粘度与打印挤出的难易程度有关,但食品凝胶还具有弹性特性,除了粘性,弹性也是影响挤出过程的一个重要指标。以前的研究方法采用储能模量和动态粘度结合的方式来描述凝胶的粘弹性,但这些参数不能完全描述其特征,因此需要一种综合评估方法来描述粘性、弹性和粘弹性对3D打印挤出过程的影响。目前很少有报道通过使用L-赖氨酸对κ-卡拉胶凝胶体系进行调节,研究κ-卡拉胶的溶胶-凝胶转变引起的材料粘弹性变化对3D打印性能的影响。本研究主要探索了L-赖氨酸和κ-卡拉胶凝胶对粘弹性行为的协同作用,以及凝胶粘弹性变化对3D打印能力的影响,并为后续的凝胶打印实验提供了理论基础。 内容与结果 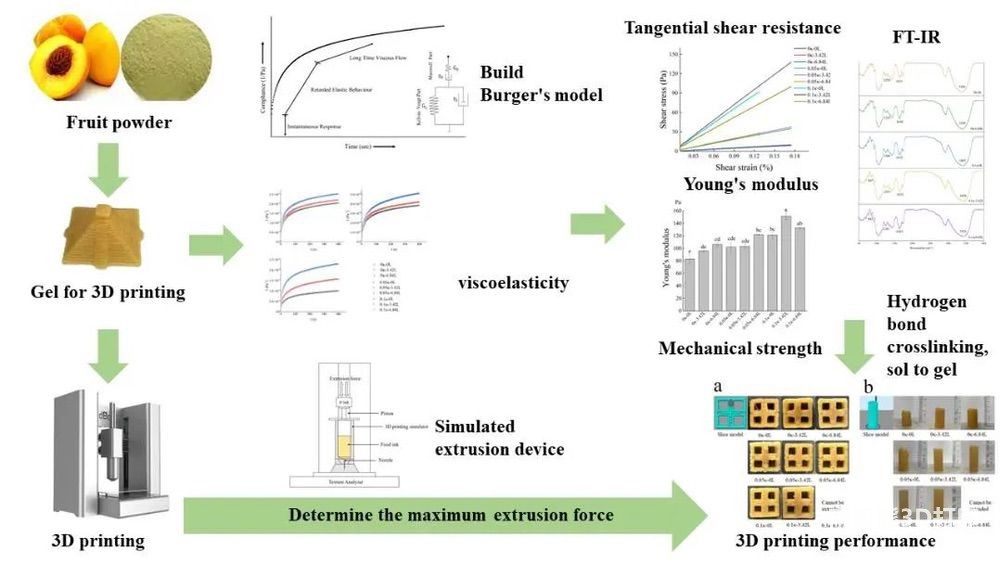
本研究测定了不同κ-卡拉胶和L-赖氨酸混合凝胶浓度黄桃凝胶流变特性,发现样品主要表现出弹性特性(图1)。在高剪切速率下,更多的剪切场被施加到黄桃凝胶系统中,限制了凝胶中大型凝胶网络的顺序,样品的粘度逐渐降低。κ-卡拉胶和L-赖氨酸含量越高,黄桃凝胶的蠕变柔量越低,说明加入混合凝胶后材料的强度变高。在相同的κ-卡拉胶浓度下,加入L-赖氨酸的体系表现出较低的蠕变柔顺性,这说明加入赖氨酸的体系表现出较高的强度,并且会显著改变样品的瞬态弹性和抗变形能力。在0.1 mmol/ml κ-卡拉胶组中,G0值比其他组明显减小,而η0值明显较大,但随着L-赖氨酸的加入而逐渐减小,这说明材料经历了从粘性到弹性的变化,因此粘弹性体系变得更难以变形。但0.1κ-6.84L样品的凝胶强度不是最大的,这可能是加入过量的L-赖氨酸会导致其与κ-卡拉胶中的蛋白质过度交联,凝胶强度下降,凝胶网络更加脆弱。 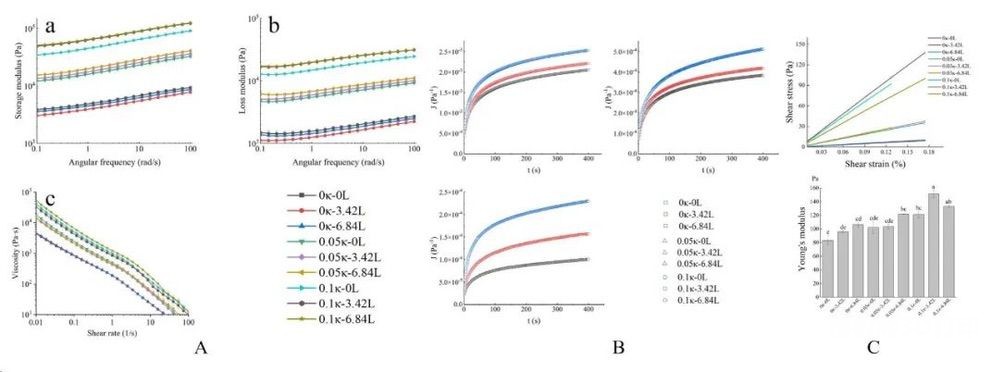
图1 不同凝胶样品的粘度和应变特性(A);蠕变特性(B)及凝胶强度(C)
不同凝胶样品的FT-IR光谱如图2所示,约3400 cm−1处的条带为酰胺A带,与分子内氢键偶联氨基的拉伸有关。与未添加κ-卡拉胶的样品相比,添加κ-卡拉胶的样品的条带全部向右移动。3384 - 3426 cm−1处的吸收带被认为是-OH的拉伸产生的;条带随着凝胶混合物(L-赖氨酸和κ-卡拉胶)的增加略微向右移动。可能是由于κ-卡拉胶和L-赖氨酸的加入,增强了氢键网络,或者是κ-卡拉胶螺旋体外的硫酸产生的大量氢键,从而显示出 -OH峰的右移。黄桃中含有一定量的果糖,其中果糖分子可能通过分子间氢键与κ-卡拉胶分子相连,导致从凝胶从溶胶状态转变为凝胶状态,使凝胶更加稳定更具有支撑性。 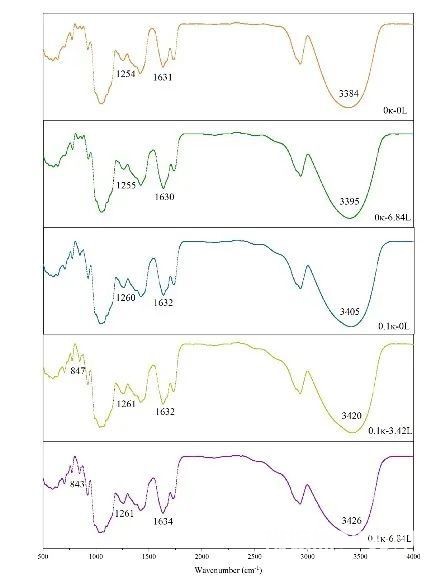
图2 不同凝胶样品的红外谱图
如图3所示,模拟挤压表现为一个压力快速上升的阶段和平稳阶段。随着凝胶混合物(L-赖氨酸和κ-卡拉胶)添加量的增加,粘度随之增加,最大挤压力也出现增加的趋势。仅添加L-赖氨酸的样品之间的最大挤压力没有显著差异,最大挤出压力的结果与样品弹性的趋势相似,这表示样品的弹性与能否成功进行3D打印高度关联。 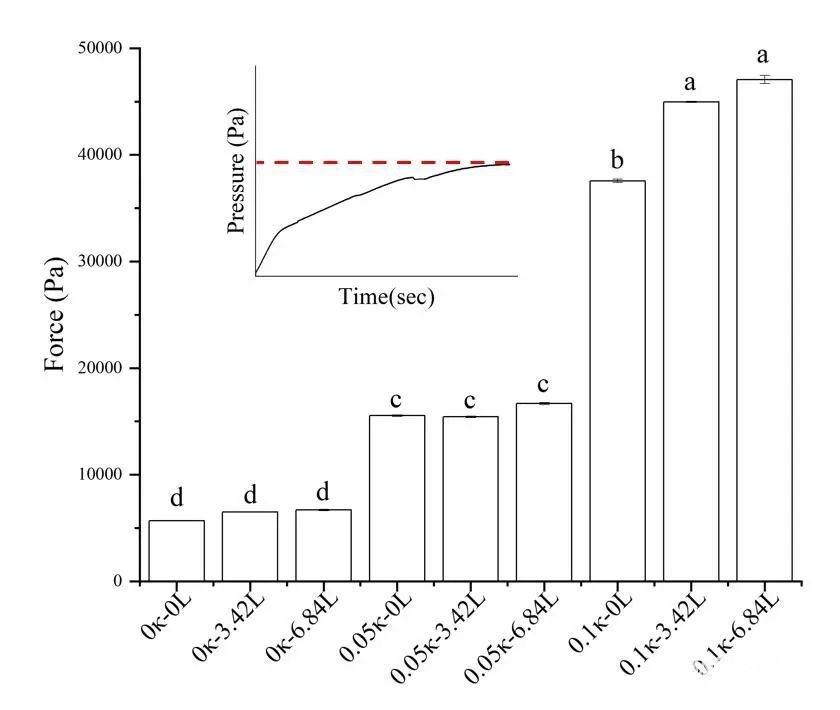
图3 不同凝胶样品的最大挤出力
0.1κ-6.84L样品的凝胶表现出高弹性和粘性,导致在打印过程中无法挤出。如图4所示,样品0.1κ-3.42 L具有最佳的打印性能。随着混合凝胶(L-赖氨酸和κ-卡拉胶)用量的增加,凝胶系统的打印精度进一步提高,稳定性也有所提高,样品表面逐渐变得更加细腻光滑,裂纹更少,边缘更清晰,样品的凝胶强度、杨氏模量、粘度和弹性也有所提高。混合凝胶(L-赖氨酸和κ-卡拉胶)的加入显著提高了样品的打印保真度。 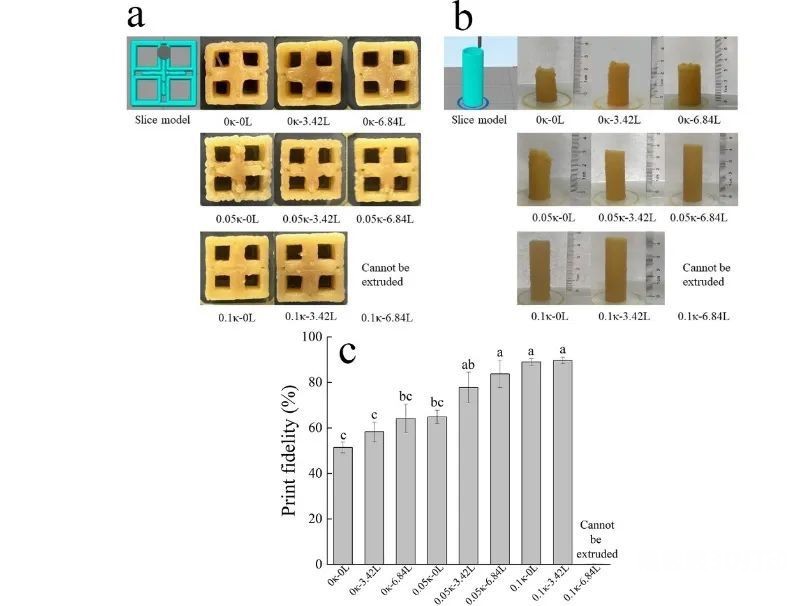
图4 含有不同比例的κ-卡拉胶和L-赖氨酸的黄桃凝胶3D打印样品的视觉外观:(a)打印精度;(b)打印稳定性;(c)打印保真度
结论 本实验结果表明,κ-卡拉胶的加入可以显著提高黄桃凝胶的弹性模量、粘度、凝胶强度和杨氏模量,并相应提高最大挤出压力和3D打印精度。根据Burger模型,当κ-卡拉胶的添加量为0.1mmol/mL时,l-赖氨酸的添加可以通过凝胶内部氢键转变使κ-卡拉胶从溶胶状态转变为凝胶状态,从而增加黄桃凝胶的弹性并降低凝胶内部粘性,提高了最大挤压力,而表观粘度没有显著变化。κ-卡拉胶和L-赖氨酸的最佳添加量分别为0.1 mmol/mL和3.42×10−2 mmol/mL。当L-赖氨酸在此水平上继续添加时,3D打印机无法挤出样品,证明了仅依靠粘度来解释材料可打印性的局限性。本研究证实了基于挤出型的3D打印不仅受材料粘性的支配,材料弹性也起着至关重要的作用。 本研究得到了云南省科技重大专项(202102AE090050和202102AE070024)和云南省基础研究项目(批准号:202301AT070359)的资助。 作者介绍 

原文链接:https://doi.org/10.1016/j.ijbiomac.2023.127920 (责任编辑:admin) |