羟基磷灰石生物陶瓷支架的增材制造
时间:2023-11-21 08:45 来源: TCU115 作者:admin 点击:次
| 第一作者和单位:冯成威 北京理工大学先进结构技术研究所 通讯作者和单位:何汝杰 北京理工大学先进结构技术研究所 原文链接:https://doi.org/10.1007/s40145-020-0375-8 
1.研究背景 近几十年来,生物陶瓷受到了广泛的关注。其中,羟基磷灰石(HA)因其良好的生物相容性,广泛应用于骨组织工程和骨缺损修复中。由于HA优异的骨传导性使其成为骨的人工替代材料,它也可实现骨细胞在其表面粘附、增殖、矿化;也可以用于细胞浸润、血管生成、营养物质运输和代谢废物清除。近年来,多孔HA生物陶瓷支架的制备已采用多种传统制造技术,如聚合物海绵法、冷冻干燥、凝胶铸造等。然而,传统的制造工艺无法准确控制多孔生物陶瓷支架的孔隙率;并且这些传统的技术无法实现复杂形状的骨支架。因此,有必要开发一种先进的生物陶瓷支架制造技术。 增材制造(AM)是通过一层一层添加陶瓷材料来完成的,大大减少了原材料的浪费,无需加工就可以实现复杂形状的陶瓷。此外,AM的独特优势是能够通过计算机建模精确控制生物陶瓷支架的形状和孔隙结构。迄今为止,已经报道了许多用于制备HA生物陶瓷的增材制造技术,如选择性激光烧结(SLS)、选择性激光熔融(SLM)、熔融沉积成型技术(FDM)、3D打印(3DP)、3D凝胶打印(3DGP)、墨水直写(DIW)、数字光处理(DLP)和立体光刻(SLA)。基于光固化技术的AM具有制造成本低、精度高、周期短等优点,已广泛应用于生物陶瓷零件的制造。它通常包括SLA和DLP。SLA适用于所有的陶瓷粉末,它的紫外(UV)光束是逐层扫描的,因此成型速度较慢。DLP的紫外线通过储槽下方的投影设备投射到透明储槽底部,通过控制成型台与储罐底部的距离来保持固定层的厚度,固化后形成陶瓷体。然后利用UV光将每个成型段的形状精确地塑造到印刷表面,因此精度更高,成型速度更快。DLP在制造形状复杂、精度高的大型零件方面具有很大的优势。利用DLP方法还成功制备了磷酸钙、氧化锆等生物陶瓷。然而,影响DLP的因素,包括分散、工艺参数、固含量和烧结温度,还没有清晰完整的分析。 本研究采用DLP技术制备了HA生物陶瓷支架。系统研究了HA生物陶瓷支架制备的关键问题,包括分散性、制备工艺、烧结、力学性能和生物相容性。相信本研究可以为基于DLP技术制备出的生物陶瓷支架在骨组织工程和骨缺损修复方面提供一个全面的视角。 2. 全文速览 本文采用数字光处理(DLP)的3D打印制造技术,制备了羟基磷灰石(HA)生物陶瓷支架。文章中详细讨论了HA生物陶瓷支架的关键问题,包括分散、DLP技术、烧结制度、机械性能和生物相容性。研究得出最佳分散剂用量、固含量和烧结温度分别为2 wt%、50 vol%和1250 ℃。通过研究HA生物陶瓷支架的力学性能和生物相容性,发现采用DLP技术制备的多孔HA生物陶瓷支架具有优异的机械性能和降解性能,具有良好的发展潜力。 3. 实验过程 3.1 原材料 本研究采用DLP增材制造技术制备HA生物陶瓷支架。HA粉末(国药集团化学试剂有限公司)由微米级颗粒和微米级颗粒表面的部分纳米级颗粒组成,如图1。微米级HA颗粒的平均粒径约为8 μm,而纳米级HA颗粒的平均粒径仅为100 ~ 200 nm。采用1,6-己二醇二丙烯酸酯(HDDA)、2-甲基丙烯酸羟乙酯(HEMA)和三甲基丙烷三丙烯酸酯(TMPTA,国药集团化学试剂有限公司)作为树脂单体。HDDA-HEMA-TMPTA复合树脂体系的体积比为6:3:1。采用自由基光引发剂二苯(2,4,6-三甲基苯甲酰)氧化膦(TPO,国药集团化学试剂有限公司)作为光引发剂。分散剂选用Solsperse 17000(中国广州乾安化工有限公司)。 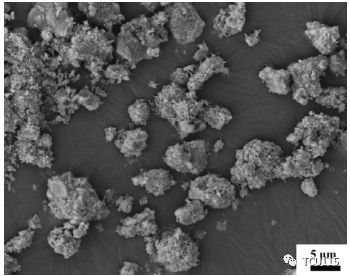
图1 HA粉末的SEM图。
3.2 HA树脂浆料的分散 首先,根据不同的固含量(40 vol%,45 vol%,50 vol%)对HA颗粒和HDDA-HEMA-TMPTA单体进行称重,然后以400 rpm的速度用氧化锆球作为介质球磨6 h。之后,在料浆中加入TPO光引发剂和Solsperse 17000分散剂,继续球磨2 h。TPO的用量为树脂重量的1.5 wt%,Solsperse 17000的用量根据HA粉末质量分别设置为1 wt%、2 wt%和3 wt%。最后得到了不同固含量下分散的HA树脂浆料用于DLP的制备。 3.3 HA生物陶瓷支架的DLP 使用DLP技术打印HA树脂浆料,如图2所示。首先,将三维模型导入打印机。DLP每层厚度设置为25 μm。将浆料倒入罐中,用刀片均匀地涂在玻璃板上。之后,将浆料暴露在紫外光下(波长:405 nm;强度:8000 μW/cm2;第一层曝光时间:35 s;每层曝光时间:8 s),交联形成单层。然后向上移动将浆料重新涂覆在玻璃板上,继续到下一层凝固。经过这些循环,得到了HA生物陶瓷支架。 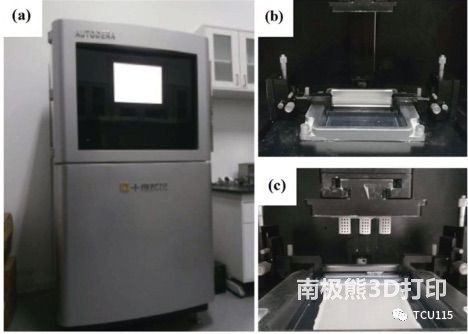
图2(a)DLP设备和(b, c)DLP技术打印出的HA生物陶瓷支架。
3.4 HA生物陶瓷支架的烧结 在N2气氛下对HA支架进行热解,首先将样品以1 ℃/min的升温速率加热至330 ℃,保温60 min,然后以0.2 ℃/min的升温速率加热至650 ℃,保温120 min。去除粘结剂后,继续以0.5 ℃/min的升温速率加热至目标烧结温度,保温120 min。目标烧结温度分别为1200℃、1250℃和1300℃。最后,以1 ℃/min的速度冷却至室温。 3.5 HA生物陶瓷支架的力学性能及生物相容性 HA生物陶瓷的生坯和烧结后的抗弯强度测量是用3 mm × 4 mm × 36 mm(宽×高×长)的条状样品通过机械试验机(Instron Legend 2367 testing system, USA)进行三点弯曲试验测量。在5 mm × 12.5 mm(直径×高)圆柱体上,以0.05 mm/min的十字头速度在室温下测定了HA生物陶瓷的生坯和烧结后的抗压强度;在室温下以0.05 mm/min的十字头速度测量复合形状支架的压缩强度。最少测试五个样本以获得平均值。 在Tris-HCl溶液中进行了HA生物陶瓷支架的体外测试。首先,将HA支架在37 ℃的Tris-HCl溶液中浸泡。在浸泡1、2、3、4周后,用pH计测量pH值。然后用去离子水和无水乙醇清洗HA支架,在60 ℃烘箱干燥1天,称重。根据浸泡前后的质量计算HA支架的失重情况。 3.6 其他表征测试 HA树脂浆料粘度的测定是在中国平轩科学仪器有限公司的实验中进行的。采用旋转流变仪(MCR301, Anton Paar GmbH, Germany)测定HA树脂浆料的流变性能。通过热重和差热分析(TG-DTA 6200, Seiko, Japan)确定粘结剂的去除行为,加热速率为2 ℃/min,加热温度为800 ℃。用阿基米德法测定了去离子水中的相对密度。采用X射线衍射(XRD, Bruker D8 Advance, Germany)对不同温度下热解后的陶瓷的晶相进行了表征。利用扫描电子显微镜(SEM, JSM-7500F, JEOL, Japan)观察微观结构。 4. 图文解读 固含量保持在45 vol%不变,Solsperse 17000分散剂的用量分别为1 wt%、2 wt%和3 wt%。如图3(a)所示,HA树脂浆液均表现出剪切稀化特征。当Solsperse 17000分散剂用量为1 wt%时,粘度均高于分散剂用量为2 wt%和3 wt%时的粘度,其原因是分散剂用量很小时,HA生物陶瓷颗粒未被分散剂有效改性。由于布朗运动产生的陶瓷颗粒发生碰撞,导致未吸附分散剂的陶瓷颗粒粘附团聚,因此HA树脂浆料的稳定性较差。分散剂用量增加,有利于增加HA颗粒表面的覆盖度。分散剂在浆料中容易形成网状结构,在HA颗粒表面形成一层有机保护膜,防止颗粒相互碰撞。因此,获得了稳定且分散良好的HA树脂浆料。但HA颗粒表面的吸附达到饱和,分散剂用量过高,多余的分散剂分子和游离分散剂分子会在颗粒间的框架内。容易引起絮凝,使体系稳定性降低,从而导致HA树脂浆料粘度增加。分散剂在HA颗粒表面的吸收状态如图3(a)所示。因此,当分散剂用量为1 wt%时浆料的粘度小于分散剂用量为2 wt%时的粘度。添加3 wt%分散剂的浆料粘度与2 wt%的浆料粘度基本相同。由于分散剂用量过大(3 wt%),聚合物链过长相互缠绕在一起,形成了一个混合聚合物网络,因此导致了更高的粘度。剪切离心力进一步增大,较大的剪切离心力使陶瓷颗粒与分散剂聚合物之间的锚固键断裂,陶瓷颗粒表现出疏水性和剪切变薄行为。因此,综合考虑分散剂的粘度和流变性能,分散剂的最佳用量为2 wt%。 在分散剂用量选择为2 wt%后,进一步研究固含量对HA树脂浆料粘度的影响,如图3(b)所示。在粘结剂去除和烧结过程中,低固含量会引起大的收缩变形、不可避免的裂纹和缺陷。因此,为了获得最高的相对密度和力学性能,认为有必要尽可能地获得具有最高固含量和最佳流变行为的HA树脂浆料。在本研究中,HA树脂浆料的固含量分别设置为40 vol%,45 vol%,50 vol%。从图3(b)中,可以明显发现HA树脂浆料的粘度顺序为:40 vol% < 45 vol% < 50 vol%。随着固含量的增加,浆料中陶瓷颗粒数量增多,树脂用量减少。因此,HA树脂浆料之间的内摩擦增大,最终导致粘度变大。结果表明,固含量为40 vol%的浆料粘度较低,是后续制备的最佳浆料。因此,考虑其对强度和微观结构的影响,如何选择HA树脂浆料的最佳固含量还有待进一步探讨。 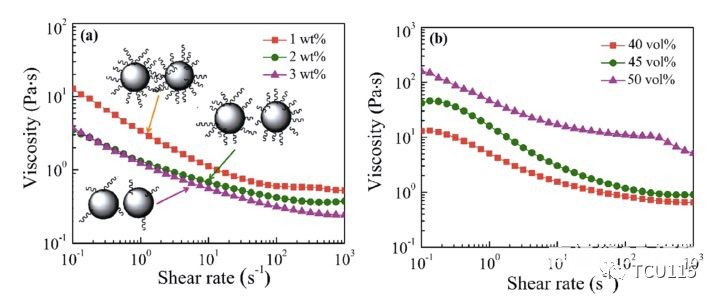
图3 (a)固含量45 vol%时分散剂用量对HA树脂浆液粘度的影响和(b)分散剂用量2 wt%时固含量对HA树脂浆液粘度的影响。
图4(a)为HA生物陶瓷支架3D模型,图4(b)为HA生物陶瓷支架。研究了采用DLP技术制备的HA生物陶瓷的生坯强度(弯曲强度和压缩强度)。详细讨论了Solsperse 17000分散剂用量和固含量对生坯强度的影响。 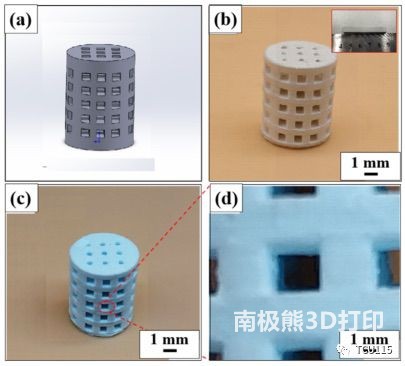
图4 HA生物陶瓷支架照片:(a)3D模型,(b)HA生物陶瓷支架,(c)烧结后的支架;(d) (c)的放大照片。
当固含量为45 vol%时,分散剂用量对生坯强度的影响如图5所示。结果表明,随着分散剂用量的增加用DLP技术制备的HA生物陶瓷生坯的抗折强度和抗压强度均呈先增大后减小的趋势。分散剂用量为2 wt%时,生坯的抗弯强度和抗压强度均达到最高值,分别为27.8 MPa和161.9 MPa。生坯强度高,便于进行后续的运输和烧结。因此,HA树脂浆的最佳分散剂用量为2 wt%。 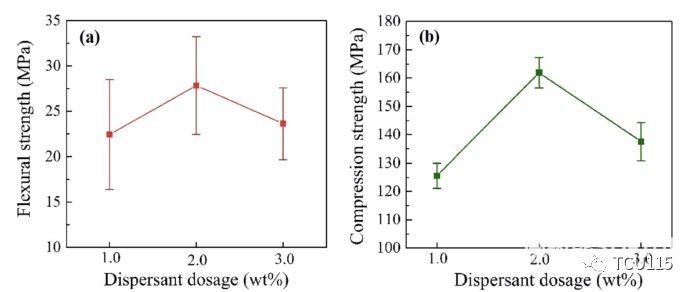
图5 分散剂用量对HA生物陶瓷生坯(固含量:45 vol%)抗弯强度(a)和抗压强度(b)的影响。
在确定最佳分散剂用量为2 wt%后,进一步探讨固含量对HA树脂浆料生坯的抗弯强度和抗压强度的影响,如图6所示。在40 vol%、45 vol%和50 vol%浆料中,HA生物陶瓷生坯的抗弯强度分别为36.5、27.8和25.4 MPa,如图6(a)所示。随着固含量的增加,HA生坯的强度相应降低。这一现象与图3所示的固含量对HA树脂浆料粘度影响的结果高度一致。研究发现,高固体含量的浆料具有较高的粘度。高粘度通常导致HA树脂浆料分散较差,生坯组织不均匀。如图6(b)所示,40 vol%、45 vol%和50 vol%浆料中生坯的抗压强度分别为144.6 MPa、161.9 MPa和145.5 MPa。随着固含量的增加,生坯的抗压强度先增大后减小。随着固含量的增加,生坯中耐压固体颗粒增多,压缩强度提高。但随着固含量的进一步增加,生坯的均匀性变差,压缩强度反而下降。当固含量为45 vol%时,其抗压强度最高,为161.9 MPa。结果表明,HA树脂浆料的固含量为45 vol%。 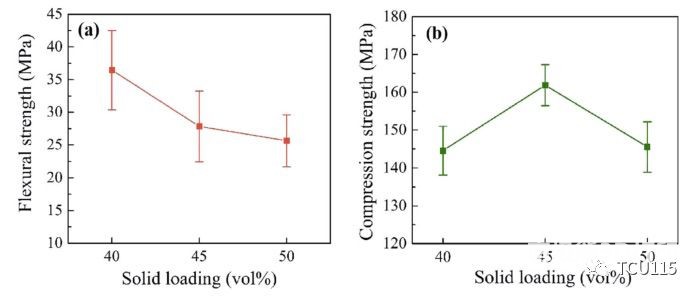
图6 固含量对HA生物陶瓷生坯(分散剂用量为2 wt%)的抗弯强度和抗压强度的影响。
在陶瓷支架中,必须先燃烧掉生坯中的聚合物,包括树脂和分散剂。与传统的胶态处理技术相比,HA树脂浆料中的聚合物更多,导致粘结剂去除行为更加复杂。通过室温至800 ℃的DTA-TG分析,分析了HA生物陶瓷生坯的聚合物烧蚀行为,如图7(a)所示。我们发现即使是由HEMA-HDDA-TMPTA复合树脂单体组成的树脂体系,TG曲线也只有一个主要的大失重峰。究其原因,应该是这三种树脂单体的化学成分几乎相同,分子结构相似。330 ℃之前,失重率很小,仅为2.59%,主要原因是体系中分子水、未交联树脂单体等低油点小分子的挥发。当温度升高到330 ℃时,树脂失重速率呈指数级增加,导致DTA曲线出现明显的放热峰。当温度达到480℃时,剧烈热分解接近完成失重率高达96.26%。当温度进一步升高时,TG曲线变得平缓,重量损失变得很小。由于在330 ~ 480 ℃之间热分解剧烈,重量损失大,应在非常缓慢的加热速率下,以避免缺陷和裂纹,这主要是由于粘结剂去除过程中大量气体引起的较大内应力引起的。由于部分交联度较高的大分子基团的热分解,TG曲线在480 ~ 650 ℃之间出现了2%左右的失重,DTA曲线出现了放热峰。之后TG曲线趋于水平,不再发生分解反应。因此,采用DLP技术制备的HA生物陶瓷支架的烧结方案如图7(b)所示。 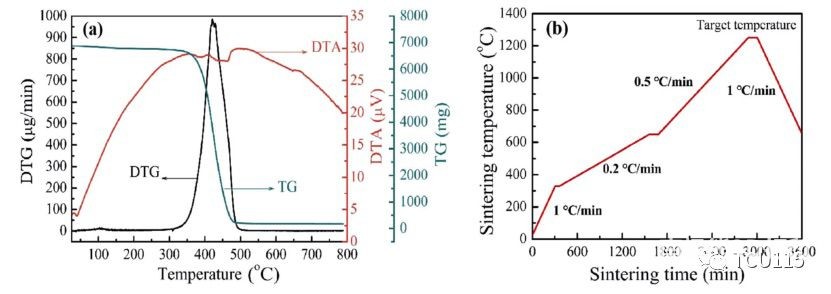
图7(a)HA生物陶瓷支架的DTA-TG曲线和(b) HA生物陶瓷支架的烧结制度。
表1列出了相对密度、平均收缩率、抗弯强度和抗压强度。首先设定烧结温度为1200℃,研究固含量对烧结HA生物陶瓷相对密度、平均收缩率、抗弯强度和抗压强度的影响。图8(a)显示了固含量对HA生物陶瓷相对密度和平均收缩率的影响。烧结温度为1200℃时,40 vol%、45 vol%和50 vol%固含量下HA生物陶瓷的相对密度分别为63.5%、66.6%和68.3%,适用于医疗领域。在40 vol%,45 vol%和50 vol%固含量下,HA生物陶瓷的收缩率分别为18.7%,17.2%和14.8%。结果表明,随着固含量的增加,相对密度增大,收缩率减小;浆料中陶瓷颗粒的数量增多,因此HA生物陶瓷的相对密度相应增大,收缩率反而减小。图8(b)进一步显示了固含量对HA生物陶瓷支架的抗弯强度和抗压强度的影响。在40 vol%,45 vol%和50 vol%固含量下,HA生物陶瓷的抗弯强度分别为7.5 MPa,10.0 MPa和12.9 MPa,抗压强度分别为9.3 MPa、12.0 MPa和12.5 MPa。 HA生物陶瓷的抗压强度随着固含量的增加而增加,这也与相对密度随固含量的增加而增大有关。这些结果可以通过微观组织观察进一步确定。图9为不同固含量的生物陶瓷的SEM图。随着固含量的增加,固体陶瓷颗粒增多,孔隙减少。因此,相对密度、抗弯强度和抗压强度增加,收缩率相应降低。为了使HA生物陶瓷能应用于临床,其强度必须满足外科手术的要求;因此,HA树脂浆料的最佳固含量为50 vol%。 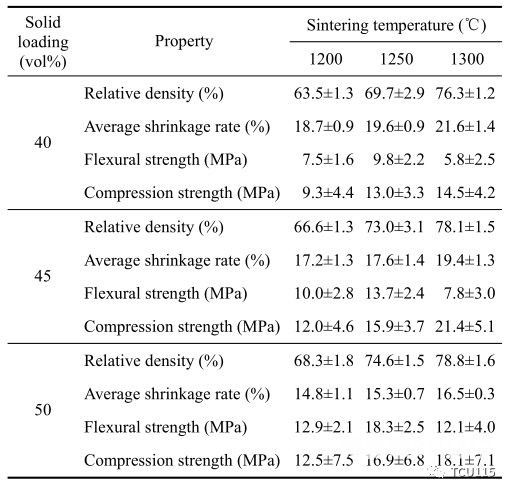
表1 烧结后HA生物陶瓷的相对密度、平均收缩率、弯曲强度和压缩强度
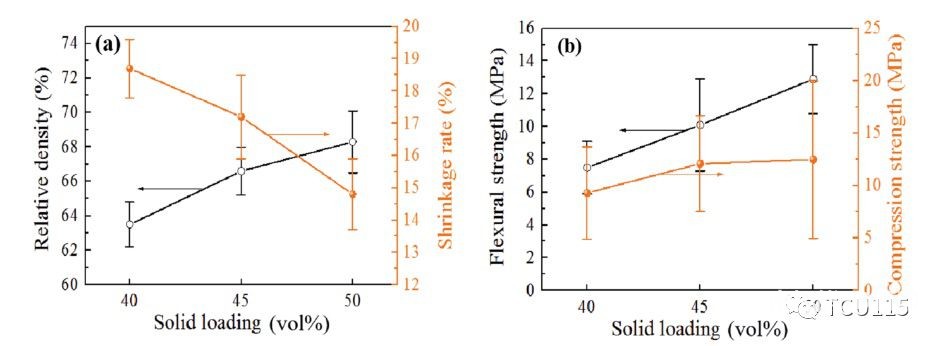
图8 固含量对(a)相对密度和平均收缩率以及(b)抗弯强度和抗压强度(烧结温度:1200℃)的影响。
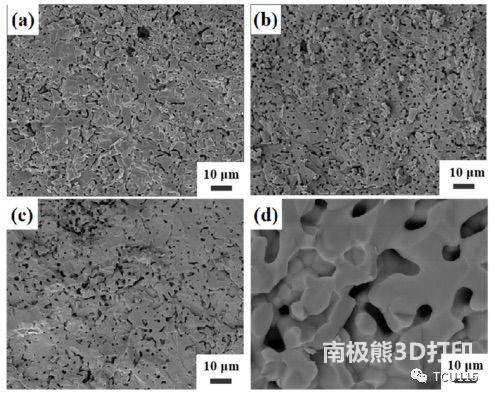
图9 1200 ℃烧结HA生物陶瓷的SEM图:(a) 40 vol%, (b) 45 vol%, (c)50 vol%,(d)(c)的高放大倍数。
图10为固含量为50 vol%时,烧结温度对烧结生物陶瓷的相对密度、收缩率、抗弯强度和抗压强度的影响。如图10(a)所示,相对密度和收缩率随着烧结温度的升高而增加。这是由于随着烧结温度的升高,陶瓷颗粒更加聚集,陶瓷的密度增大。图11为不同温度烧结HA生物陶瓷的SEM图。结果表明,随着烧结温度的升高,陶瓷孔隙数量减少,结构更致密。显微结构观察结果与图10所示的相对密度结果吻合良好。随着烧结温度的升高,抗弯强度先升高后降低,而抗压强度始终升高(图10(b))。通过XRD分析烧结过程中的相变化,可以进一步探讨产生这些结果的具体原因。 讨论了烧结温度对相组成和相变的影响。除了目标烧结温度外,还对原料和800℃烧结的HA生物陶瓷进行了研究。图12为HA粉末和不同烧结温度(800、1200、1250、1300℃)下HA生物陶瓷的XRD谱图。对于原料粉末,只有从XRD图谱上观察到HA的特征峰。通常,纯化学计量(Ca原子和P原子的摩尔比,Ca/P = 10/6)HA粉体的合成是非常困难和具有挑战性的,总存在少量不可避免的非化学计量(Ca/P < 10/6) HA粉体。然而,在XRD图谱中未检测到微量非化学计量的HA相。对于800℃烧结的HA生物陶瓷,发现β-TCP峰相对较弱,表明发生了从HA到TCP的相变。这是由于热诱导相变由非化学计量(Ca/P < 10/6) HA相转变为β-TCP相,从而产生了图7(a)所示的放热峰。 

如图10(b)所示,在1200℃、1250℃和1300℃烧结的HA生物陶瓷的抗弯强度分别为12.9 MPa、18.3 MPa和12.1 MPa。抗弯强度随烧结温度的升高先升高后降低。这是因为烧结温度从1200℃升高到1250℃时,致密化更加明显;然而,相变反应也变得更明显(图12)。通常,由于HA相与β-TCP相的热膨胀系数不匹配,相变会导致不可避免的裂纹。图13显示了1300℃烧结HA生物陶瓷中存在的典型裂纹,甚至粒子之间都有明显的裂缝。这些裂缝导致抗弯强度呈下降趋势。值得注意的是,抗压强度受裂缝影响较小。在1200℃、1250℃和1300℃烧结的HA生物陶瓷抗压强度分别为12.5 MPa、16.9 MPa和18.1 MPa。抗压强度随着烧结温度的升高而升高,这是因为相对密度相应增大。同时考虑弯曲强度和压缩强度,本研究选择的最佳烧结温度为1250℃。 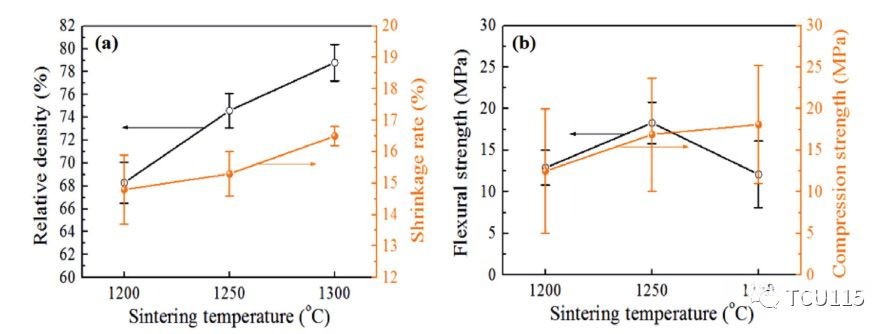
图10 烧结温度对(a)相对密度和收缩率以及(b)弯曲强度和压缩强度(固含量:50 vol%)的影响。
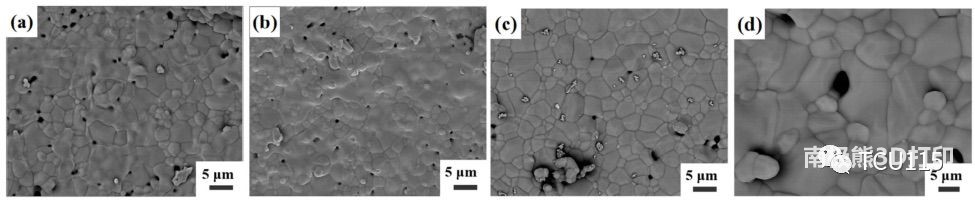
图11 HA生物陶瓷(固含量:50 vol%)的SEM图像:(a)1200℃,(b)1250℃,(c)1300℃;(d)(c)的高放大倍数。
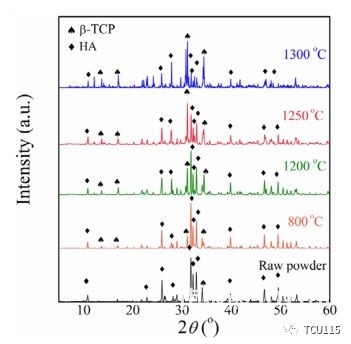
图12 HA原粉和HA生物陶瓷的XRD谱图
图4(a)为HA生物陶瓷支架的3D模型。采用螺旋千分尺测量不同固含量下,采用DLP技术制备的HA生物陶瓷支架的定向尺寸(多孔支架结构的高度、直径和孔径),如表2所示。支架的设计高度、直径和孔径分别为12.0 mm,10.0 mm和1.0 mm。HA生物陶瓷支架的高度、直径和孔径值与图8和图10的收缩率结果吻合较好。50 vol%固含量的浆料制备出的HA生物陶瓷支架表现出最佳的形状保持能力,这进一步说明HA树脂浆料的最佳固含量为50 vol%。此外,图4(c)和图4(d)为烧结HA生物陶瓷支架的光学显微镜图片,可以观察到HA生物陶瓷支架保持了较高的制造精度和质量。 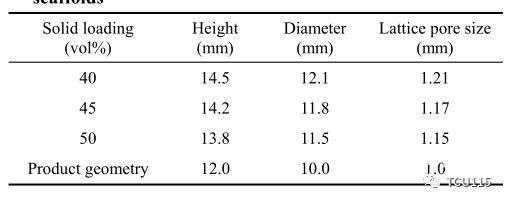
表2 HA生物陶瓷支架的方向尺寸
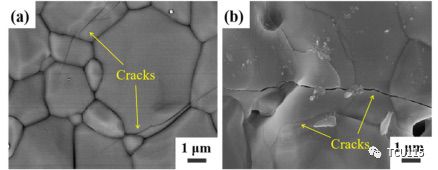
图13 1300 ℃烧结(固含量:50 vol%) HA生物陶瓷的SEM图:(a, b)不同位置的裂纹。
在室温下,以0.05 mm/min的十字头速度测量HA生物陶瓷支架的抗压强度。在本研究中,总孔隙率为HA生物陶瓷的微观结构孔隙率和支架结构的晶格孔隙率之和。表3列出了来自不同固含量的HA生物陶瓷支架的总孔隙率和抗压强度。由于HA生物陶瓷的相对密度不同,在考虑材料孔隙率和结构孔隙率的情况下,测量并计算了总孔隙率。在40 vol%, 45 vol%和50 vol%固含量的浆料中,HA生物陶瓷支架的总孔隙率分别为54.52%,52.41%和49.32%。变化趋势与材料的相对密度结果和设计孔隙率非常吻合。图14显示了不同固含量浆料的HA生物陶瓷支架的压缩强度-压缩应变曲线。采用断裂时的最大载荷计算每种条件下的抗压强度。因此,在40 vol%、45 vol%和50 vol%固含量的浆料中,HA生物陶瓷支架的抗压强度分别为1.45、1.76和1.92 MPa(表3)。该抗压强度范围内的多孔生物陶瓷支架适用于医疗应用。此外,HA生物陶瓷支架的抗压强度值与人的松质骨的抗压强度值(~1.9 MPa)相近,表明DLP制备的HA生物陶瓷支架具有良好的临床应用潜力。在压缩过程中,出现了典型的压缩破坏模式,包括脆性断裂和破碎。图15(a)显示了HA生物陶瓷支架在压缩载荷下的变形过程。生物陶瓷支架在压缩作用下的破坏机制有4个典型阶段,如图15(b)所示:(Ⅰ)压缩:在轴向压缩荷载作用下,支架变得致密,压缩荷载达到第一个峰值;(Ⅱ)膨胀:支架腰部部分膨胀,压缩荷载缓慢下降,然后负荷再次增加;(Ⅲ)剪切:荷载达到最大值后,发生剪切脆性断裂,脚手架被压碎;(Ⅳ)倒塌:脚手架被压成碎片,负荷下降。HA生物陶瓷支架表现出与骨组织相似的强度和负荷条件下的行为,可用于实际临床应用。 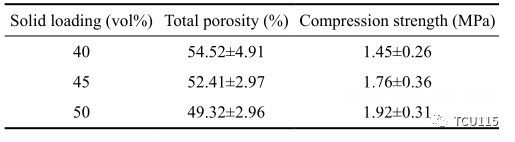 表3 1250℃烧结HA生物陶瓷支架的总孔隙率和抗压强度 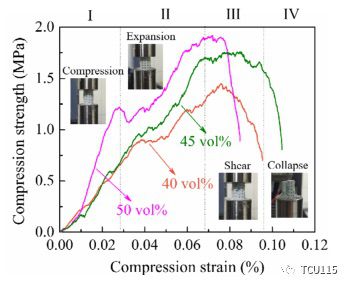
图 14 1250℃烧结HA生物陶瓷支架的压缩强度-应变曲线
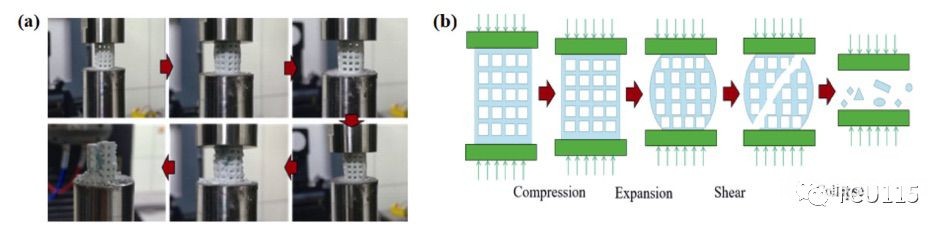
图15 (a) HA生物陶瓷支架在压缩荷载下的变形过程和(b)破坏机制。
通过测试不同浸泡时间下Tris-HCl溶液pH值的变化来评价HA生物陶瓷支架的体外行为。Tris-HCl溶液的pH值变化如图所示16,Tris-HCl原液pH值为7.5。HA生物陶瓷支架在溶液中浸泡不同周后,检测溶液pH值的变化。随着浸泡时间的增加,溶液的pH值也相应增加。浸泡三周后pH值可达8.2。但pH值在3 ~ 4周内基本保持不变。原因是在Tris-HCl溶液中HA溶解时PO43-与H+的螯合作用。图16还给出了不同浸泡时间下HA陶瓷支架的失重值。浸泡两周后,陶瓷支架的重量损失值达到11.2%,浸泡两周后,陶瓷支架的重量损失显著增加。3 ~ 4周失重值基本保持不变(11.9% ~ 12.2%),与pH值结果吻合较好,浸泡4周后失重值为12.2%。已知多孔HA生物陶瓷具有一定的降解行为,且随着浸泡时间的增加,多孔HA生物陶瓷支架的失重率增加。在Tris-HCl溶液中的腐蚀过程中,HA生物陶瓷表面的钙、磷离子溶解并与溶液中的离子交换,达到平衡状态。随着降解和离子交换过程的进行,HA生物陶瓷内部的离子逐渐参与反应。多孔HA生物陶瓷支架降解速率先快后慢,最终趋于稳定。众所周知,适当的降解速率可以保持多孔HA生物陶瓷支架的初始力学性能,并为骨细胞的生长提供足够的时间。因此,多孔HA生物陶瓷支架的减重表现出优异的降解性能,在骨组织工程中具有良好的应用潜力。 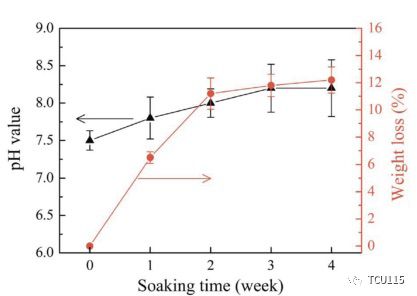
图16 Tris-HCl溶液pH值变化及HA陶瓷支架失重情况。
5. 结论 本研究采用基于DLP的增材制造技术制备了HA生物陶瓷支架。对HA树脂浆料的分散、DLP制备工艺、HA生物陶瓷支架的烧结以及HA生物陶瓷支架的力学性能和生物相容性进行了研究和讨论。以Solsperse 17000为分散剂,得到高分散性的HA树脂浆料。最佳分散剂投加量为2 wt%,固含量为50 vol%,烧结温度为1250℃。采用DLP技术制备的HA生物陶瓷支架保持了高制造精度和质量。通过研究HA生物陶瓷支架的力学性能、生物相容性、抗压强度和降解性能,得出HA生物陶瓷支架具有良好的骨组织工程应用潜力。综上所述,基于DLP的增材制造技术可用于制备HA生物陶瓷支架,并且在骨组织工程中具有良好的临床潜力。值得注意的是,未来应该对其制备和生物相容性进行更详细的研究,特别是体内和体外试验。 6. 文章链接 Chengwei Feng ,Keqiang Zhang ,Rujie He ,Guojiao Ding ,Min Xia ,Xinxin Jin ,Chen Xie.Additive manufacturing of hydroxyapatite bioceramic scaffolds: Dispersion, digital light processing, sintering, mechanical properties, and biocompatibility[J].Journal of Advanced Ceramics, 2020, 9(3):14. DOI:10.1007/s40145-020-0375-8. 原文链接:Additive manufacturing of hydroxyapatite bioceramicscaffolds Dispersion, digital light processing, sintering,mechanical properties, and biocompatibility.pdf (责任编辑:admin) |