光学相干成像技术在激光加工过程实时监测与控制中的应用研究进展
时间:2023-10-04 12:31 来源:3d科学谷 作者:admin 点击:次
在过去的几十年里,金属增材制造-3D打印的日益成熟正在吸引高价值行业直接用于生产制造,而金属零件生产的两个主要工艺是激光粉末床熔融 (PBF-LB/M) 和激光束定向能量沉积技术 (DED-LB/M)。尽管这些技术取得了许多进步,但该过程的高度动态特性经常导致缺陷的形成。
近年来,通过自适应过程控制获得“打印即成功”的结果,这样的解决方案获得越来越多的关注。用于激光增材制造的原位监测技术也得到了不同程度的发展。例如,光学相干层析成像(OCT) 技术允许检查零件表面并解读加工参数的影响和理解扫描策略对表面粗糙度的影响,是一种在激光增材制造领域有应用潜力的新型原位检测技术。随着这些过程监测系统对激光金属增材制造的进一步探索,人工智能-机器学习算法很可能被用于辅助样本的分类和预测。
本期谷.专栏文章,对光学相干成像技术进行了系统介绍,并介绍了该技术在激光增材制造过程实时监测与控制中的应用。
激光加工技术,主要包括激光焊接、激光增材和激光减材(切割、清洗、打孔等),具有高加工质量、效率、非接触等优点,在航空航天、生物医疗、通讯电子等领域应用广泛。随着产品精度与性能要求的逐渐提升,对激光加工的精度、效率及可控性提出了更高要求。因此,激光加工过程实时监测及调控成为了当前的研究重点。相比于传统的光声热电传感监测,光学相干成像技术可以与激光束同轴耦合,从而直接获取激光加工结构的尺寸和形貌特征,具有高成像速度、高测量分辨率以及长测量范围等优点,被广泛应用于激光加工过程实时监测中。 西安交通大学的研究团队在《光学相干成像技术在激光加工过程实时监测与控制中的应用研究进展》一文系统介绍了光学相干成像系统的基本组成、成像原理,在此基础上综述了光学相干成像技术在激光焊接、激光增材制造和激光减材制造实时监测与控制中的应用。最后,归纳了目前光学相干成像技术在激光加工过程监测中存在的不足和发展趋势,为激光加工过程实时监测与控制的研究工作提供了坚实基础和发展方向。
I 01「OCT系统组成」
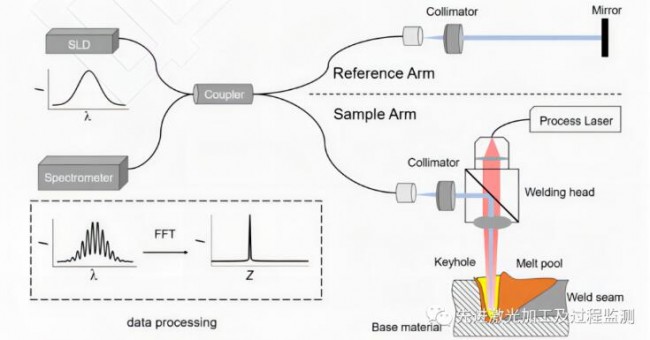
OCT(optical coherence tomography)熔深监测系统通过将样品光和激光焊接光路进行同轴耦合,根据宽谱光源的相干性来获取匙孔深度信息。主要包括超辐射发光二极管SLD,光纤耦合器,参考臂,样品臂和光谱仪等部分。其中,参考臂由偏振控制器,光纤准直器,色散补偿片,反射镜等构成,样品臂通过光纤准直器与激光焊接光路进行同轴耦合,使得样品检测光与加工激光中心同轴对准,以便在焊接过程中进入匙孔底部对深度进行测量。 根据不同的传热模式和是否产生小孔,激光焊接分为热导焊和深熔焊。热导焊仅在金属材料表层发生熔化,形成熔池;当激光功率密度达到一定阈值时,金属材料表层发生气化,熔池在气化反冲压力的作用下向下凹陷形成深熔小孔,这种焊接模式被称为深熔焊,是激光焊接领域主要采用的焊接模式,OCT技术路线做熔深检测时仅适用于深熔焊。 I 02「OCT成像原理」
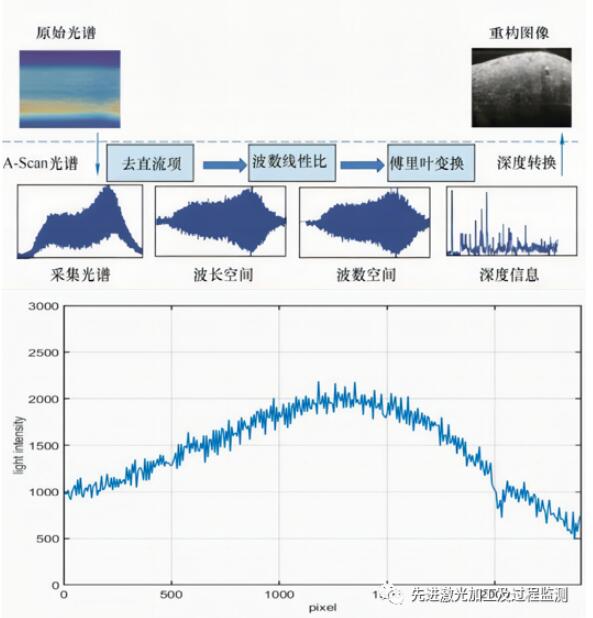
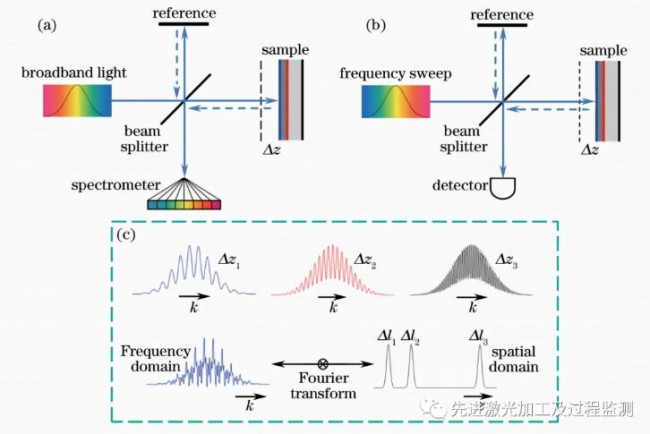
光的干涉指的是;当几列光波在空间相遇时,部分光波叠加区域光强始终得到加强,而某些叠加区域光强始终被削弱,从而发生稳定的强弱分布的现象。 谱域OCT检测系统主要是通过分析采集到的干涉频谱来获取深度信息。在理想状态下,采集到的光谱信号应该是延 Z 轴方向排列的 n 个高斯峰,高斯峰的宽度即为该系统的轴向分辨率,具有不同的反射率和深度的响应点对应一个高斯峰,干涉光经过光谱仪的光栅后,分布在线阵CCD 上,根据定标得到的 CCD 像素点对应的波数关系,利用快速傅里叶变换得到不同的干涉光谱对应的深度信息,再利用扫描振镜控制扫描镜头沿 X、Y 轴方向移动即可得到表面轮廓的三维信息。 I 03「OCT系统性能指标-关键参数-轴向分辨率」
线阵 CCD 采集到光谱强度是沿 z 轴方向排列的高斯峰,不同的高斯峰代表了具有不同深度的反射点(测量点),当两个不同波长的高斯峰极点距离小于高斯峰的半高长度时,在图像上会表现为一个两者叠加的高斯波形,此时便无法区分这两个高斯峰所代表的对应点。所以一般将光谱信号进行傅里叶变换后的半峰宽作为 OCT 系统的轴向分辨率。 一般采用光源中心波长为 850nm,光源半极值全宽度为 40nm 则系统理论轴向分辨率为 8µm,但实际搭建的OCT 系统受到色散等因素的影响,实际轴向分辨率要大于理论计算的数值。 I 04「OCT系统性能指标-关键参数-横向分辨率」
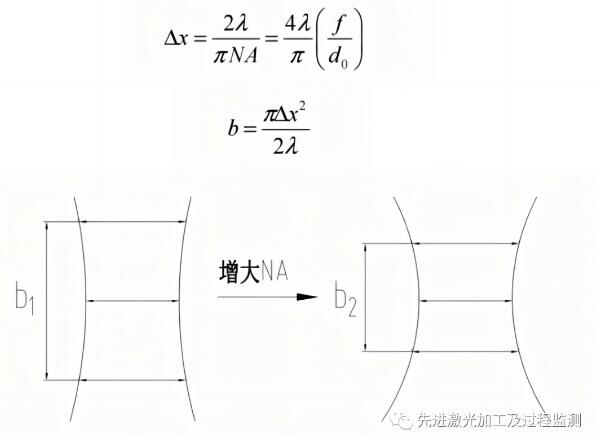
OCT 系统的横向分辨率独立于轴向分辨率,横向分辨率主要取决于聚焦物镜的数值孔径和投射到待测物表面的光斑的尺寸。其中△x 为分辨率,f 为聚焦物镜焦距,d0 为物镜通光口径、入 为波长,NA为数值孔径,b 表示焦深。从公式可以看出,通过增大焦距、降低物镜通光口径、增大数值孔径NA,可以提高横向分辨率。但在实际搭建时,需要考虑聚焦光学系统的焦深。当光学系统焦深减小,即聚焦光学系统的有效工作深度会减小,如图所示,当部分待测物不在焦深范围内时,光学系统采集到的图像横向分辨率较差,所以在实际搭建 OCT 系统的过程中需要根据工作要求合理选择系统参数。 (责任编辑:admin) |