采用激光粉末床熔合控制哈氏合金的晶体结构和力学性能
时间:2022-11-28 08:55 来源:3D科学谷 作者:admin 点击:次
金属增材制造 (Additive Manufacturing, AM) 技术可以生产任意三维形状的金属/合金材料,包括不锈钢、铝合金、钛合金、镍基高温合金等。激光粉末床熔合 (Laser Powder Bed Fusion, LPBF) 作为一种典型的金属 AM 工艺,具有冷却速度快、温度梯度大等特点,因此吸引了研究者们的广泛关注。 由于针对增材制造相关工艺参数对晶体结构的影响及其与力学性能关系研究还不够系统,因此来自日本大阪大学的 Takayoshi Nakano 教授团队联合日本川崎重工业株式会社技术研究所的 Shinya Hibino 研究员在 Crystals 发表了文章,研究考察了不同 LPBF 工艺参数对典型镍基固溶强化合金哈氏合金晶体结构和力学性能的影响,讨论了微观熔体单元的微观组织演变。本研究为合成具有目标微观组织特征和相关性能的金属材料,提供了最佳的LPBF工艺参数探究指南。
论文链接:https://www.mdpi.com/2073-4352/11/9/1064
作者采用 LPBF 工艺制备了哈氏 X 样品,并利用场发射扫描电子显微镜 (Field-Emission Scanning Electron Microscopy, FE-SEM) 和粒度分析仪 (Mastersizer 3000) 测定了粒径分布 (图 1),此外还采用粉末流变仪 (REVOLUTION Powder Analyzer, RPA) 测量了粉体的流动性。
本研究还对材料的微观结构进行了表征,包括利用 FE-SEM 所配备的电子背向散射衍射 (Electron Backscatter Diffraction, EBSD) 对结晶结构进行识别,利用 HKL Channel 5 分析软件获得反极图 (Inverse Pole Figure, IPF)、极图、晶界图和欧拉角。作者对材料进行机械性能测试时使用了基于自由共振弹性模量测量方法,并采用 Autograph 测量仪和 TrapeziumX-V 软件对其拉伸性能进行了测量和分析。
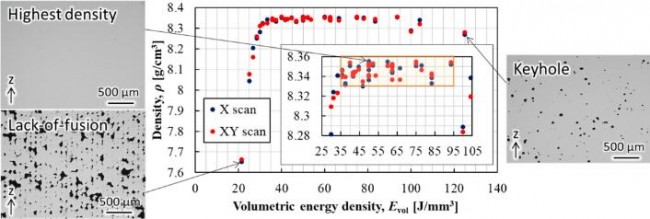
图2为体积能量密度 (Evol) 对样品密度的影响:当 Evol 小于 35 J/mm3 时,材料密度迅速下降并出现未融合缺陷;当 Evol 超过 95 J/mm3 时,材料密度下降缓慢并出现小孔型球形缺陷 (气体孔隙)。因此,哈氏合金样品致密化的最佳 Evol 工艺参数为 35~95 J/mm3。
图 3 为基于 X 扫描所获得的 IPF 图和极点图。研究结果表明:在较宽的工艺参数范围内,存在四类不同的晶体结构,包括:<100> 取向的单晶状微观结构、层状微观结构、<110> 取向的单晶状微观结构和随机取向的多晶微观结构。
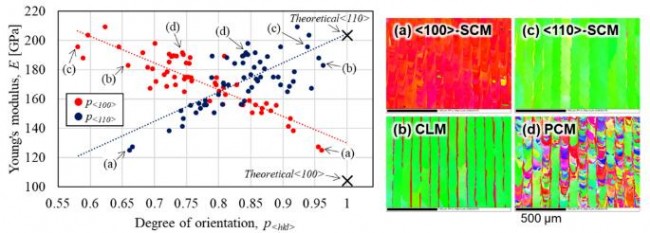
通过杨氏模量测量,作者团队还研究了采用 LPBF 工艺获得的晶体结构对样品力学性能的影响,晶体结构的取向度与测得的杨氏模量之间的关系如图 4 所示。
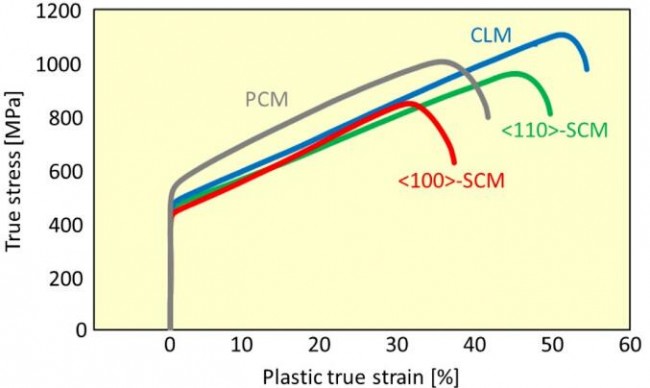
不同晶体结构哈氏合金的应力-应变曲线如图 5 所示。研究还针对不同晶体结构哈氏合金的拉伸性能进行了研究,研究结果说明基于 LPBF 工艺制成的合金可用于实际的生产制造。
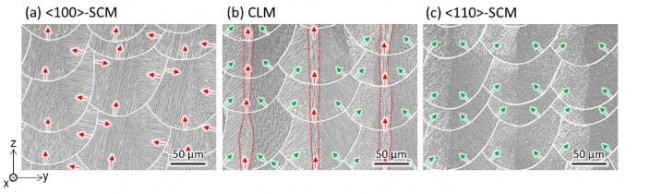
作者还针对微观熔体单元的微观组织演变开展了研究 (图 6),并对材料的微观结构和抗蠕变、抗疲劳和抗氧化特性之间的关联进行了讨论和展望。
本文详细研究并讨论了不同工艺参数对哈氏合金的晶体结构和力学性能的影响。研究结果表明:
(1) 在较宽的工艺参数范围内,当体积能量密度为 35~95 J/mm3 时,可以得到致密的样品 (其晶体结构可分为四类); |



- 上一篇:增材制造如何推动奥迪公司的电动汽车转型?
- 下一篇:增材制造高性能换热器的应用设计