��У����þ�Ͻ�������þ�Ͻ�������������½�չ��չ��
ʱ��:2022-06-26 10:12 ��Դ:3d��ѧ�� ����:admin ���:��
þ�Ͻ������������Ƚ��豸�ı�������Ȼ������Ҫ��þ��Mg�����������������ӣ���������þ���Ͻ�������������������죨AM���ṩ��ֱ��������������Ŀ����ԣ�Ϊʹ��þ�Ͻ��ṩ���µĿ����Ժ�Ӧ�ã���Ϊ���á�3D��ӡ�����������������ṹ�ṩ���µ�ǰ���� �Ĵ����ǹ�����ѧ���¼������켼���о������й����ϴ�ѧ��������ʡ����ѧԺ�������������о�����������������ȫ��̽����þ�Ͻ��������죬�������ù��պͲ������ܣ��볣���Ʊ���þ�Ͻ���бȽϣ�����������þ�Ͻ����ս�Ϳ������ڻ�еұ������õ��������ԵIJ����� ���ڹ�.ר����������һ����������̽�ֵ���Ҫ���ݡ�
https://www.sciencedirect.com/science/article/pii/S2213956722000688#fig0011Recent
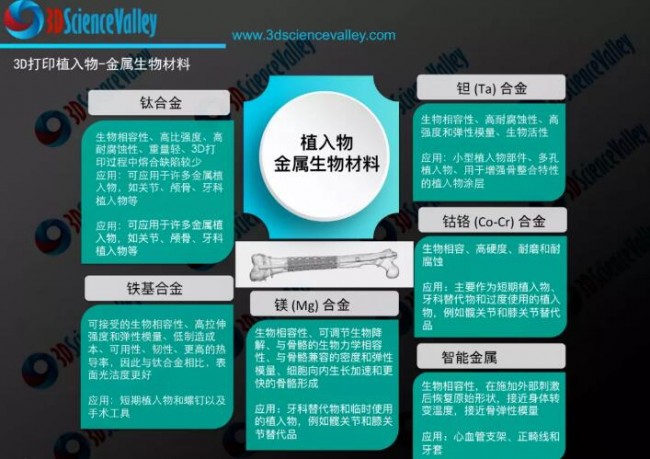
�����Լ�ͻ�� þ��Mg��������͵��ܶȣ�1.74��/���ף�3�������ܶ�ԼΪ���Ͻ��65%���ѵ��ܶȵ�38%���ֵ��ܶȵ�25%��þ�Ͻ�ĸ߱�ǿ��ʹ���Ϊ���������ѵ��Ӻͺ��պ���Ӧ���������������������IJ��ϡ�þ�Ͻ�Ҳ�ǿ����オ��ģ����Ҿ�����������������ĵ���ģ����∼45 GPa����þ���ӣ����ˣ�2+��������������������Ӧ������ģ�������ǿ�³´�л���鵼�ɹ�ϸ����ֳ����ˣ�þ�Ͻ�Ҳ����������ҽ����������ǿƣ����Ӧ�ú����ಡѧ������Ϊֹ��>95%��þ�Ͻ��Ʒ��ͨ�����죨����ѹ��ѹ���������ģ�������þ�Ͻ��Ӧ�����ޣ���Ҫ�������������³����Ժͼӹ��Բ��㡣 þ�Ͻ���������죨AM���ڲ��Ͻ�Խ��Խ�ܵ���ע����Ϊ��������ʹ��ͳ������ʵ�ֵ�������������ҿ��ܻ�������δ֪�IJ������ܡ�����������м������ص����ƣ�����������ɶȣ��������Ż�������С����Դ�˷Ѻ��ٵ���Դʹ�á����⣬��������˷��˴�ͳ����·�ߵľ����ԡ��߾������������ڲ����ⲿ������״������ʹ������ȷ�ļ���������Ϊ���ܣ��μ�ͼ1�еĸ��Ӿ�����״����������ɶ�ʹ�����ܹ�ͨ�������Ż���ʹ�����ɿռ���Ϊ��Ʊ�����ʹ����Ĺ��̽������ᡣ
���⣬�������������ϣ����д���������ֽ��ٽ�ϸ����������ֳ������;�����������Mg�缫�����ṩ�����ķ�Ӧ����þ�Ͻ��������켼����������ǿƺ�Ѫ����ƶԸ����ܿ����オ��ֲ����ĸ�����ʹ���컼��ר�ú������Ż���ֲ�����ڼ����Ͽ��С��Թ��ղ����ľ�ȷ���ƿ������������ж����۽ṹ�����ܵĺϽ�������о��Ѿ�֤������һ�㣬��Щ�о�����ʹ�ø����������켼���ɹ������˾�����ǿ���ܵ�����Al��Fe��Ti���Ͻ�
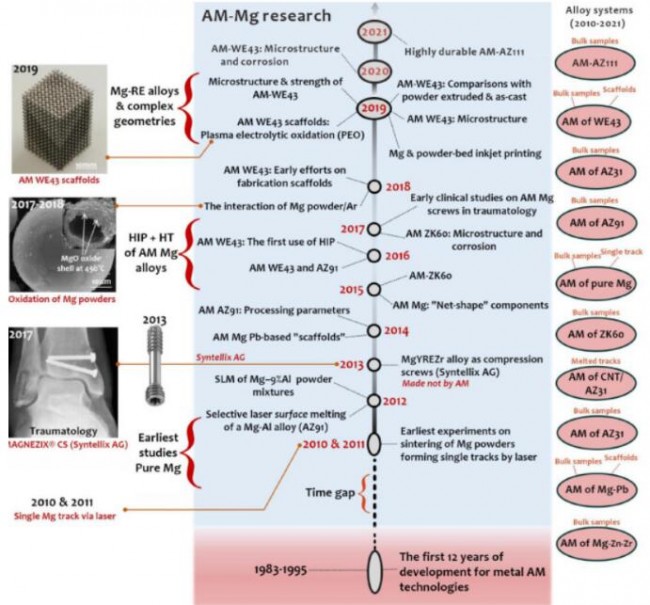
����Ϊֹ����������þ�Ͻ�������о�һֱ�ܵ����ơ�����ܲ���������þ���ڴ��������£��ķ�Ӧ���ʣ������й�þ�۵������������ʹ��������������⣬�������˽����Ͱ�ȫ���⡣ Ȼ����������2010���������о��ɹ���ͼ2����ʾ�������ĩ���ۻ���LPBF��������������еķ��տ����Ѿ���ʾ�������Ľ������ɰ�ȫ�����첻ͬ�ɷֵ�þ�Ͻ�
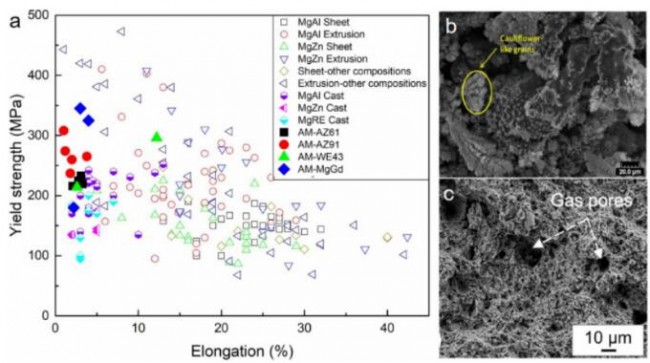
��Ҫ��ȡ�ķ�����ʩ��������1���ڷ���ȫ�����д���/����þ�Ͻ��ĩ������;��2���Կ�����Ҫ��ȡ���ƴ�ʩ����Ա��ѵ������ѵ;��3���������LPBF ���������豸�Ĺ������ʹ����ң�����ȥ������ŵ������DZ�ڵĵ��ԭ��;��4������������֮ǰ���ڼ���Ʒ�Ӧ���塣 ���˰�ȫ�����⣬��һ�����Ƽ����ĩ���ۻ�þ�Ͻ��������췢չ��������Mg��ĩ������һ���ԡ�Mg��ĩ�����ʲ��ϱ仯�����������Ա�����ҵ��̶���LPBF 3D��ӡ������ ���˻��ڼ����ĩ�����������⣬��������绹̽���˶���þ�Ͻ��������췽������������ճ�������/���ϼ������յļ�ӽ����������켼�������������죨WAAM������������Ħ���ӹ�����ī���������������еķ����Ƿ���Ա���Ϊ���������족 �Դ������飬���������о��Ŷ���Ȼ������Щ������һ����������ѭ���������족���ԣ�������о���Ҳ����Щ���������������� ���ݱ��������ĵı���������Ŀǰҵ���Ѿ������˹���þ����������ۺ���������þ�Ͻ����������еijɷ� -�ӹ�-�۽ṹ-���ʹ�ϵ��δ�õ�ϵͳ��̽������������������������һ����Ҫԭ������������þ�Ͻ���۽ṹ �C ���ܹ�ϵ�Ľ���ڲ�ͬ�ı����н�ʾ��һЩ���졣������Ŀ�����ܽ���������þ�Ͻ�����½�չ��ϵͳ���о��������Եط�������Ϊֹ����Ľ��������ʾ������������þ�Ͻ��۽ṹ�����ʵĹؼ����أ�����þ�Ͻ������������ٵ�һЩ��ս�����ṩδ����չ���� ����������ָ�������ڶ��������켼��·���У�ʵ�������е�Ӧ�ý�������·�ߵ�ѡ����ء����磬�������ĩ���ۻ��������칤�����⣬�������������þ�Ͻ����켼�����ʺ�����ҽѧӦ�á��෴�����ڼ����ĩ���ۻ����յ�þ�Ͻ����������ڳߴ����ܵ������ơ� ��������ָ������������þ�Ͻ��ǰ���Ǿ�ģ���Ŀǰ��Ȼ���������д��о������⡣����һ�����ӣ�����������þ�Ͻ����չ���Ƿ��ܵ�λ���ܶȻ����Ӧ���IJ���Ӱ�죿�Ƿ����������þ�Ͻ��λ���ܶȽ������ʵ����о����Լ���������������Ͻ����ѺϽ�������ܣ������Ƿ���һЩ����������£������ĩ���ۻ���������þ�Ͻ�����̽��������ģ�
l LPBF þ�Ͻ�����������ص� ��������̸���˼����ĩ���ۻ�������þ�Ͻ���ڵĽϵ������¶����⣬Mg ��������Ϊ 1091��C���� Al �� Ti ��������ֱ�Ϊ 2470��C �� 3287��C����̸����þ�Ͻ����һ�ص�Թ��ղ�����Ӱ�졣
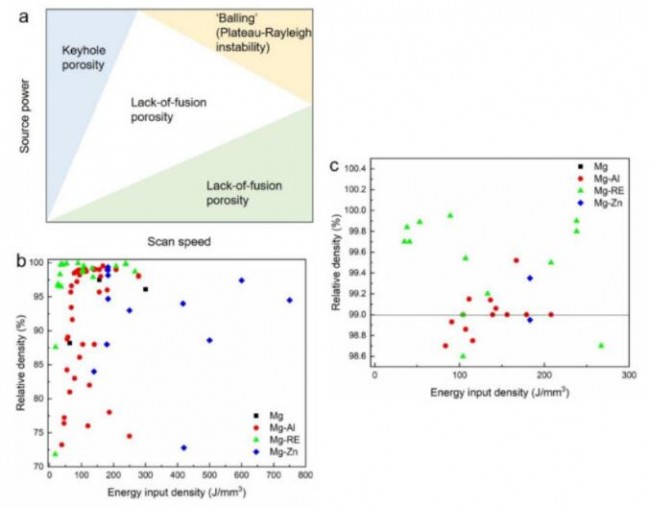
��������֮�⣬��϶��Ҳ�����м����ĩ���ۻ��������������������Ҫ���ǵĹ�ͬ���⡣���������ܽ��ˣ����ղ�����þ�Ͻ��϶�ʵ�Ӱ�졣
��϶�Dz��ɱ���ģ����һ���̶ȵĿ�϶�ǿ��Խ��ܵģ������������˺�Ѻ����ơ� l LPBF þ�Ͻ����ϵͳ ������Ͷ���Ͻ���ȣ���������þ�Ͻ���ƺ�Ҫ�ٵĶࡣ��Ҫԭ����������������Ԥ�Ͻ��ĩ�IJ��ϳɱ����Ը߳���������Ͻ�ɱ���Ŀǰ�����������������ҵ��þ������ĩ���ϰ�����þ��AZ91 �� WE43����Щ���Ͼ��нϴ���г������õĿɴ�ӡ���Լ��ṹ������ҽѧӦ�õ����ܡ� ��þ���� ��������̸���������ѧ���о��Ŷӱ������� LPBF �����ĵ�һ����״��þ�����о�ʹ�������ֲ�ͬ�ߴ磨26 �� 43 µm�������η�ĩ����������ɽ����þ������˾�ṩ���ù�˾Ϊ�й��� LPBF �о��ṩ�˴ַ�ĩ��
þ�����Ͻ���� �������Ļ�̽����ѧ������� LPBF þ�����Ͻ� AZ31 �Ϳ�϶��ˮƽ���о����е��о��У��ﵽ�˵Ϳ�϶��ˮƽ (<0.5%) ��AZ61��AZ91 ����þ������������þ�Ͻ���Ҳʵ������˵͵Ŀ�϶��ˮƽ��֤����Mg-Al þ�����Ͻ�Ŀɽ��ܵġ��ɴ�ӡ�ԡ���
þϡ�����Ͻ� ��þϡ�����Ͻ�Mg-REϵͳ�У�WE43�Ͻ����������������ҽѧֲ����Ӧ���еõ�����㷺���о�����ǰ������WE43�Ͻ�������õĴ�ӡ���ԣ���AZ91�Ͻ���ȣ������и���ļӹ�������ʵ�ֵͿ�϶�ʡ����⣬WE43�������������ԣ��ڿ����オ���ֲ�����֧�ܣ����������˸����ע�� þп���Ͻ� ��Mg-Al��Mg-RE�Ͻ���ȣ�����п�������������ԣ���Mg-Zn���Ͻ��ܵ��Ĺ�עҪ�ٵöࡣ����Ҫ��ԭ����þп���Ͻ�Mg-Zn�Ͻ�ġ��ɴ�ӡ�ԡ��� Mg-Al��Mg-RE�Ͻ��ö࣬��ΪMg-Zn�Ĺ����¶ȵ͵ö࣬ԼΪ 325��C��������̷�Χ��ֻ�е�пŨ�ȷdz��ͣ����� ��1 wt.%����dz��ߣ����� ��12 wt.%��ʱ������ʵ�ֿɽ��ܵĵͿ�϶�� �� ��������̸����Mg-Al��Mg-RE��Mg-Zn ���Ͻ��⣬�������Ļ��о��� Mg-Ca��Ԥ�Ͻ��ĩ���� Mg-Sn ���Ͻ𣨻�Ϸ�ĩ����Ԥ����Щ���ϱ� Mg-Zn �Ͻ���и��õġ��ɴ�ӡ�ԡ�����Ϊ���Ƕ����� Mg-Zn�Ͻ���ߵĹ����¶ȣ�Mg-Ca Ϊ 510��C��Mg-Sn Ϊ 466��C����խ�����̷�Χ����������������ֺϽ���ʾ����ϸ���۽ṹ��������Ҫ�ṩ��ȫ����о����˽�������Ϊ���۽ṹ�ݱ��Լ���е�͵绯ѧ���ܡ�
ͼ10. Mg-Zn-Zr ��ĩճ�������3D��ӡ��a�����Ϊ100��m����Һ���Ͷ�Ϊ70��3D��ӡ������������b�������еĹ���������ţ�ʹMg��ĩ�����Ŀ����γ�3D��Ϊ���ܣ�c��Mg-Zn-Zr 3D��ӡ���ߺ����սᲿ���Ļ�ѧ������ʾ�ս���Ʒ��ԭ�ϵĻ�ѧ�ɷ���ͱ仯�� (���α༭��admin) |

- ��һƪ��Power2Build����˷�������3D��ӡ�������ȵ�һ��ס�������ٶȿ�4.5��
- ��һƪ���մ�3D��ӡ���ӵ����б����ѣ��ƶ��մ�����ҵӦ�õ���ҵģʽ