缺陷贫金属增材制造过程的不稳定性控制
时间:2022-05-12 15:59 来源:江苏激光联盟 作者:admin 点击:次
| 局部激光-粉末床相互作用所固有的工艺不稳定性导致激光粉末床融合 (LPBF)
增材制造过程中形成各种缺陷。特别是,大飞溅的随机形成会导致打印部件出现不可预测的缺陷。在这里,我们报告了通过使用纳米颗粒控制激光粉床相互作用的不稳定性来消除大飞溅。消除了大量飞溅,3D打印出的缺陷贫瘠样品具有良好的一致性和增强的性能。我们发现,有两种机制协同工作,以消除所有类型的大飞溅:(1)纳米颗粒控制熔池波动,消除液体破裂引起的大飞溅;(2)通过纳米颗粒控制液滴聚合,消除了液滴碰撞引起的大飞溅。纳米颗粒能够同时稳定熔池波动和防止液滴聚结,这为实现贫金属增材制造提供了一种潜在的方法。 激光粉末床聚变(LPBF)使用聚焦的高能激光束选择性地熔化金属粉末薄层,直接将计算机辅助设计模型转换为零件。由于聚焦光束尺寸小(约50-100μm),具有高空间分辨率,使LPBF能够制造传统制造路线无法实现的复杂几何形状的金属零件。这有可能彻底改变许多行业(如航空航天、医疗、国防)。然而,粉末床的聚焦激光加热会产生严重的工艺不稳定性,从而导致各种缺陷的形成,如图1b、c所示。当高能激光束冲击粉末床时,局部激光加热会导致表面沸腾,形成强蒸汽喷射。蒸汽喷射产生的反冲压力向下推动熔体表面,形成蒸汽凹陷(也称为凹陷区或小孔)。蒸汽喷射的高速向上蒸汽流将粉末和液滴喷射出去,形成飞溅物,并诱导环境气体流向激光束,从而导致粉末夹带。 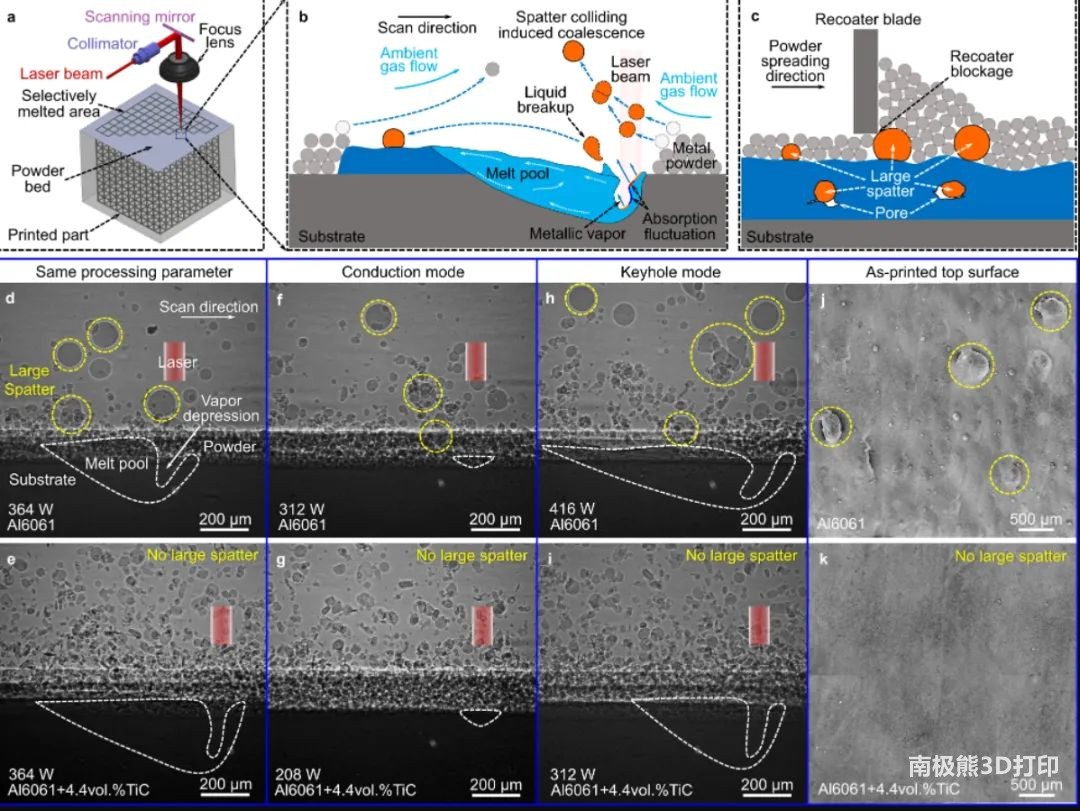
图1 纳米颗粒消除LPBF中的大飞溅物。
由于激光吸收率对入射角的依赖性很强,非均匀能量吸收导致非均匀汽化,导致熔池表面(液气界面)上不均匀的反冲压力。非均匀反冲压力引起液气界面的波动,进一步引起激光能量吸收和蒸气压的波动。相互支撑的能量吸收波动和液体表面波动导致激光-粉末床相互作用不稳定,例如熔池/蒸汽压低波动和气流驱动的飞溅物碰撞。蒸汽抑制波动引起的熔池中的液体破裂和气体驱动的飞溅物碰撞可引起大飞溅的形成。 大飞溅的随机形成是LPBF工艺中不可预测的缺陷形成的主要原因,也是质量控制的一大挑战,因为它可能导致关键的加工故障(例如,二次水堵塞、粉末床不均匀、表面凹坑、成球、熔体轨迹畸变),以及打印件中的缺陷(例如,缺乏熔合孔隙率)。不可预测的缺陷导致的零件质量不一致是LPBF在各个行业广泛采用的最显著障碍,尤其是对于关键应用。 优化工艺条件可能会改变飞溅量,但无法消除较大的飞溅,因为调整工艺参数无法改变激光与粉末床局部相互作用的本质。消除大飞溅的随机形成仍然是一个挑战。 在这里,我们展示了通过使用纳米颗粒来控制激光粉末床相互作用,从而消除大飞溅,实现了3D打印的缺陷贫乏样品,具有良好的一致性和增强的性能。现场高速同步辐射x射线成像实验表明,纳米颗粒通过同时稳定熔池波动和控制液滴聚结来消除所有类型的大飞溅。这里发现的方法和机制为实现缺陷稀薄金属增材制造提供了一种潜在的方法。 结果和讨论 消除大飞溅 实验证明了纳米颗粒能够消除Al6061+4.4vol.%TiC中的大飞溅纳米颗粒。采用原位高速同步辐射x射线成像技术,研究了Al6061+4.4vol.TiC激光熔化过程中的飞溅动力学粉末床,以及用于比较的Al6061粉末床。首先研究了相同工艺参数下的飞溅行为。如图1d、e和视频1所示,许多大的飞溅物(尺寸大于100层厚度 µm)以约3的频率生成,激光熔化Al6061粉末床期间,大概每毫秒飞溅1次。与此形成鲜明对比的是,在激光熔化Al6061+4.4vol.%TiC粉末床,注意到纳米颗粒的引入增加了蒸汽抑制深度,这主要是由纳米颗粒增强的吸收率引起的。为了确认大的飞溅消除不是由蒸汽凹陷深度的变化引起的,也不仅仅限于某个加工参数,在大范围的加工参数下进行了原位x射线成像实验。在所研究的所有加工条件下,观察到纳米颗粒能够消除大飞溅。图1f-i和视频2和3显示了另外两个例子,它们是相同熔化模式下的飞溅行为与类似蒸汽抑制深度的比较。 具有良好一致性和增强性能的缺陷贫化样品的打印 消除大的飞溅可以显著减少样品中的缺陷。表面形貌测量表明,表面粗糙度Ra降低了90%,从Al6061的20±3µm降低到Al6061+4.4vol的2.1±0.2µm。最大高度差(Rm,最高峰与最低谷之间的高度差)从134±20µm降低了89%,至15±2µm(图2a-c)。空间分辨率为 2 µm 的 X 射线成像检查表明,在打印的 Al6061+4.4vol.%TiC 样品中未检测到孔隙。然而,如图 2d、e 所示,在打印的Al6061中观察到多个孔隙。此外,如图2f所示,分散在Al6061基体中的纳米颗粒也使打印样品的晶粒细化了一个以上数量级(图2g, h)。有效的晶粒细化可消除热裂纹(图2d,e)。成功地获得了一个打印样品的缺陷。  图2:微观结构和性能。 拉伸测试结果表明,打印后的Al6061+4.4vol.%TiC的拉伸强度与T6热处理后的变形Al6061相当,拉伸伸长率提高33%;热处理后的 Al6061+4.4vol.%TiC 的拉伸强度比锻造的 Al6061 高 123 ± 13 MPa(42%),并且仍保持 7.9% ± 0.3% 的合理伸长率(图 2i)。打印的 Al6061+4.4vol.%TiC 的机械性能表现出良好的一致性(与锻造的 Al6061 相当)。 纳米颗粒消除液体破裂引起的飞溅的机理 为了揭示纳米颗粒能够消除大飞溅的机制,我们进行了深入的原位高速x射线成像研究。我们发现了两种协同工作的机制来防止大飞溅的形成。 发现的第一个机制是纳米颗粒稳定了蒸汽抑制波动,从而消除了熔体池中的液体破裂(图3)。在参考样品Al6061中,正如预期的那样,观察到液体从蒸汽凹陷边缘周围的熔池中破裂,形成飞溅物(图3a-d和视频4)。模拟研究表明,液体破裂是由流体动量引起的惯性压力克服表面张力引起的毛细压力引起的,这类似于水的飞溅。然而,在Al6061+4.4vol.%TiC,没有观察到液体破裂(甚至没有液体突出)(图3e-h和视频4)。为避免粉末对液体破碎观察的影响,本组实验选择了裸基底(无粉末层的样品)。 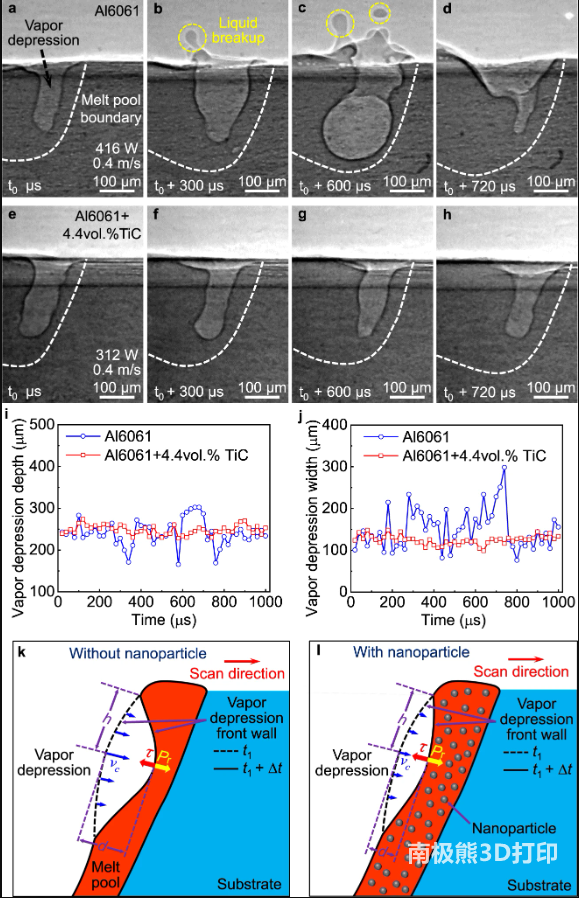 图3:纳米颗粒能够消除液体破裂。 发现的第二个机制是,纳米颗粒阻止了碰撞过程中液体飞溅物的聚结,从而消除了碰撞引起的大飞溅物。由于激光与粉末床相互作用区周围气体流动强烈且混乱,LPBF过程中经常发生粉末碰撞。如图4a-d和视频5所示,当Al6061中的两个液体飞溅物碰撞时,两个飞溅物合并形成一个大的飞溅物。碰撞诱导的团聚是形成大飞溅的主要机制,通过优化工艺条件或调整合金成分很难克服。然而,我们发现,在激光熔化Al6061+4.4vol.%TiC的过程中,液体飞溅物在碰撞后可以立即分离粉末床,如图4e-k所示。两个相撞的飞溅物保持了最初的大小。碰撞的唯一后果是其移动方向和速度的变化。 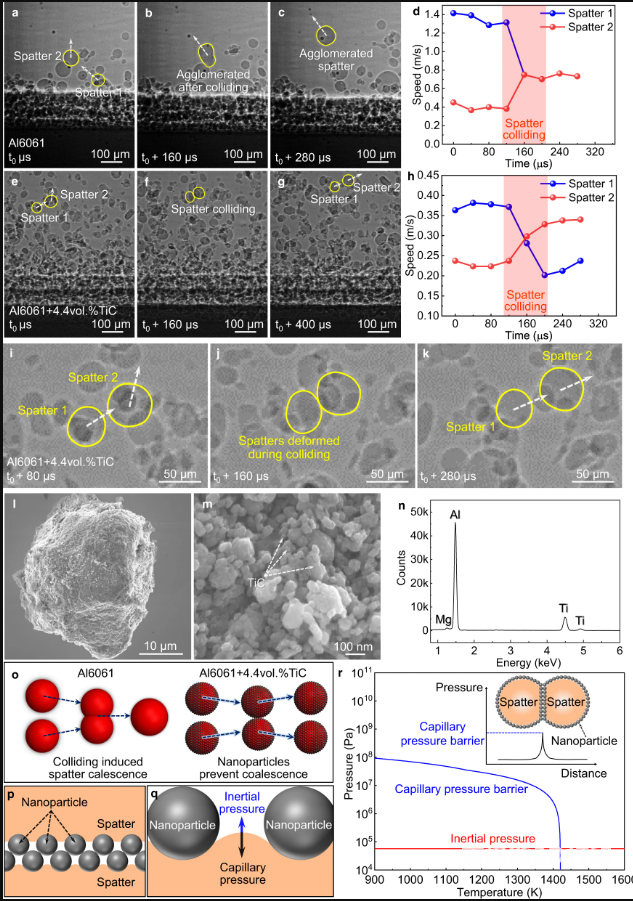 图 4:纳米粒子防止飞溅聚结。 了解到Al6061+4.4vol%TiC中观察到的防止聚结的机制,通过扫描电镜对原料粉末表面进行了分析。结果表明,一层纳米颗粒覆盖在原料粉末的表面(图4l-n)。假设当粉末熔化时,液滴表面的纳米颗粒在碰撞时会形成毛细压力屏障,阻止液滴聚合,如图4o–q和图4r所示。 由于毛细管压力屏障取决于温度和纳米颗粒填充(如图 4p-r所示),如果飞溅物的温度过高(例如,在 Al6061-TiC 系统中高于 1420 K)或者飞溅物表面的纳米颗粒不够,仍然会发生聚结。这一推测得到了聚结频率统计分析结果的支持:尽管飞溅聚结频率随着添加 4.4vol.%TiC 显著降低,在 Al6061+4.4vol.%TiC 中仍观察到飞溅聚结。 Al6061+4.4vol.%TiC中偶尔的飞溅聚结不会导致大飞溅(尺寸大于100 μm)的形成,因为大飞溅的形成可能需要多个飞溅的聚结。 尽管初始温度高于 1420 K 的飞溅物可以在第一次碰撞时聚结,但它们可能会冷却到 1420 K 以下,以避免在随后的碰撞中聚结。 在高温下,毛细压力屏障的降低对于粉末并入熔池以形成生成轨迹至关重要。在激光相互作用区,粉末可以被加热到非常高的温度。这种高温可以消除熔池区域的毛细管压力屏障,从而允许纳米颗粒涂层粉末进入熔池。我们假设,依赖于温度的毛细管压力屏障对于实现飞溅控制以及同时允许粉末进入熔池至关重要。 综上所述,我们发现并证明了纳米颗粒通过同时稳定熔池波动和防止液滴聚结来控制激光-粉末-床相互作用的不稳定性,从而消除了大量飞溅,并打印出了具有良好一致性和增强性能的贫缺陷样品。利用纳米颗粒控制激光与物质相互作用的不稳定性为实现缺陷贫金属增材制造提供了一条可行的途径。 方法 高速x射线成像 进行高速高分辨率x射线成像,以捕捉激光扫描期间的飞溅、蒸汽抑制和熔池动力学。集成了一台连续镱光纤激光器(IPG YLR-500-AC,IPG Photonics,美国)和一台振镜扫描仪(IntelliSCAN 30,SCANLAB GmbH,德国),以进行单轨激光熔化实验。在激光扫描过程中,同步辐射x射线束(曝光时间为1 μs)穿透样品。 飞溅动力学的高速可见光成像 使用高速可见光摄像机(日本福隆FASTCAM Nova S12)和显微镜光学系统从顶视图捕捉LPBF过程中的飞溅动态。集成了一台连续镱光纤激光器(IPG YLR-500-AC,IPG Photonics,美国)和一台振镜扫描仪(hurrySCAN 30,SCANLAB GmbH,德国),以进行单轨LPBF实验,粉末层厚度为100 µm。成像以 25 kHz 帧速率进行,曝光时间为4 μs,分辨率为4 μm。SugarCUBEUltra照明系统(White LED Light SugarCUBE Ultra,Ushio,日本)用于在成像实验期间照亮粉末床。 微观结构表征 通过SEM(Helios PFIB G4,FEI,美国)对Al6061+4.4vol.% TiC进行了表征。为了清楚地显示纳米颗粒,样品倾斜了52°。在SEM之前,首先通过低角度离子研磨清洁抛光样品,然后用镓离子轻微蚀刻。 来源:Controlling process instability for defect lean metal additive manufacturing,Nature Communications, doi.org/10.1038/s41467-022-28649-2 参考文献:King, W. E. et al. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 214, 2915–2925 (2014). (责任编辑:admin) |