“新”与“旧”的碰撞,增材制造零件的后处理需求会带来新的数控加工模式吗?
时间:2022-04-20 10:01 来源:南极熊 作者:admin 点击:次
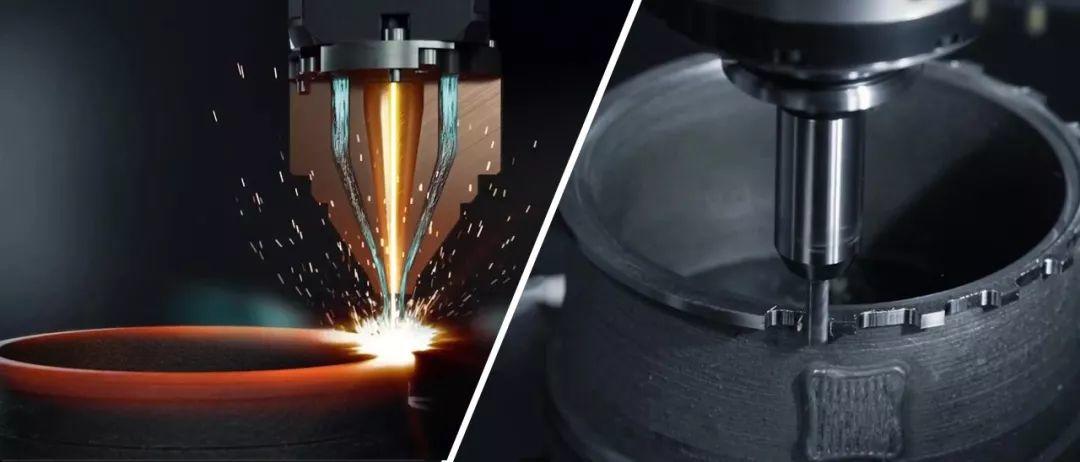
导读:增材制造在加工复杂结构工件上具备很大优势,但当涉及到这些复杂工件的数控加工(CNC)后处理时,对刀具的行进路径也带来了更为苛刻的挑战。面对AM零件高精度的深层加工需求时,CNC的测量和加工程序也需做出相应的升级和改变。
2022年4月19日,来自俄亥俄州的加斯帕拉吉(Edwin
Gasparraj)编写了一款新的数控加工控制程序,可以实现更高自由度的加工,这其中X、Y和Z轴移动以及旋转轴移动都是充满变量的代数表达式。在这些充满变量的程序中,一行编程运动可能有700个字符长,而运行一个依赖变量的五轴程序可能使CNC每秒处理超过10,000个字符。
Gasparraj在俄亥俄州创立了一家数字制造实验室和咨询公司SixDigma,旨在帮助制造商应对五轴加工方面的棘手挑战。他说,很少有人意识到现代数控加工中心面临的真实挑战。它们能够达到比我们要求的更严格的精度。 
△Edwin Gasparraj 领导着一家数字制造实验室和咨询公司 SixDigma。照片来自SixDigma.
Gasparraj认为,这种潜力没有得到发挥的原因与我们对它们进行编程时的限制性假设有关。在现代机床能够实现的最微小的定位水平上,机床的位置一致性很可能比工件本身的位置一致性更严格,因为零件以各种方式处于变化之中。它在移动,它在变化,它在不同的工件上也有差异。找出这些不一致的地方并将其纳入编程,加工精度就会提高。
增材制造的后处理在机械加工的复杂度和精度上都提出了更高的挑战。机械加工一直以来的定位都是在处理缺乏良好加工定位表面的实体零件,特别是铸件。但铸件经常是大批量的,有报废的空间。相比之下,AM生产的零件难以定位,在加工前可能还投入了超过100小时的打印时间。因此在加工中报废零件,成本太高,不允许。
这就是为什么当Gasparraj听到机械加工被归为AM"后处理 "的一部分时,他有点畏惧。有时就是这样,如一些支撑结构的去除对CNC来讲是极为复杂的挑战。但是,当加工需要实现外部特征,以保持相对于零件内部打印的隐藏通道的精确壁厚时,这就是另一回事了另当别论了,他的公司在加工AM的过程中多次遇到这种挑战。这也是现有机械加工技术能够跟3D打印联系到一块的地方,而增材制造也将成为一项把3D打印和机械加工结合起来的事业。
Gasparraj的团队开发的数控程序在两台使用西门子控制的Grob五轴加工中心上得到验证,他们开发了具有可变的XYZ移动和工具轴矢量的程序,以加工具有挑战性的铸件和锻件,以及AM零件。
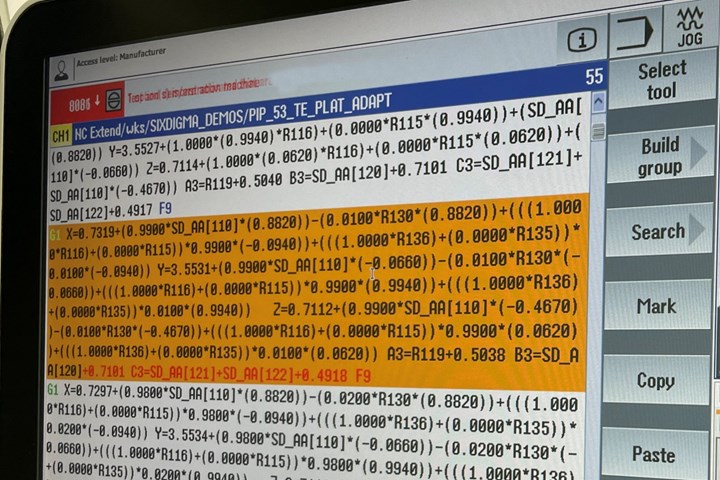
△基于工件变化的程序不是固定的数字刀具路径移动,而是在每条线中包含变量。照片来自SixDigma。
通常通过粉床熔合制造的AM零件接近净成形,但还不够接近。打印出来的零件的外部形状与CAD模型一致,有一个相对于机械加工来说比较宽松的公差带。内部形状也是如此——内部打印的通道和空腔。因此,这就是先进的测量必须协助加工刀具路径的地方。SixDigma使用蔡司的光学和CT扫描设备,分别对外部和内部几何形状进行建模。有了这些外部和内部模型作为指导,可变的刀具路径基本上可以让CNC精确地定位和确定加工程序的坐标参考,这样程序就可以准确地在打印好的外部和内部表面之间的包络内找到成品零件。
而且,这种变化并不以这种起始几何形状为终点。Gasparraj说,在加工过程中,对外部基准的过程探测可以跟踪温度引起的零件移动,还有材料成型导致在零件中形成的张力变化。Gasparraj团队展示的一个AM部件上,对精度要求非常严格,以至于该部件在热处理炉中的位置也被认为是一个重要的决定因素。该团队写入CNC程序的变量同样考虑到了这个位置,因为这已被证明会影响零件在切割过程中由于内应力而产生的移动方式。
所有这些意味着,将增材制造和机械加工作为 "新式"与"传统"制造方法的比较,部分地忽略了一些东西。首先,这样的比较中的参考点并不比工件更静态。新技术确实发展迅速,但成熟的技术并没有停止改变自己。其次,这些技术相互影响。我们会因为AM的需求而学到更多关于机械加工的知识,而这些收获将延伸到AM之外。换句话说,制造技术之间的界限并不固定。它是所有的制造,而且所有的制造都在不断变化中。 (责任编辑:admin) |