激光粉末床熔化过程中的金属汽化及其影响
时间:2022-04-11 09:12 来源:3D科学谷 作者:admin 点击:次
增材制造(AM),是一种用于三维(3D)数字模型切片逐层叠加制造物理对象的过程。其中粉末床熔化(PBF)因其高尺寸精度和可靠的机械性能,在精密金属零件的生产中占据主导地位。由于聚焦激光束的能量输入导致熔池温度升高,金属粉末熔化,并且还会发生大量汽化现象,降低LPBF成型零件的质量。 近日,清华大学的温鹏课题组等人针对LPBF过程中金属汽化的影响和机理进行了全面的研究总结。该研究发现,金属汽化主要取决于熔池和周围气氛的温度,并在很大程度上影响成型过程中能量、动量和质量的传递。粉末剥落、羽流、飞溅、未熔合和气孔等关键形成问题与金属汽化密切相关。为了抑制金属汽化导致的负面影响,需要有足够的能量输入和优化的循环气氛。此外,汽化副产物也可用于质量监测,并可定量检测元素的汽化损失,从而调节组成分布。 本期谷.专栏将分享这项研究的核心内容。
https://doi.org/10.1016/j.matdes.2022.110505
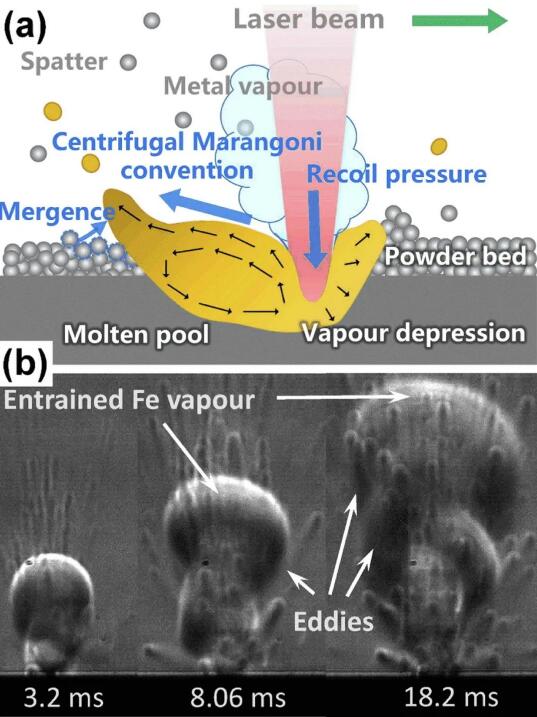
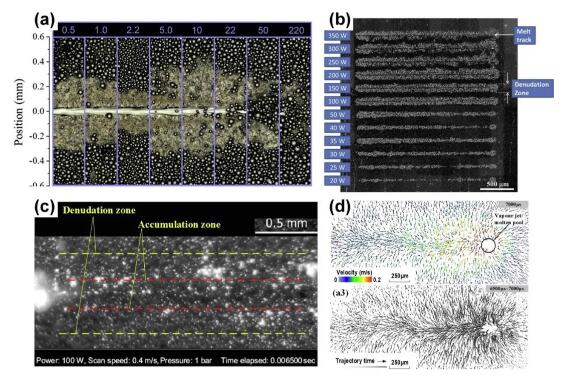
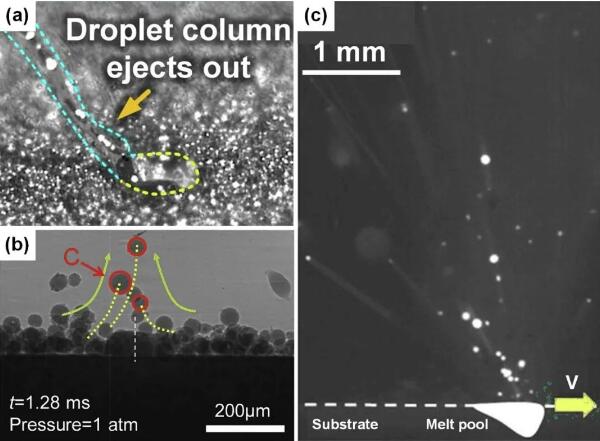
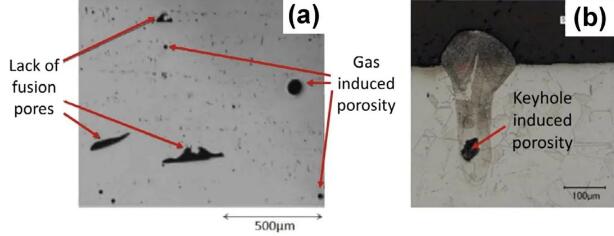
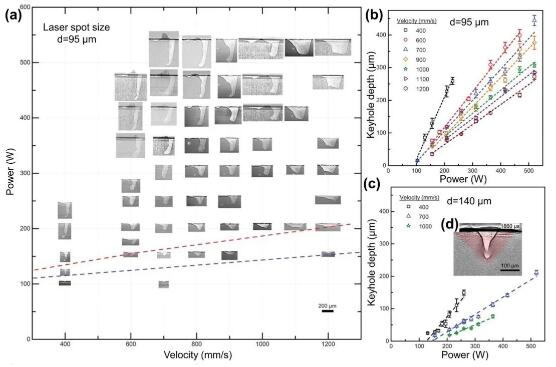
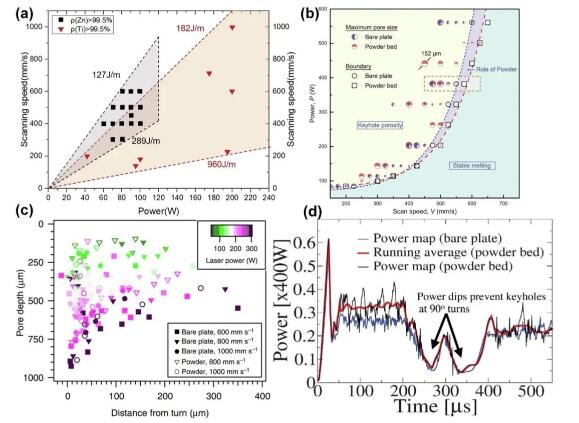
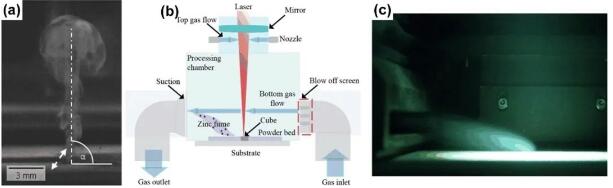
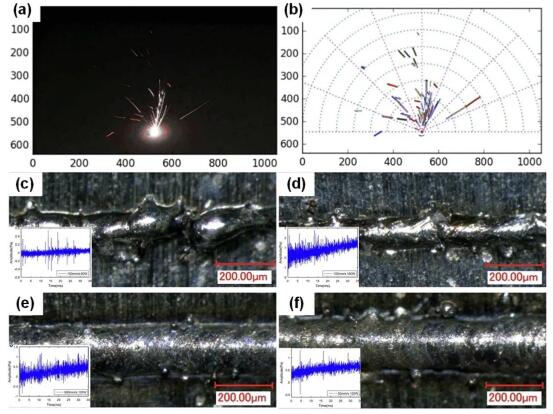
对于一般的LPBF过程,大量的汽化现象主要体现为粉末剥落、羽流、飞溅和小孔孔洞等加工现象(图1-4)。通过原位同步辐射X射线成像可以直接观察到在各个加工条件下小孔的存在(图5)。在LPBF过程中能量输入引起熔池内的高温,并对汽化和小孔的产生进行了解释。在小孔的产生的过程中,能量强度Ei(Ei=4P/πd2)起主导作用。一般能量强度在106W/cm2以上可以获得良好的融合质量和高的尺寸精度。
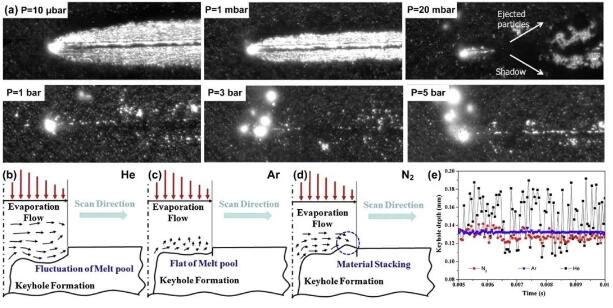
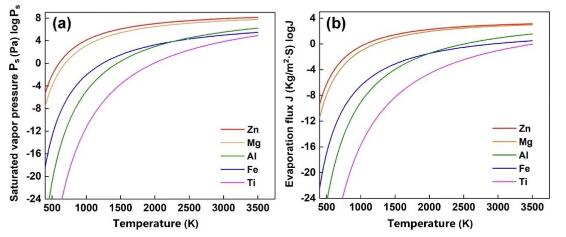
LPBF过程中金属的汽化主要取决于激光能量输入、材料性质和加工气氛。它随着激光能量输入的增加(图5)和加工压力的降低(图6)而增大。低沸点的金属有很高的汽化倾向,如锌、镁、铝、锰及其合金(图7)。金属汽化对粉末剥落、羽流、飞溅、未熔合、气孔和合金元素的损失具有决定性的影响(图1-4)。对于稳定的LPBF工艺,需要有足够的激光能量输入(图8)和高效的气体循环系统(图9),以抑制汽化的负面影响,获得稳定的成形质量。另外,汽化副产物可用于质量监测,并可定量检测元素的汽化损失,以调节组成分布。(图10)
(责任编辑:admin) |