从管壳、板翅到点阵、螺旋,3D打印热交换器的技术逻辑与展望
时间:2022-04-06 11:00 来源:3D科学谷 作者:admin 点击:次
热交换器市场正在快速增长,预计到2026年将增长到约300亿美元。在商业化的3D打印热交换器应用中,3D打印所带来的革命性的热交换技术正在改变航空航天,国防,工业,石油和天然气,汽车和赛车行业的产品和系统性能。 热交换器非常适合通过增材制造的方式来制造,不过仅仅是外观吸引人的或通过创成式式实现的热交换器设计本身往往是不够的。对AM-增材制造设计(DfAM)的深度了解是关键,根据3D科学谷的市场观察,这其中还包括对传热/流体力学的基本原理的掌握,对热流体模拟仿真和AM-增材制造过程的深刻理解和结合,这是取得令人信服的竞争性结果所必需的。 那么3D打印热交换器及散热器的技术逻辑是什么?设计上需要注意哪些因素?目前发展的现状是怎样的?
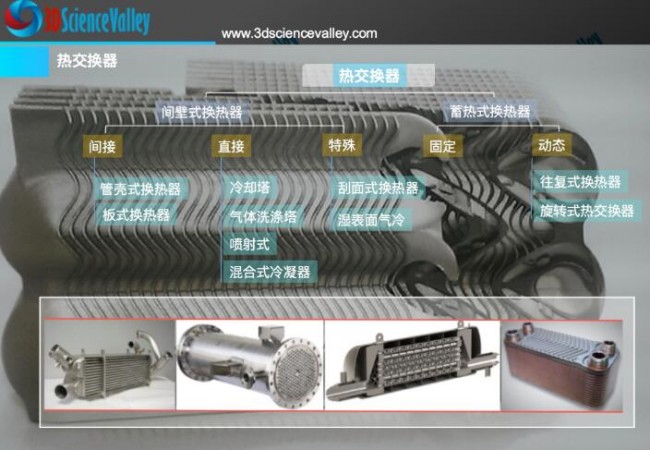
增加表面积、优化压降 根据3D科学谷,传统的热交换器包括大量的流体通道,每个流体通道都是使用板,条,箔,鳍,歧管等的某种组合形成的。这些部件中的每一个都必须单独定位,定向并连接到支撑结构,例如,通过钎焊,焊接或其他连接方法。这种热交换器的组装相关的制造时间和成本非常高,并且由于形成的接头数量,流体通道之间或从热交换器泄漏的可能性通常增加。而这种制造极限也限制了热交换流体通道及其中包括的热交换特征的数量、尺寸和构造。然而,3D打印为热交换器的制造另辟蹊径,减少了焊接需要,增加了热交换表面积,优化了压降。
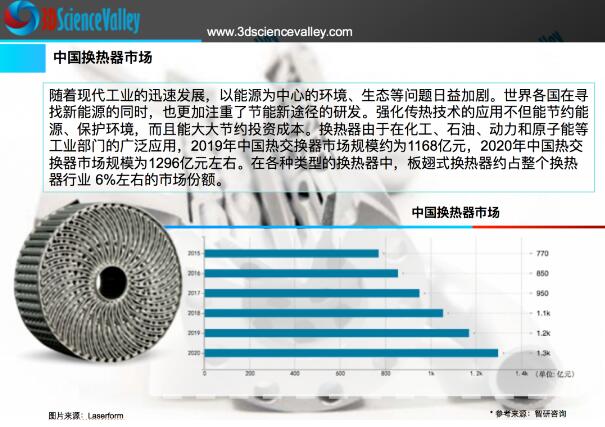
2019年,中国的热交换器市场规模约为1168亿元,通过3D打印-增材制造技术,特别是选区激光熔化金属3D打印技术(SLM)带来了下一代热交换器的制造,譬如以热管形式的针状翅片代替了常规针状翅片板式热交换器中的针状翅片。当前的针翅式热交换器适用于各种各样的热管类别,包括回路热管、毛细管泵热管、脉动热管、可变电导率热管、旋转热管和吸附热管。
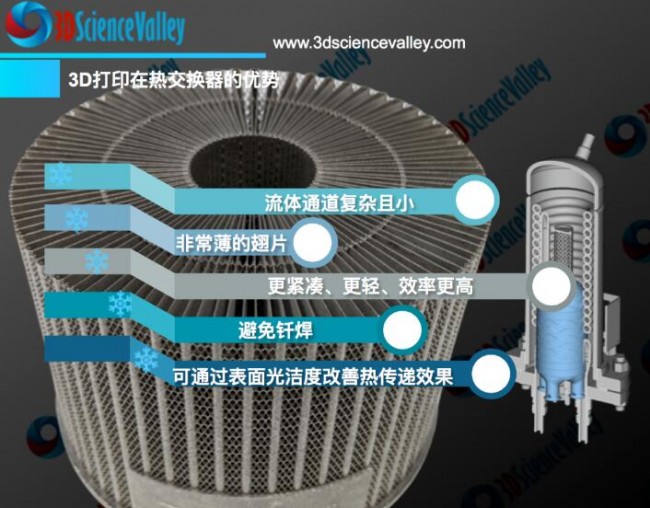
根据3D科学谷,换热器与散热器对设备可以长效稳定运行起到了关键的作用,3D打印用于换热器和散热器的制造满足了产品趋向紧凑型、高效性、模块化、多材料的发展趋势。特别是用于异形、结构一体化、薄壁、薄型翅片、微通道、十分复杂的形状、点阵结构等加工,3D打印具有传统制造技术不具备的优势。
I 部分国内换热器生产企业: 兰州兰石换热设备有限责任公司 四平市巨元瀚洋板式换热器有限公司 阿法拉伐(上海)技术有限公司 四平维克斯换热设备有限公司 斯必克(中国)投资有限公司 甘肃蓝科石化高新装备股份有限公司 传特板式换热器(北京)有限公司 睿能太宇(沈阳)能源技术有限公司 凯络文换热器(中国)有限公司 北京市京海换热设备制造有限责任公司 … I 部分国内汽车用换热器生产企业有: 浙江银轮机械股份有限公司 上海贝洱热系统有限公司 富奥汽车零部件股份有限公司 扬州水箱有限公司 扬州三叶散热器有限公司 扬州通顺散热器有限公司 山东厚丰汽车散热器有限公司 重庆长江电工工业集团有限公司 潍坊恒安散热器集团有限公司 南宁八菱科技股份有限公司 青岛汽车散热器有限公司 青岛东洋汽车散热器有限公司 …
AM -增材制造的优势在于能够将热交换器芯和歧管作为单个整体部件生产。传统上生产热交换器的方法是制造单独的翅片或板并将它们粘合或焊接在一起。这是一种手动技术,如果任何这些钎焊接头之间出现故障,都可能导致热交换器出现故障。因此,3D打印所实现的在单个制造过程中生产所有内部结构是有利的。 增材制造可用于创建定制形状和尺寸的热交换器,这在赛车运动等行业很常见,在这些行业中,许多组件都封装在一个紧凑的体积中。AM-增材制造技术非常适合这一点,这样可以设计定制外形和歧管以直接适应紧凑的空间体积。 金属增材制造工艺(如激光粉末床熔化)能够打印非常薄壁的材料。可以成功生产诸如 0.1 毫米厚的壁,虽然这并非没有挑战,通常需要对工艺参数进行研发以生产这些薄壁结构。然而,薄壁特性使其成为热交换器的理想选择。 在材料方面,增材制造可用于生产各种材料的热交换器,根据3D科学谷的市场观察,从铝合金一直到高温合金,如 Inconel 718 和 Inconel 625,以及其他材料,如铜和铜合金也可以使用,这些材料是传热应用的理想选择。 总之,热交换器对设备可以长效稳定运行起到了关键的作用。增材制造-3D打印用于热交换器的制造满足了产品趋向紧凑型、高效性、模块化、多材料的发展趋势。
此外,根据3D科学谷的市场观察,与热交换器增材制造-3D打印技术共同进化的,还有热交换器的设计范式。通过算法工程快速自动生成的热交换器设计技术,正与增材制造技术进行融合,以智能化的方式驱动下一代热交换产品应用发展。
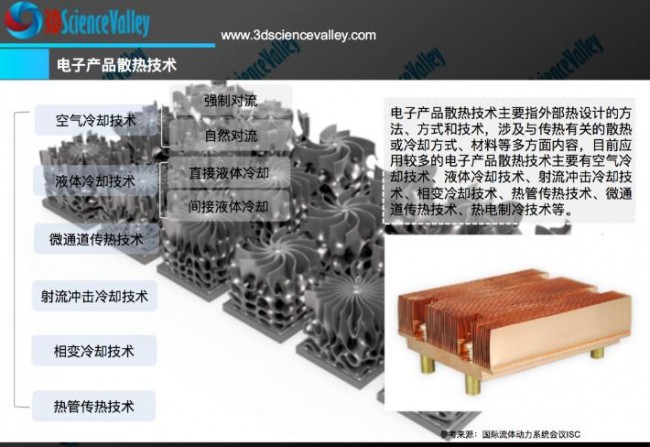
增材制造-3D打印技术,为人类制造复杂、仿生结构带来了便利性。针对热交换领域而言,增材制造技术为更有效地热能传递结构带来了机遇,这就是为什么我们可以看到目前机械、电子产品企业正在开发更复杂,重量更轻,尺寸更小的3D打印热交换产品。
算法驱动的新一代热交换器设计,还能够进行产品的快速迭代。将热交换结构分支级数和管道直径等关键设计元素转化为参数,以便一次生成多个设计。然后将可以高效地创建在给定环境中性能最佳的热交换器。不过要设计出适合3D打印并具备经济性的热交换器并非易事。 根据3D科学谷,换热器的设计可能非常具有挑战性,因为传热受三个要素控制:传导、对流、辐射。
热导率通常取决于材料选择,因此使用具有最高热导率的材料似乎是合乎逻辑的。然而,在为无限应用设计热交换器时,通常需要查看相互冲突的规范元素。因此,材料的导热性很重要,但是,还需要考虑强度、材料的密度和熔点。这些因素综合起来,才有助于为换热器设计找到最佳材料。
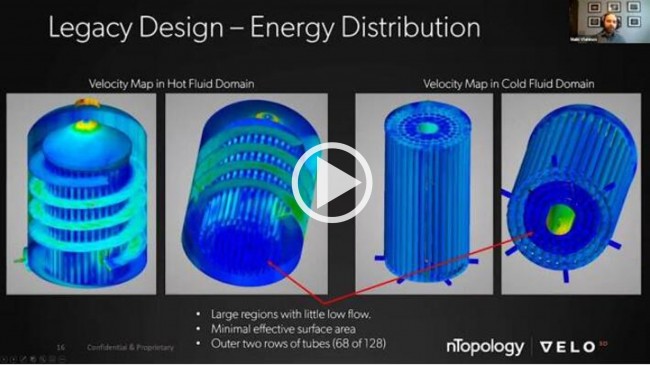
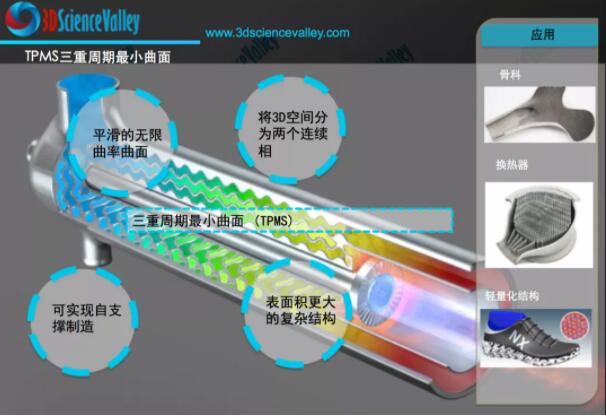
仿真驱动设计在热交换器的设计方面体现得尤为明显,根据3D科学谷的了解,CFX和Fluent 都是很好的求解器,设计用户可以根据要解决的物理类型进行选择。利用众所周知的流体动力学公式,对于每个模型都可以追踪总热交换和热交换系数。随着网状结构的密度增加,压力损失和热交换增加。而且,在制冷剂侧,管道厚度的增加对应于通道部分的减小,并因此导致相当大的压降。 根据3D科学谷,增材制造技术能够制造逆流热交换器中的交替通道,而对于传统制造技术来说这基本是不可能实现的。交替通道的逆流设计提供最大的热交换器效率,这使得热交换器的尺寸和质量最小化,并且流体流速降低。 提高热交换器效率的另一种方法是增加内部通道中的湍流。在轴向流中产生涡流,有可能创建一个次级正交速度场,从而减小边界层的厚度并促进热交换。这种涡流可以通过扭管或涡流发生器产生。 通过提高粗糙表面方法可以获得传热增强,不过在某些案例中虽然这种方式可以获得高达70%的传热系数改进,但这种方法大大提高了摩擦系数,从而又导致了更高的压降。这样的效果对于具有较小水力直径的微通道变得更加敏感。 此外,热交换器的壁厚,壁厚越小,跨壁的导热性越好。因此,在设计热交换器时,壁厚通常是增材制造工艺的设计约束。 目前原则上,用于激光粉末床熔化 (LPBF) 材料的增材制造的最小壁厚约为 0.5 毫米。然而,这些只是指导方针,通过仔细的参数优化,可以将最小壁厚优化到远低于此值。 除了壁厚的设计,还可以通过最大化表面积来提高热交换效率。根据3D科学谷的市场观察,一种流行的热交换器晶格类型是 TPMS 点阵晶格(三重周期最小表面)。使用 TPMS 晶格,可以仅使用 TPMS 方程将热交换器分成多个域。 随着热量的散失,对流自然会导致空气流过散热器的散热片。TPMS类型散热器的旋转鳍片可增强边界层混合,与传统散热器设计相比,具有提供更高有效表面积的潜力。
对于结构应用而言,TPMS设计显示出高强度重量比,与增材制造技术结合使用,使得设计师能够创建兼具高强度和散热特性的多功能结构。 根据3D科学谷的市场研究,由于高的表面积体积比,基于TPMS的晶格需要大量三角形才能准确表示,这提供了一个很好的示例,说明了传统工艺流程无法正常工作的情况。但是,应注意,许多晶格结构都有隐式表示方案,通过隐式建模,可以实现复杂的几何图形高效建模,没有任何与STL相关的表示;通过直接切片,可以直接从隐式几何图形生成激光路径,而无需任何与STL网格相关的中间步骤。然后,可以显着减少存储器和时间消耗。 TPMS可以有效的增加表面积,不过必须小心,因为表面积的增加会带来热交换器的压降。表面积和压降之间的这种平衡是换热器设计人员每天都面临的平衡挑战。
在产品质量认证范畴中,有两个容易混淆的概念-资格(QUALIFICATION)与认证(CERTIFICATION),而实际上两者是有区别的。资格是生产认证产品的基础,就增材制造而言,意味着整个增材制造工艺流程(包括系统/平台,工艺和材料)都需要经过一定程度的鉴定,才能生产出符合标准、设计规格和最终用途性能指标的认证零件。 工业革命以来,热交换器在工程系统中具有长期的应用,这意味着传统工艺制造的热交换器的性能和可靠性的置信度很高,而增材制造热交换器所采用的是新兴的制造工艺和创新性的设计方式,这样的新兴工艺需要更多的资格鉴定数据来支持和加速产品的认证过程。 最大的挑战往往是在验证和测试阶段,包括如何确保所有的粉末都已从通道中清除,并且所有的壁都已在内部完美地创建。当前有许多无损测试技术,例如用于检查粉末的共振测试或用于检查结构完整性的 CT 扫描。然而,CT 扫描可能是一个昂贵的过程。此外,如果采用 Inconel 等致密材料生产换热器,甚至不可能深入表面几厘米以检查部件的完整性。
在很多情况下,通过CT 扫描对3D打印零件进行检测是非常好的方式,但并不一定是必须的。然而,在3D打印热交换器的制造中CT扫描是必不可少的验证工具,该方式能够加快开发周期,并确认3D打印热交换器有没有残余粉末和严重缺陷。 在质量认证方面,考虑到有的热交换器用于飞机和汽车这样的安全领域,热交换器在该领域提出了独特的问题,因为单个薄壁气密性结构中的单个关键缺陷/针孔可能是成败之间的区别。这在能够生产具有所需完整性的零件同时又要在散热和压降方面达到最终用途性能目标方面提出了挑战。 对于大多数选区激光熔化金属3D打印技术-LPBF技术的应用而言,可接受的孔隙率水平较低。对于热交换器而言,情况仍然如此,因为诸如热等静压(HIP)等后处理方法存在将零件内部的结构变形的风险,因此不推荐用于AM热交换器。 当然消除各种缺陷的挑战依赖人类的经验并非是最好的解决方式,在走向批量生产的质量认证道路上,加工中设备产生大量的数据,这些数据为人工智能提取深度的理解提供了天然的基础,围绕着几何和材料特性和加工参数,这些加工中的挑战将会被人工智能所解决。 以计算流体动力学(CFD)和有限元分析(FEA)形式进行的模拟是AM增材制造热交换器开发的重要工具,但是仿真模拟是无法完全替代实际产品测试的,换言之,经验数据的重要性对于增材制造热交换器获得认证仍然至关重要。 3D科学谷了解到物理测试通常包括以下内容:
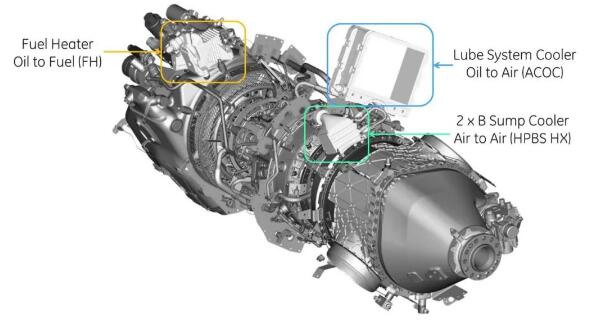
在GE的一份专利US 10247296 B2中,披露了GE研发3D打印集成热交换器的一体化齿轮箱壳体,是一个包括具有多个内腔的壳体。在腔室内的多个壁中附加制造了热交换器,这样的热交换器包括多个热交换通道。通过3D打印,不仅可以将齿轮箱和热交换器以整体结构制造出来,而且还可以实现非常薄的壁厚,根据3D科学谷的市场研究,GE开发的集成热交换器的一体化齿轮箱壳体中,至少一个热交换壁具有小于4毫米的厚度。 GE开发的集成热交换器的一体化齿轮箱壳体中所使用的“流体”可以是气体或液体。热交换器包括多个热交换通道,用于在两种或更多种流体之间传递热量。此外,热交换器可以设置在齿轮箱壳体内的一个或多个位置。例如在传动轴、齿轮、轴承等之间的空隙内。 根据3D科学谷的市场研究,GE开发的集成热交换器的一体化齿轮箱具有多方面的颠覆潜力,避免了传统热交换模块的远程定位需要燃气涡轮发动机内额外的容纳空间。另外避免了泄露等隐患,以往的设计方案中,当流体被传递到位于远处的热交换器时,流体可能会损失大量的热能。GE开发的集成热交换器的一体化齿轮箱概念可以类似地应用于各种变速箱,例如传动齿轮箱,动力齿轮箱,减速齿轮箱,或涡轮风扇的其他部件。可以应用到汽车、航空、海事等领域。
不仅仅是GE, 根据3D科学谷的《3D打印换热器及散热器白皮书V3》,在热交换器和散热器的3D打印领域,国际和国内企业都颇为积极,3D科学谷判断,这些前沿性的研究将推动下一代热交换器和散热器的出现,尤其是在消费电子、航空航天和汽车应用领域。国内包括西南电子技术研究所(中国电子科技集团公司第十研究所),中国航空工业集团公司西安飞机设计研究所,成都三鼎日新激光科技有限公司,深圳市大观科技有限公司,爱美达(上海)热能系统有限公司,中国航空工业集团公司西安航空计算技术研究所,中国工程物理研究院机械制造工艺研究所以及大连理工大学,北京工业大学,重庆大学等高校都在3D打印热交换器和散热器方面有着自己的开发成果。
根据3D科学谷的市场研究,对于热交换器的制造来说,目前的3D打印速度的确不够快,而且生产效率更高的机器的成本很高。虽然增材制造的好处可以证明在许多情况下增加零件成本是合理的。但现实情况是,如果可以实现更高的生产效率,那么能够替代传统加工的热交换器应用的数量就会增加。鉴于此,行业期待生产率的下一步变化,使生产效率提高10倍,而不会因增加资本支出的设备在市场上将有所向披靡的优势。 增材制造仍然是热交换器生产的新兴技术,DfAM增材思维为导向的设计、3D打印过程、热处理、资格鉴定和认证对于促进3D打印热交换器的应用至关重要。此外,除了热等静压等后处理需要,热交换器3D打印完成后通常需要通过铣削等传统加工工艺来生成精密的表面,然而金属3D打印技术制造的往往是传统工艺难以实现的零件,它们具有非常规的复杂形状,这将为后续与其他加工工艺的衔接带来挑战。 (责任编辑:admin) |