激光制造钢的工艺进展以及面临的挑战(3)(2)
时间:2022-02-16 10:17 来源:激光制造钢的工艺进展以及面临的 作者:admin 点击:次
建筑方向 之前的研究表明,即使对于尺寸和形状相同的零件,LAM加工钢的性能也会随着不同方向而变化。如图19所示,与图19(b)所示的垂直L-PBF构建316L样品中<101>的优先晶粒取向相比,当相同厚度的薄壁样品为1 mm以30°和45°的角度建造,更多随机方向如图19(b)所示。这意味着建筑方向对钢零件的晶粒结构和织构变化的影响。不同建筑方向导致的微观结构变化不可避免地会影响其机械性能,包括拉伸性能和抗疲劳性能。 Yadollahi及其同事研究了建筑方向(垂直和水平方向)对L-PBF制造的17-4 PH不锈钢拉伸和疲劳性能的影响,发现垂直构建的样品的伸长率明显低于水平构建的样品(见图20(c))。认为垂直于建筑方向(见图14(d))的平面上形成的层间空洞/孔洞是低延展性的原因,因为此类缺陷是拉伸载荷下孔洞生长和合并的快速路径。此外,建筑方向也导致相位成分的差异,如图20(a,b)中的EBSD方向图所示。尽管两个样品的晶粒尺寸似乎相似,但水平构建的样品具有较高的残余奥氏体含量(~7%)高于垂直样本(~3%) 。残余奥氏体分数的这种差异可被认为是两个样品制造过程中可区分的热历史的结果,尤其是冷却速度。垂直建造的样品比水平建造的样品具有更高的冷却速率。此外,建筑朝向对疲劳性能也起着重要作用。如图20(d)所示,由于垂直建造的样品中存在更多的层间空洞,水平建造的样品显示出比垂直建造的样品更高的疲劳强度。 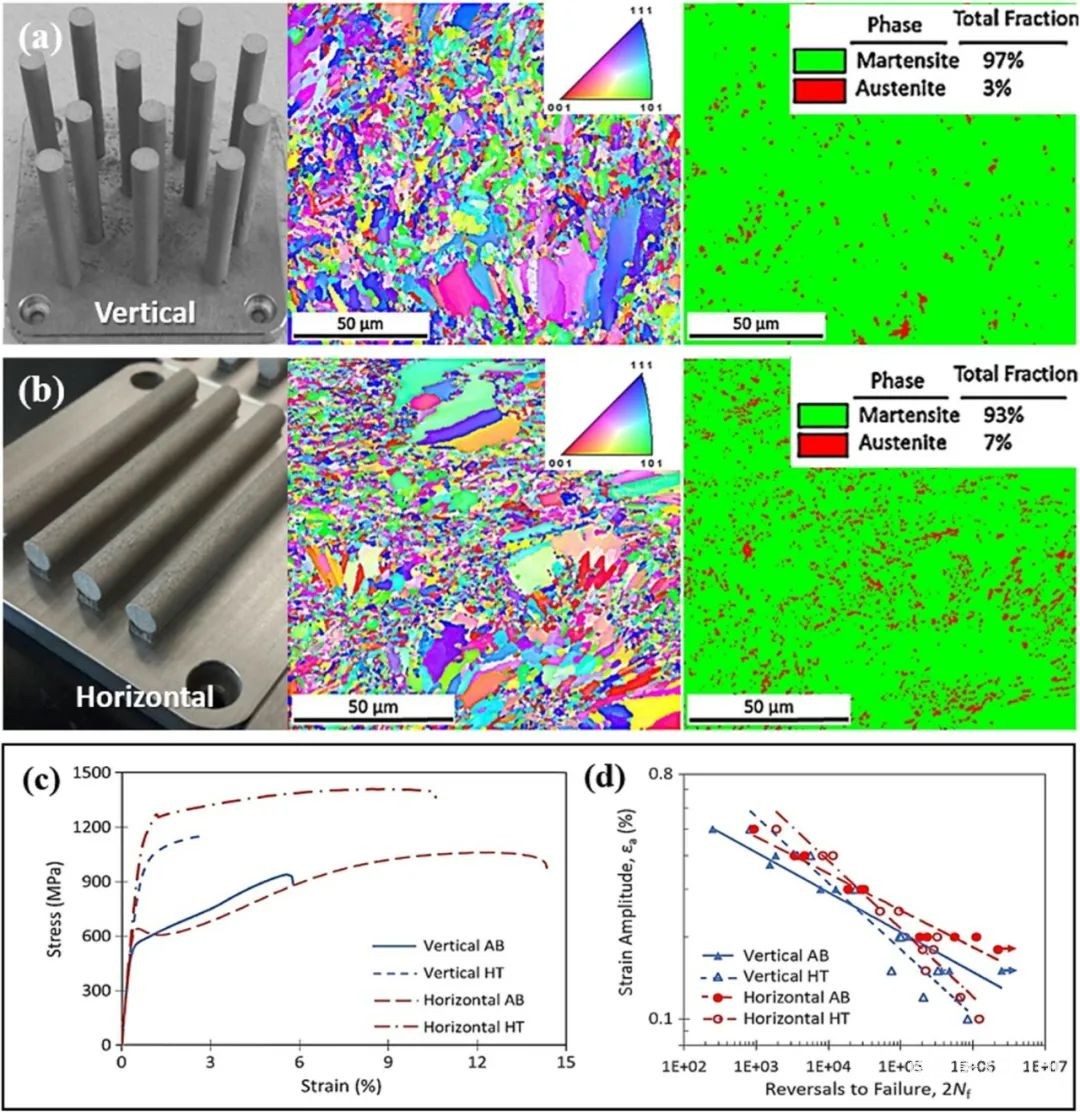
图20 (a)垂直和(b)水平-L-
PBF构建17-4PH不锈钢样品中间区域中选定区域的EBSD和相位图;(c) L-PBF制造的17-4
PH不锈钢在不同条件下的典型工程应力-应变曲线;(d) L-PBF制造的17-4 PH不锈钢在不同条件下的S-N曲线。
有趣的是,建筑朝向的效果因材料而异。与17-4 PH不锈钢不同,垂直构建的L-DED预制304L和316L不锈钢的强度较低,但延伸率远高于水平构建的样品。Griffith及其同事认为,这与可能引发断裂的缺陷有关。然而,根据断口分析,未在层界面处观察到断裂萌生。据作者所知,各向异性拉伸行为很可能与通过外延生长沿建筑方向形成的细长柱状晶粒有关,从而最小化了层间边界。当加载方向与建筑方向垂直时,位错滑移沿横向拉伸方向发生,并在晶界附近堆积。由于沿构建方向的晶粒拉长,沿横向的晶界密度远高于沿构建方向的晶界密度,从而导致更高的位错运动阻力,从而在水平构建的样品中获得更高的强度和更低的延展性。 保护气体 以往激光切割和激光焊接的研究表明,加工气氛对样品质量具有重要作用。Song等人最近的一项研究研究了保护气体(空气、Ar和N2)对用L-DED制作的420不锈钢熔体熔池几何形状的影响。如图5(a,b)所示,保护气体对熔池几何形状有显著影响,但这种影响对工艺参数不敏感。在氩气和氮气气氛下制备的样品具有相似的熔体池几何形状,而在空气中制备的样品显著增加了熔体池的宽度和高度。这是由于L-DED在空气中的剧烈放热氧化,增加了粉末吸收的有效能量。这种氧化过程也消耗了钢内的溶质元素(如C和Cr),降低了几何精度。 此外,控制保护气体成分似乎是另一种有效的方法来调整LAM加工钢形成的组织。如Rafi等报道,保护气体对17-4PH钢组织的影响与粉末原料的使用密切相关。对于氩气雾化法制备的粉末,无论保护气体(Ar或N2)是氩气还是氩气,均可在试样中获得马氏体组织。而对于17-4PH钢,N2气氛比Ar气氛显著提高了奥氏体的含量。此外,纳米颗粒在18Ni-300钢基体中随机分布,形成core–shell结构,core中为氧化铝,shell中为氮化钛(TiN)。Shamsdini和同事认为,通过Marangoni效应,被捕获的氮形成了被Al2O3壳包围的球形TiN。这说明LAM过程中的气(如氩气或氮气)对马氏体时效钢的二次相和性能有显著的影响,特别是那些含有化学活性Ti的马氏体时效钢。 加工参数的交互作用 流程映射 本文综述了各工艺参数对激光焊接钢几何精度、显微组织和机械性能的影响。然而,在大多数情况下,它们的影响是相互影响的。因此,开发了各种工艺图来详细说明和理解不同参数的综合影响,特别是激光功率和扫描速度。根据输出变量,当前可用的LAM流程图可以分为三组。它们是热图(如冷却速率和热梯度)、缺陷图(如孔隙度)和几何图(如熔池大小和单轨形态)。在这三组中,热和熔体池大小过程图通常是基于解析和数值结果创建的,这已经由Shamsaei等人审查和评估。一个典型的熔体池尺寸过程图可以展示熔体池长度如何受基板归一化高度和熔体温度的影响;而热过程图显示了归一化熔体温度和熔体池内相对深度对冷却速率/热梯度的影响。根据Shamsaei等人的研究,虽然从地图上的预测提供了大规模L-DED过程中最优工艺参数的可能范围,但由于模型外推的误差,仍然存在不准确性。此外,大多数基于模拟的热或熔体池尺寸过程图尚未得到实验验证,因为在LAM过程中难以测量熔体池的冷却速率和热梯度。因此,在本节中,重点是直接从实验结果建立的过程图,其中加工参数被用作输入变量。 图21(a - d)为L-DED和L-PBF过程图,显示了激光功率和扫描速度对粉末熔化效率和熔池缺陷或316L不锈钢单轨缺陷的综合影响。在图21(a)中,四个区域代表了使用L-DED搭建316L单轨时不同的粉末熔化行为。在区域I内,激光由于能量输入过多而导致等离子体的形成,从而不会发生熔化。在第二区域,由于能量输入不足,金属粉末只有部分熔化。区域III对应于不完全熔化和球化。区域IV表示激光功率和扫描速度的适当组合,导致粉末完全熔化。此工艺图是316L不锈钢最早的工艺图之一。因此,需要验证其重现性。值得注意的是,与L-PBF相比,L-DED预制钢的加工图有限。然而,考虑到L-DED和L-PBF在熔体熔池中形成的紧密的物理冶金,这两种方法的缺陷随工艺参数的演变趋势相似。 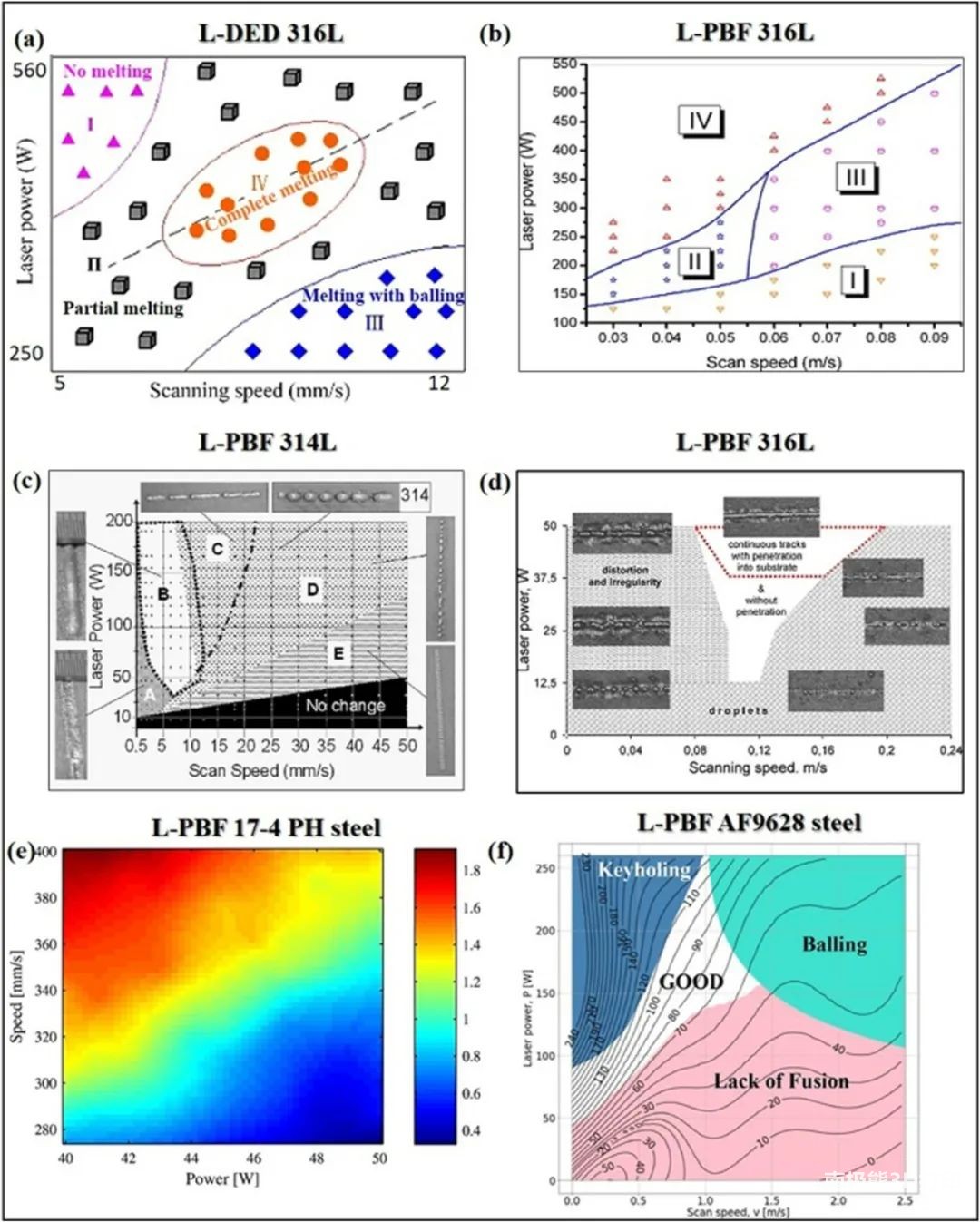
图21 (a) L-DED 316L钢,(b) L-PBF建造316L钢,(c)
L-PBF建造314L钢,(d) L-PBF建造316L钢,(f)
L-PBF建造超高强度钢;(e)不同激光功率和扫描速度下L-PBF制备的17-4 PH钢的孔隙度过程拟合图。
使用L-PBF制造不锈钢单轨的工艺图如图21(b-d)所示。这些地图取自不同的参考文献。从图21(b,c)可以看出,较高的激光功率和较慢的扫描速度更容易产生连续的全密度迹线,如图21(b)中的区域IV和图21(c)中的区域b所示。低激光功率与高扫描速度相结合,可以导致无熔体或高孔隙率的部分熔体。在高功率和高速条件下,单齿或离散或成球。低功率和低速度相结合,意味着没有熔化或部分熔化。然而,Yadroitsev和同事的结果]如图21(d)所示,表明即使在低得多的激光功率下,在特定的扫描速度范围内也可以形成连续而密集的轨迹。这种不一致可能归因于所使用的机器的不同,这与处理参数的不同设置有关。此外,工艺图也因材料而异。从图21(b,c)所示的L-PBF工艺图中可以发现,当激光功率超过175W左右时,产生了全密316L的轨迹,而生产314L钢单轨所需的最小值为40
W左右。这一结果意味着需要为单个合金建立工艺图。为了研究激光功率(P)和扫描速度(V)在LAM过程中对孔隙度钢的联合影响,Tapia和同事开发了一个基于空间统计的框架来预测L-PBF制备的17-4PH钢的孔隙度,以尽量减少实验次数。如图21(e)所示,基于实验数据,采用基于高斯过程的预测模型拟合出不同功率-速度组合下的孔隙度过程图。从图21(e)中可以识别出导致低孔隙度为0.325%的最佳加工参数。P = 50 W, V = 275 mm s-1。不幸的是,这种最优功率-转速组合可能不适用于316L不锈钢和超高强度钢(AF9628),因为根据图21(d,f)所示的工艺图,如果使用这些参数,会出现单轨不连续和熔合不足的情况。 此外,如前文所述,改变工艺参数不仅控制了缺陷类型和分数,还影响了形成的显微组织和相组成,协同影响了LAM加工钢的机械性能。因此,在过程图中包含这些特征将是卓有成效的,它可以提供更全面的指导,以最大限度地提高样品质量。这可以参考Dye等人之前的工作,在该工作中,IN718合金的可焊性图是通过考虑缺陷形成和显微组织特征的精确数值模拟来开发的。 来源:Laser additive manufacturing of steels,InternationalMaterials Reviews,doi.org/10.1080/09506608.2021.1983351 参考文献:Gibson I, Rosen DW, Stucker B. Additive manufacturing technologies.Vol. 17. Cham, Switzerland: Springer; 2014. Brandt M. Laser additivemanufacturing: materials, design, technologies, and applications. Duxford:Woodhead Publishing; 2016. (责任编辑:admin) |