金属线激光增材制造下15层钛合金(TC4)的变化
时间:2021-12-23 14:16 来源:江苏激光联盟 作者:admin 点击:次
在航天、航海、武器制造等大型制造中,要达到一定的效力,所需的材料是非常庞大的。用传统的方式制造,机器不仅体积大,而且很重。不仅不利于作业,更容易出现各种故障。多年来,科研人员一直致力于在制造飞机、轮船等过程中使用轻质和高电阻金属合金的增材制造,这就不得不提到一种特殊的钛合金——Ti6Al4V。这是一种国标钛合金,它兼有α及β两类钛合金的优点。塑性好,可耐热 (可400℃在长期工作)、抗腐蚀能力很强。
Ti6Al4V墙体图片
2021年3月份,《Manufacturing Letters》杂志公布了一项研究成果。成果显示,合适的制造设置和工艺参数对制备15层钛合金壁具有良好的几何和显微性能。本文就通过分析熔池、激光源和焊丝三者之间的相互作用,从而建立稳定、光滑的沉积过程。 研究过程中,研究人员发现以下规律: •监测金属传递动力学有助于了解变量设置。 •表面张力传递方式能产生平滑、规则的沉积。 •这种转移方式可以增强几何壁和金属组织。 实验的初衷 增材制造是一种制造技术,通过在基板上添加额外的材料来构建3D组件。航空航天行业市场可以从轻质和高电阻金属合金的增材制造中获得很大的好处。作为粉末的替代品,可以使用金属丝作为原料,目的是在由热源产生的熔池中熔化金属丝。与粉末沉积相比,线材增材制造可实现更高的沉积速率、具有可忽略的材料浪费的全致密组件、更少的健康和安全预防措施,并且可以使用激光或廉价和商用弧焊机进行。 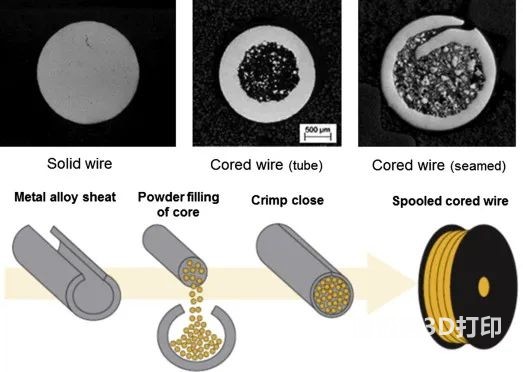
△不同类型的热喷涂丝及带芯丝的制作方法。
热喷涂进料材料以重量为基础的大部分都用作丝材。这是因为实际上所有基于阴极保护的防腐材料都是锌和铝。金属丝火焰喷涂和电弧喷涂是仅使用金属丝材料的工艺。导线可以是实心导线,也可以是管内含有各种增材的管状导线,称为带芯导线,见上图。实心线材是通过从材料中拉丝来制造的,这些材料将使这种线材制造过程成为可能。近几年来,带芯电线的使用变得越来越普遍。这些金属丝可以由高合金铁、镍或钴基合金制成。其原理是一种薄而有韧性的金属,如不锈钢带,用于制备管状线材,该金属管中填充有合金元素和/或硬质颗粒,如WC或其他碳化物,然后将带材加工成带芯线材。 研究人员不仅开发了一份工艺图,预测不同建筑条件下的工艺行为,同时证明了送丝系统和基板之间的相对位置影响传输模式。在研究中,人们发现,在激光加工过程中,随着功率和送丝速度的增加或焊接速度的降低,晶粒尺寸增大。 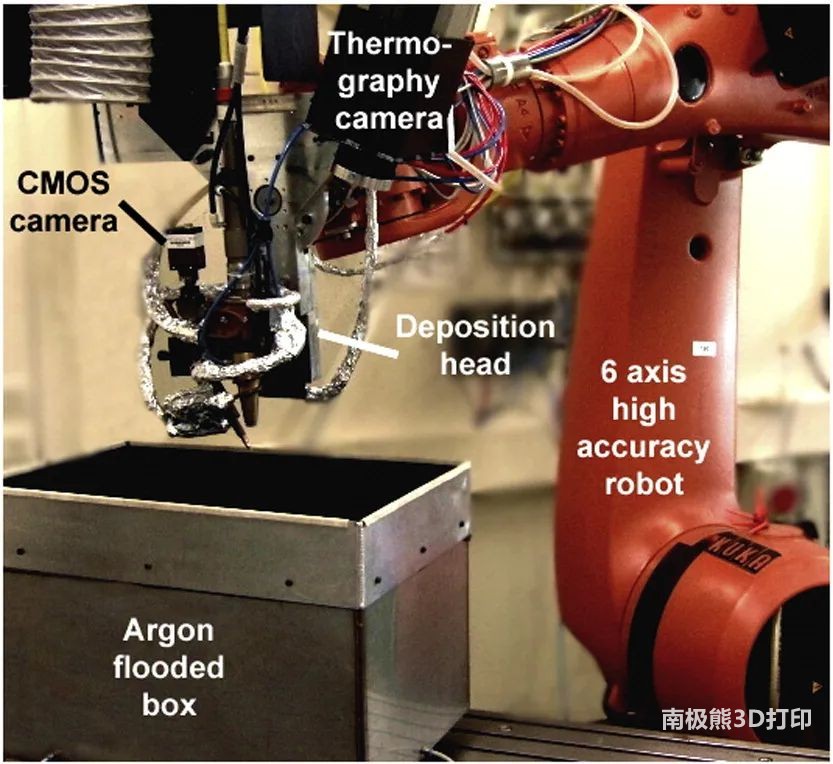
△送丝过程的实验装置。
比如,研究人员研制了一种实验室送丝装置,用于送丝ALM的基础研究。它主要由一个最大功率为3.5 kW的TRUMPF HLD 3504 Nd:YAG杆激光器(二极管泵浦)、一个Weldaix送丝器和一个Kuka KR 100 HA(高精度)六轴机器人组成。在一个打开的盒子中,从其基座处永久性地浸没氩气,将具有超低间隙(ELI级)的Ti-6Al-4V焊丝沉积在Ti-6Al-4V衬底上。(见上图) 此外,对工艺监控系统进行了改进,并实现现场自动调整,以调整刀具和工件之间的相对位置,并补偿工艺条件中不需要的大偏差。Liu 等人使用光学光谱仪分析了不同焊接条件下羽流中的等离子体发射强度和电子温度,从而推断出工艺稳定性的条件。 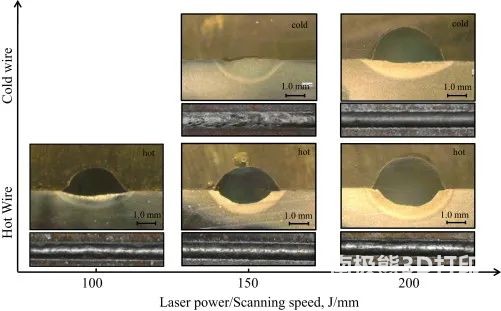
△热丝和冷丝熔覆层的截面和表面形貌随激光功率和扫描速度的比值而变化。
如上图,低电压不能加热接近熔点的导线,导致导线从基板上掠开。另一方面,过高的电压会熔化导线尖端,导致电弧。在导线末端形成的液滴可能会爆炸,导致飞溅。 总之,工艺设置已经证明影响沉积的特征,并确保过程稳定和零件的良好质量。需要探索一种系统有效的过程开发方法。 本文通过实时观察熔池动态,科学地调整工艺设置和工艺参数,对线材激光增材制造(WLAM)工艺过程进行监控,以保证过程更加稳定。目前的工作可以很好地理解过程,并为工业界和学术界提供了一种方法,以更好地科学批判过程的意识来调整和改进他们的实施过程。 实验过程 该装置包括一个Binzel推推送丝系统,一个三轴计算机数控(CNC)机床和一个激光系统。 层压试验是在一个测试模具上进行的,该模具使用了一种早期的赛车机头工具。这些试验允许开发一个立管板,该立管板将添加到每个工具的法兰上,以生成一个圆形的加强边缘。在CNC布线过程中,该功能通常作为周界“槽”并入工具中,但由于CNC成本和时间问题,在这些工具上被删除。 激光器由一个波长为1070nm的光纤激光器组成,最大功率为3kw。光学排列由200毫米的聚焦透镜和100毫米的准直光学组成,导致光学放大系数为2。由于输送纤维的芯径为0.15 mm,束腰处的光斑直径约为0.3 mm。金属丝沉积的衬底由一个6mm的Ti6Al4V板组成,用四个夹子固定在工作台上。该过程使用两个过程摄像机进行监控。一个离轴摄像机用于监测熔池动态和金属转移,而另一个摄像机与激光光学同轴,检查激光束路径和馈电方向之间的对齐。一个排烟器被用来从这个过程中提取气体排放。 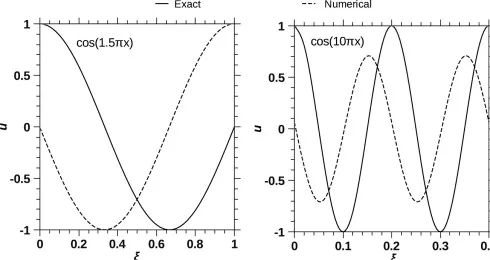
△使用Lax-Wendroff格式对例14.2的数值解,C = 0.5, Δx = 0.02
上图为为Lax Wendroff格式正弦函数的精确数值解。观察两个正弦曲线的数值解相对于精确解是不相的。解与精确曲线之间的相位差是正弦曲线波长的函数。同时,耗散也是波长的函数。不同波长的正弦函数以不同的速度传播。我们知道任何周期函数都可以表示为傅里叶级数级数中不同的项以不同的速率传播也经历一定的耗散。这会导致原始函数的失真。 所采用的材料为退火态的Ti6Al4V钛合金。化学成分和热物性(导热系数和熔化温度)列于表1。
表1 接收材料的化学成分和热物理性能(重量%)。

研究进行了初步的板珠试验,如激光功率(200、300、500、800、1000 W)、光斑直径(1,1.4 - 2 mm)、移动速度(5,8,10 mm/s)和送丝速度(10,13,15 mm/s)。 采用稳定条件构建多层线性墙体。本文展示的15层墙,P = 300 W,BD = 1 mm, TS 8 mm/s, WFS 15 mm/s。 所有的珠子从相同的方向沉积,并根据之前沉积层的高度相应地向上移动,设定一定的高度增量(z-offset)。特别的是,在搭建最终演示器的墙体时,z偏移量为0.7 mm。送丝角度设置为与水平面30°。 检查珠子,垂直于沉积方向横截面,用标准研磨程序抛光,并用Keller的试剂溶液(1%HF, 1.5% HCl, 2.5% HNO3和95% H20)进行化学蚀刻。用光学显微镜观察微球的形态。分别对基材、墙体基材和墙体建筑方向进行了维氏显微硬度测试。 过程动态评价 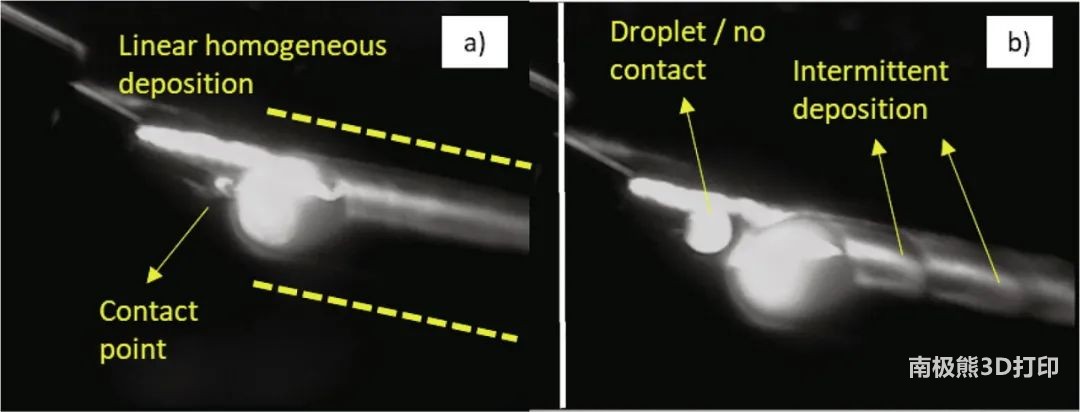
图1 不同的过程动力学在a)表面张力驱动沉积和b)液滴沉积。
图1显示了在现场过程监测期间捕获的两种不同的图像。送丝方向、激光-材料相互作用机制和金属传递动力学等因素影响着加工过程的稳定性和工件的质量。在加工前设置正确的配置也是至关重要的,因为在焊丝尖端和熔池边缘之间的相对位置对于工艺稳定性和确保沉积对噪声、熔池振荡和动态干扰的容忍是至关重要的。 图1a显示了在表面张力模式下进行的沉积,也可以称为光滑沉积。金属丝在表面张力的驱动下连续进入熔池,与固体边界上的附着力相比,其粘结力占主导地位。由此产生的沉积的顶表面将是光滑的,沿路径的高度和宽度不变,这是由沉积层的均匀性所证实的。图1b为向熔池中添加液滴的沉积过程,可称为重力金属转移。金属丝尖端被熔化并不断增长,直到其重量超过了内聚力,并与金属丝的其余部分分离,并在焊接池中合并。 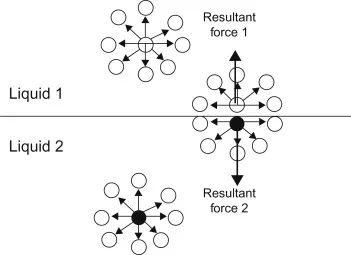
△液界面和液体分子受力平衡
上图显示了作用于表面分子的合力(也称为内聚力)是朝向主体方向的一个非零量。液体的分子由于引力而结合在一起。在液体的大部分中,对任何分子的所有引力之和平均为零。这是为了增加表面积而必须抵消的力。这个过程所消耗的能量叫做表面能。水滴是球形的,因为在给定的体积下,在所有形状中,球体的表面积最小。液体的表面张力和表面自由能相等,而固体的表面张力和表面自由能不相等。 首选的是表面张力模式,因为它允许实现一个稳定的过程,平滑地沉积每一层,这是保证精度和低粗糙度的组件的基础。这一条件源于金属丝相对于熔池和激光束的合适相对位置,以及能量供应和填充金属体积之间的良好平衡。焊丝在熔池前缘馈电,不与激光束相互作用,在熔池区域熔化,能量分布较高,熔滴沉积规律。 几何和材料特性 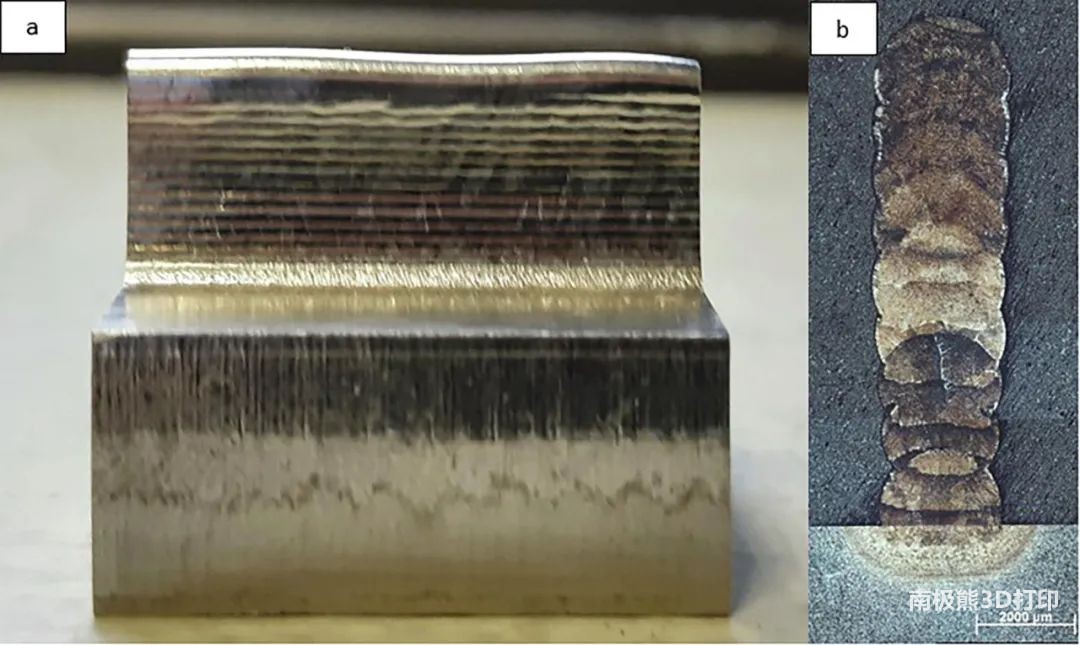
图2 用于演示的墙a)和横截面形态学b)。
图2显示了在表面张力驱动条件下,作为演示墙建造的方面。图2a为试件壁。镀层光滑,无不规则性,减少了后处理加工的需要。图2b为管壁的横截面,可以观察到其冶金和几何特征。几何形状在几十毫米范围内呈规则形状。 沉积体的微观结构呈现各向异性(图3b)。在沉积过程中,晶粒呈柱状,沿最高的热梯度方向生长。晶粒中含有小晶粒片层状α + β组织,在管壁构建过程中发生马氏体转变。在垂直于建筑物的方向上可以观察到不同的边界,这可以用金属凝固过程中的等温转变来解释。 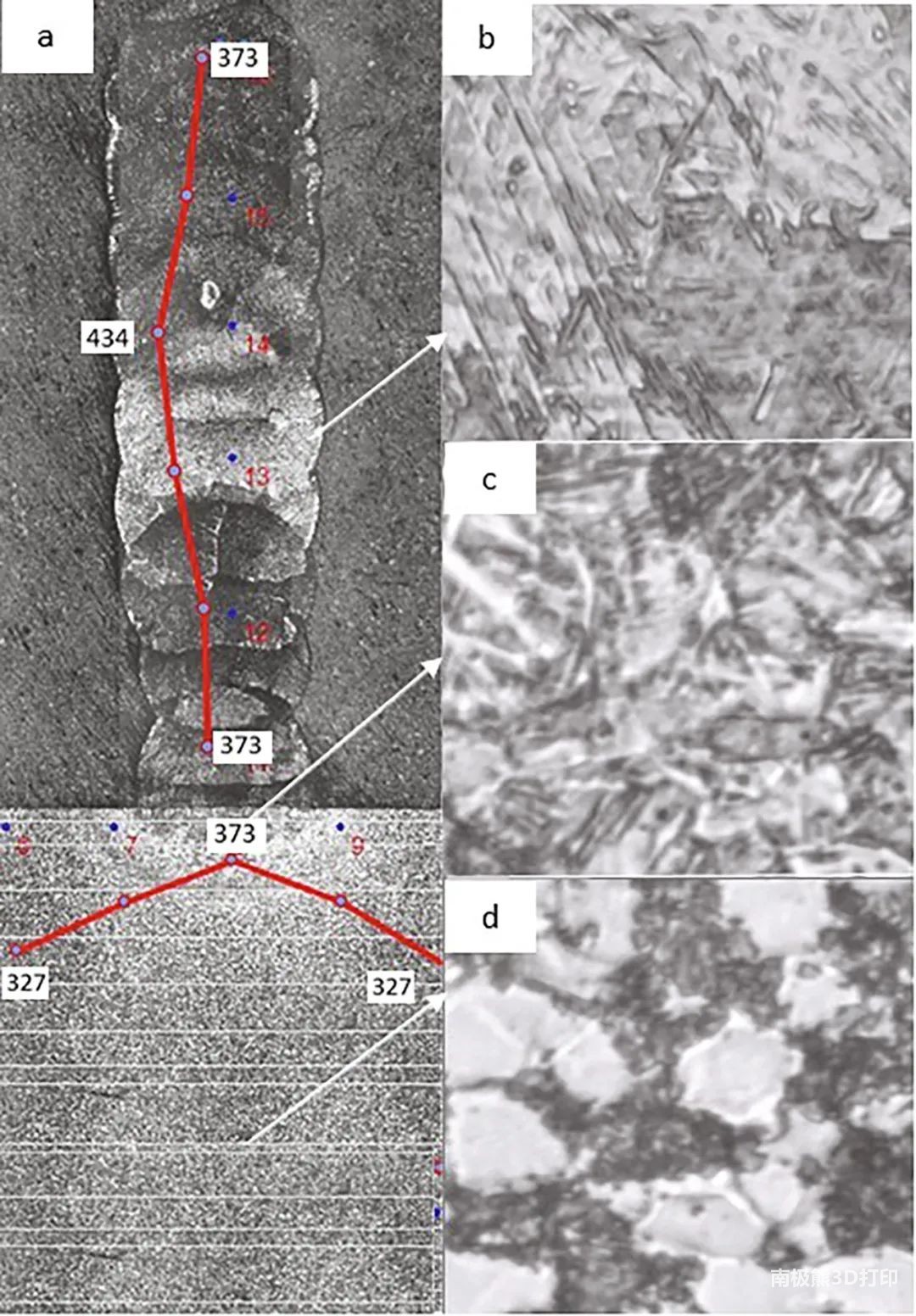
图3 维氏显微硬度(a)和显微组织(b-d, 40×)。
图3a显示了基材和壁材的维氏显微硬度。母材的硬度达到327 HV(微观结构如图3d所示)。在基片壁根处,硬度升高到373 Hv,熔合区形成,迅速冷却,形成非平衡显微组织,其中包含较小的α片层,并出现马氏体相变(图3c)。在构建方向上,硬度达到峰值434 HV,即最终壁高的一半,此时凝固过程中形成了间隙杂质,马氏体相变过程中晶粒尺寸较小。 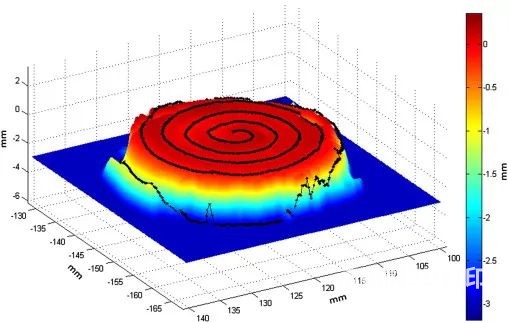
用所开发的测量系统得到的一个扫描表面的例子。黑线表示覆盖在表面上的沉积路径。外轮廓珠的圆角边缘错误地复制。 上图显示了用所开发的测量系统获得的三维轮廓的一个例子。该表面覆盖有机器人的沉积路径。从图中可以看出,所有区域的外轮廓珠的高度提取都不正确。因此,即使在受控的情况下,外轮廓珠也以公称工艺参数沉积,即当熔体池到达轮廓珠时,ILC关闭。 一些有利于后续继续研究的结论 • 实时监测熔池和金属转移模式有助于了解过程动态。 • 表面张力转移模式使金属沉积光滑而有规律。 • 对采用表面张力模式得到的15层壁材的几何性能和金属组织进行了分析和评述。 来源:Transfer mode effects on Ti6Al4V wall building in wire laseradditive manufacturing,Manufacturing Letters,doi.org/10.1016/j.mfglet.2021.03.001 参考文献:S. Mellor, L. Hao, D. Zhang,Additivemanufacturing: a framework for implementation,Int. J. Prod.Econ., 149 (2014), pp. 194-201;M.K. Thompson, G. Moroni, T. Vaneker, G. Fadel, R.I. IanCampbell, I. Gibson, et al.,Design for AdditiveManufacturing: Trends, opportunities, considerations, and constraints,CIRP Ann. –Manuf. Technol. (2016), 10.1016/j.cirp.2016.05.004 (责任编辑:admin) |
- 上一篇:把大豆渣当“墨水”,3D打印小零食
- 下一篇:人工智能对增材制造的重要性