���������������������ǿ�������Ż���3D��ӡ������Ҫ����
ʱ��:2021-12-11 20:21 ��Դ:3D��ѧ�� ����:admin ���:��
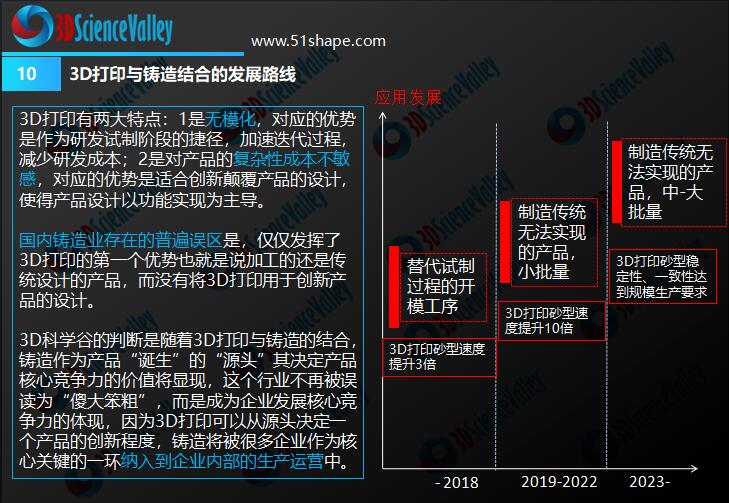
3D��ӡ����ɰ�ͺ���о���ڸı䵱������ܡ����ͽ�����������췽ʽ�������������ͳɰģ������հᵽ3D��ӡɰģ������У������ܳ�ּ���3D��ӡ���������ƣ�Ҳ����������3D��ӡ������������������ܡ����ڵĴ�����������е��3D��ӡɰģ���참����Ϊ������ҵ������������չ����������3D��ӡɰģ����ṩ��һ����ʾ��
��������һ��ͨ��3D��ӡɰģ����Ľ�һ�׳��Ļ�е�ۡ������Ŷ���nTopology����Ϧ������������ѧ��Flow 3D �� Humtown �Ĺ���ʦ��ɡ����Ǵ�����һ���˵��˵����ֻ����칤�����̨C������Ż�������������ƣ���������졣 3D��ӡɰģ���켼�����������ƣ�
3D ��ӡɰģ����о����ɰ������ľ����ԣ�
�������о�ּ�ڽ�����һ�㡣ͨ����ÿ�������е���Ʒ�����ʵ�ʿ��������ļ����� ��������ҵ�����ʦ����ʦ������ʹ���������
�����Ŷӽ������Ż����Ƚ�����Ƽ�����ֻ��ͨ�����ķ�ʽ������Ƚ������������������ڡ�������ð�ڣ����ϡ�ʹ�����ַ��������Ŷ��跨�ﵽ���¼���Ŀ�꣺
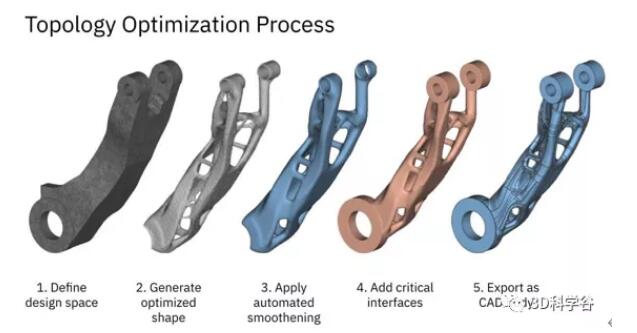
����Ŀ�ĵ�һ�����Ż���е�۵ļ�����״�����������Ż����������Ŷӽ����������������40%���� 240 ����Լ109ǧ�ˣ����ٵ� 165 ����Լ75ǧ�ˣ���ͬʱ��Ȼ����涨���������Ĺ���Ҫ�� �����Ż���һ�ַ�����������Ƽ�����ͨ�����ں��պ�����������������Ż�Ŀ��ͨ���Ǹն����������С����nTopology�����еĵ��Զ���˳������ģ���ؽ�����ʹ���Ŷ��ܹ����١����ɵؽ�������ġ�
��Ȼ�������Ŷ�����ƽξͿ����˸�����Ŀ������ԡ����յĽ��������������ʱ�� 165 ������Լ 75 ǧ�ˣ�����߽�ߴ�Ϊ 39�� �� 16�� ��16�壨�� 1.0 m �� 0.4 m �� 0.4 m������е�۵ijߴ��������Ŷ���������������ѡ�� ���մ�ͳ����ģ������ʹ��ľģ�������һЩ���������⡣���ڼ�����״�ĸ����ԣ�����Ŷӽ����ò�����������Э���Ӷ���������������ܡ�
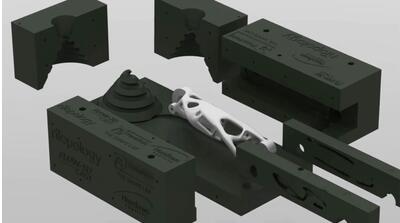
Ϊ��չʾ�ü����������������ŶӾ���ֱ��3D��ӡ����ģ�ߡ�ͨ������³�����������ʽ��ֻ3D��ӡģ�ߵ�һ���֣���ģ�ߵ���о�������ؼ��IJ�λ�� ��һ����ʹ�������ܹ��Ż�ģ�ߵ������ؼ��������罽�ڡ�������ð�ڵļ�����״��λ�á���Щ�Ż���ʹ��������������С���ڲ���϶�ͽϸߵIJ������ܡ� ��ģ���DZ�Ϧ������������ѧ��Flow3D ��˾������Ƶġ����Ŷ�����ƹ����п��ǵ���������Ҫ�����Ҫ��
Ϊ��ȷ�������ģ��ʱ�����������������Ŷ���������˽�עϵͳ��ð�ڡ�����ʹ����һ�������εĽ��ڣ�������һ�����µĽ��ڣ�ѡ���˾������λ�����ε�ð�ڣ�������Բ���ε�ð�ڡ� �����Ż��Ľ��ں�ð�ڵļ�����״ȷ�������ڽ����������ٶȵ����������ֵ���������ڽ�������ȵ����̡����⣬��Щ����ֻ��ʹ���������켼�������죬 ��Ϊʹ�ô�ͳ���Ʊ����ղ������Ʊ����������ӵĽ�ð��ϵͳ��
Ϊ��ȷ��������������������������ں�ð�ڵ����λ�ã������Ŷ�ʹ������ģ�����������˶����Ƶ����������Ŀ�����Ż�ð�����ܣ�����ȵؼ��ٿ�϶�ʣ�����֤�������١������ȷ���˸ò���һ�γɹ��Ʊ�����������ʱ��Ӽ����¼��ٵ����ܡ� 3D��ӡ���ն��ص�ֱ����������ʹ��Щ�Ƚ���ģ����Ʒ�������Ӧ�á������ܹ��������������ܸĽ����о��������봫ͳ������ȣ�ʹ������ģʽ�������������У�
��������ܵ����ʹ��һ���ն�����������ܻ��Ʋ��������쳧��˵��Ϊ���á� (���α༭��admin) |


{kind=link}