���շ������ؼ����ϼ�����������Ľ�չ��չ������
ʱ��:2021-12-01 08:06 ��Դ:���ռ������� ����:admin ���:��
| ���������������������������죨AM����չ�Ĺؼ��г������������о���LPBF��LDED�ȼ������йؼ������������������Ϊ�ڶ����֡� 3. �Ƚ���ǿ�ȸֵ�LAM 3.1. ���� �Ƚ���ǿ�ȸ�(AHSS)�ں��պ�������Ĺ㷺Ӧ����Ҫ�����ڶԾ��и�����ǿ��(YS)�����ƶ������ԺͿ�Ӧ����ʴ���ѵĺϽ�ľ������봫ͳ�ֲ���ȣ�AHSS�Ļ�е������ͼ6��ʾ����һ��AHSS����˫�ࣨDP��������շ����ԣ�TRIP�������ࣨCP���������壨MS���֣��伫����ǿ�ȣ�UTS��ͨ��Ϊ0.5�C1.6 GPa�������ʣ�El��Ϊ5�C30%�����ڶ���AHSS���Ͼ��յ����ԣ�TWIP���Ͱ����岻��ֵ���ɣ�����˸�UTS��0.9�C1.6 GPa��������El��45�C70%���� 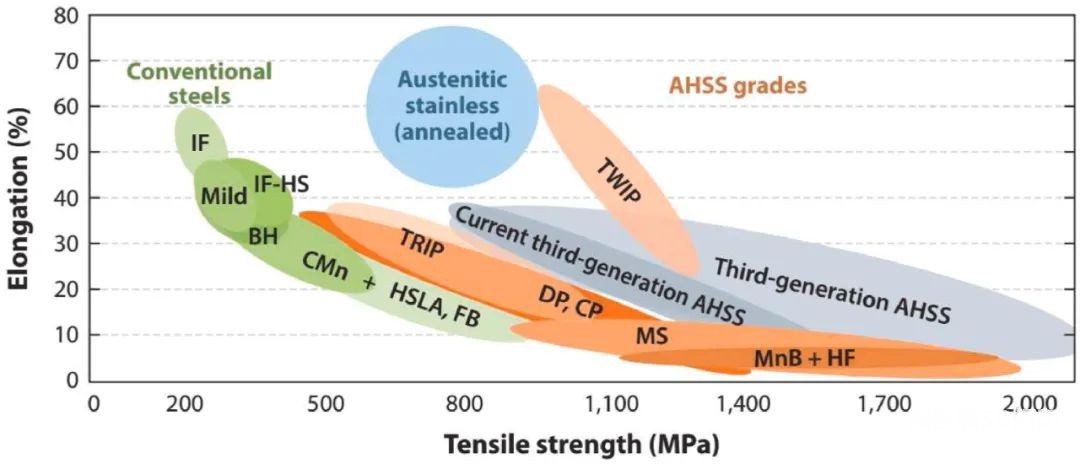
ͼ6 �ܽ��˳���ֺ���ǿ�ȸ֣�AHSS���Ŀ���ǿ�Ⱥ��쳤����ϡ���д����϶��IF������϶��ǿ�ȣ�IF-HS�����濾Ӳ����BH������ǿ�ȵͺϽ�HSLA�������ࣨCP����˫�ࣨDP����������-�����壨FB�����ȳ��ͣ�HF����
���ڽ��ع�UTS�ӽ������1 GPa��LAM�֣���ǧ�֣���������ף���Щ�־�����Ϊ������AHSS��DZ��Ӧ�á���Щ����Ҫ�Ǹ�ǿ�ȵͺϽ�HSLA���֣���24CrNiMo��AF9628��ASTM A131��HY100�ȣ�������Ӳ���֣���AISI 4340��AISI 300M��AISI H11��AISI H13�ȣ�������Ӳ����PH������֣���15-5PH��17-4PH��CX����������ʱЧ�֣���C300������1�г�����Щ�ֵı�Ƴɷ֡�
��1 ����ǿ�ȸֵ���Ҫ��ѧ�ɷ�(wt. %)��
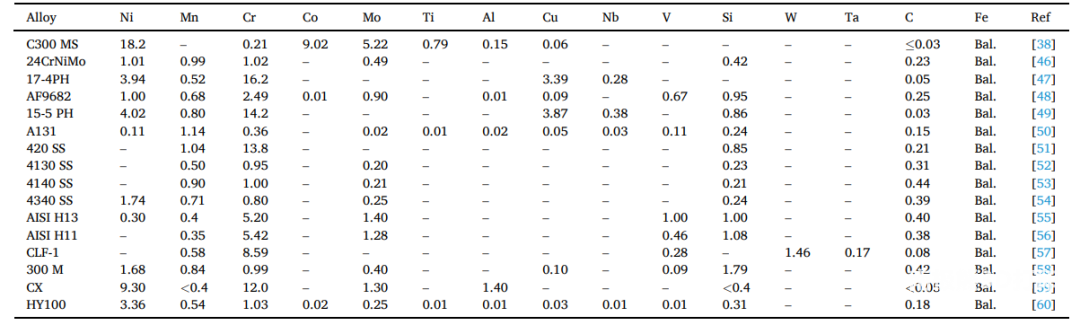  
��ǿ�ȵͺϽ����һ�ֵ��͵ĸ߱�ǿ�Ƚṹ���ϣ���ͨ���ڵ�̼���м��������Ͻ�Ԫ�أ����̡�������������ø�ǿ�ȡ��������Ǿ��и�ǿ�Ⱥ����ԡ��ͺϽ�Ԫ�ء����ȼӹ����պ���Խϵ͵ijɱ�������ѱ������������㺽�պ��졢���������º����������������Щ�ֵ���Ҫ���պ���Ӧ���ǻ�еϵͳ������������ܡ������䲿������ǿ����˨������ȡ�HSLA�ֵĸ�ǿ����ͨ�����Ŀ��Ƶ��Ͻ��ȴ���ʵ�ֵġ����磬��24CrNiMo���У�Cr�������γɽ���̼���ﲢ�������Ӳ�ȣ���Ni�������ʴ�Ժ���ĥ�ԣ�Mo�����˻ػ���Ե������ԡ� ����Ӳ���֣�SHS��ͨ�����е��¶�������̼������õ�ǿ����AISI 4340��һ�ֵ��͵�SHS�����и�ǿ�Ⱥ����ԣ�ͨ������������������պ��졢��Դ��������ҵ�Ľṹ������300 M��AISI 4340�ĸĽ��棬�衢����̼���⺬���ϸߣ���������м��ߵ�ǿ�ȡ��������Ժ���չ�ԣ�ͨ�����ں��պ��칤ҵ��������ܣ���PH����֣���17-4PH��15-5PH��ͨ������������еĸ�ͭ���������õ�ǿ��������Ҫ������482�C621��C���ȴ�����HT����������ǿ�ȡ���չ�Ժ���ʴ���ܣ���Щ����Ͻ������ں��������糧����ˮ��ѹˮ��Ӧ�ѣ������������ͺ��պ��칤ҵ������ṹ���ϡ� 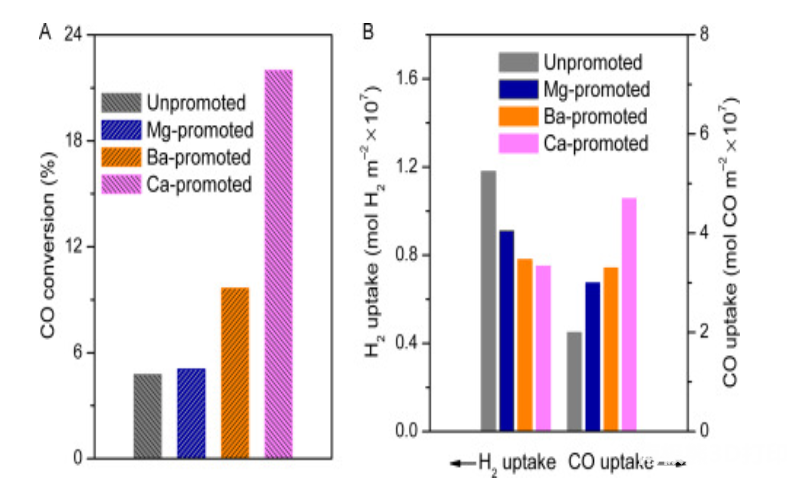
�����������Ӽ��Ԧ�-Al2O3����̼��������Ĵ����ܺͻ�ѧ����������Ӱ�졣��A�� COת������B�� H2��CO���ա�
300��������ʱЧ�֣�C300 MS����AM�������ܻ�ӭ��AHS���������������ࡣC300��20����60���������һ������AHS����������ǿ�������õ����Ժ���չ�Խ����һ�𡣳���ǿ�����ɽ����仯�����Fe2Mo��NiAl��Ni3��Ti��Al��Mo����Ni��Al��Fe���ȣ���455�C510��CʱЧ����ȷֲ��ڵ�̼����������еij���ǿ������ġ� 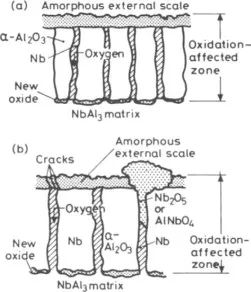
a��727��C��NbAl3�ļ����������ƺ�
b�����潵��Ŀ�ʼ��Doychak��Hesbur[1991]��ͨ������Щ���ϻ����������軯��ϵͳ�����п��γɱ����������������������Ƭ��������仯����ر���NbAl3��MoSi2�йص�һ��������������ν�ġ��к������������ڶ��ݵ�DZ���ں����м��¶ȣ�550�C850�棩�·�������������������һ���̻��Ƶ������о�����������Ӧ���յ��ģ���������о���Grabke����[1991]��Doychak����[1991]��������NbAl3�Ŀ��ٽ�������ͨ��Nb2O5���������ɢ�Ľ��������ƶ�������仯���ᄃ�����������ɢ���ڲ�������Ӱ��������ڽ����仯�����ڳ����ڲ���������
�����Ժ���չ��Դ����Խ�����Լ30 HRC���IJ��ϣ����ԺͿɼӹ���������壬�ɸߺϽ��̼����������������ɣ����и�λ���ܶȡ�������ʱЧ�ֵ�Ӧ���������������������塢�ɻ��ṹ�����������ͽ�������ģ�������ֺͽ��̼��ȣ�ͨ��Ҫ��ǿ�ȣ�������õĶ������ԣ��Լ��߿�һ�㸯ʴ��Ӧ����ʴ���ѡ� 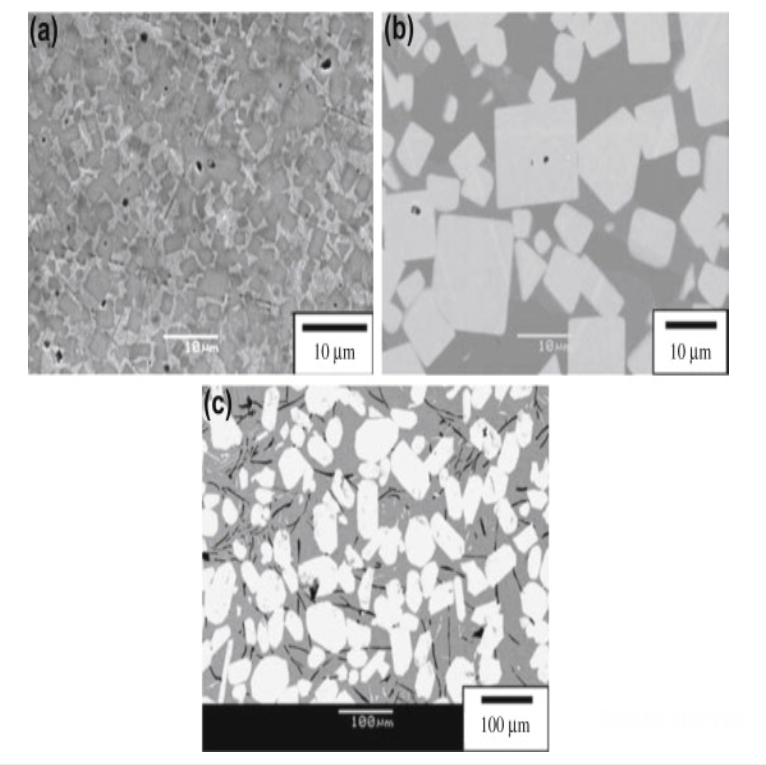
��a��ZrC-50Ni����b��NbC-50Ni�ͣ�c��Mo2C-50Ni�����%����1510��c���ȴ���1Сʱ��SEM����Ƭ��
��LAMӦ����AHSS�Ķ������ƺ��������ؿ��ܽ����¡� ��i�� ͨ�������ȴ�����IHT������ԭλ�ػ��Ӳ������ǰ�����IJ��Ͽ��ܾ���ѭ���ټ��ȣ�����һ���еij�������ͨ����������ͳ��������ԭλ�ȴ�������LAM�����У�IHT���ܴ���Ӳ�������ľۼ����κˣ�����������HT�� ��ii������ϸ������߿��������ǿ��/Ӳ�ȡ�LPBF���ߴ�108 K/s����LDED���գ��ߴ�105 K/s���ڼ�ĸ���ȴ���ʵ��¾���ϸ�����Ӷ�ʹLAM���������YS��Ӳ�ȸ��ڶ�������� ��������������νṹ���ӵĺ��պ������Ҳ��Ҫ���������������е���ܣ�LAM�����ṩ����������Ҫ�����Ч����������չ��AHSS��Ӧ�á���ˣ�AHSS��LAM��������Ϊ�о��ȵ㡣 3.2.�������� �dz��ʺ�LAM�ӹ��IJ�����Ҫ���õļ������պ��۵㡢�����ԡ�����������ճ�Ⱥ����������Ե�ƽ�����ԡ�������Ϊ�߱��������ٽ��˳����������ȴ����ʵ��¿������̣����²���Ӧ����С���ӡ���ճ�Ȼ�������������ص������ԣ������������Ե��½ϵ͵���ʪ�Ժ��ѷ���γɣ��������ڳ������������������� 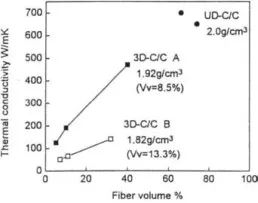
3D-C/C���ϲ��ϵĵ���ϵ�������ȣ�C/C���ܶȶԵ���ϵ���кܴ�Ĺ��ס���Σ���ʵ����ά���������ȣ���ά����۶Ի���Ե���ϵ����Ӱ������仰˵��C/C����ά�����Խ����ͬ�ԣ�����ϵ��Խ������C/C����ά������
�ֱ���Ϊ���нϸߵļ��������ʣ�1064 nm����������ʸ���64%�����ϵ͵����������Ժͺ��ʵ��ۻ��¶Ȧң��ͺϽ��Ϊ1.29 N/m�����߸�Ϊ1.73 N/m������˱����������õļ�������ԡ�
��2 LAM�ӹ�AHSS����Ѽ���ղ����Ϳ�ʵ���ܶȡ�
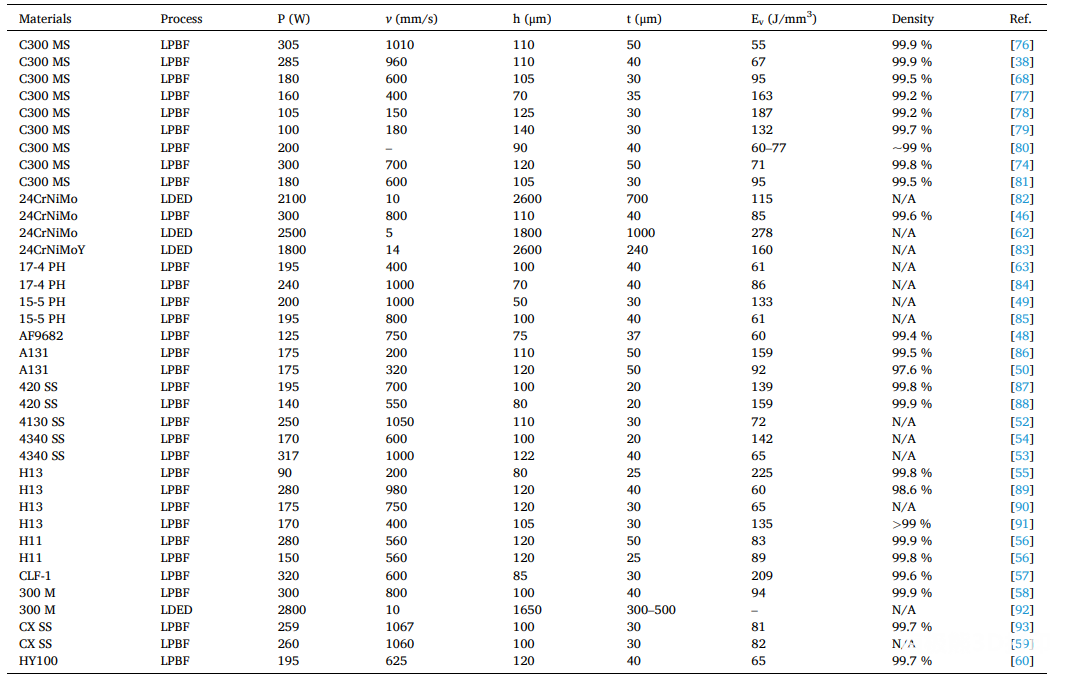
��2���ܽ��AHSS LAM����Ѽӹ�����������ʵ������ܶȣ�RD������99%�Ĵ�ӹ����ڡ����磬��C300 MS��LAM�л�ø���99.5%��RD��Ev��55�C132 J/mm3�ķ�Χ�ڡ�C300 MS�ļ���ӹ�ͼ��ͼ7a��ʾ�����а���P��v��Ev�Լ��ز������� 
ͼ7��a�� C300 MS��LPBF��������ͼʾ��ͼ���Լ���b��H13��LPBF�ڼ�Ԥ�ȶ�����ܶȵ�Ӱ��
����I������II�ĵͼ����������뵼���ۻ������ȱ���ۺ�ȱ�ݡ�������III�����������л������Խϴ�ļӹ����ڣ��ڸ������з����˳�ֵķ�ĩ�ۻ���ʵ����98�C99%��RD������III����һ��������������IV�������������Ʒ��ʾ���ϸߵ�RD>99%�����õı�������������V��VI�������ߵ���������������������������࣬���²��ϳ���������� 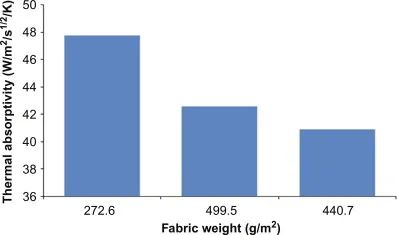
���Ƶأ�����300 M������LPBF�����и�RD�����Ev��Χ��60��160 J/mm3֮�䡣���֮�£�H13���߸��������̼�����ͺϽ�Ԫ�ص��µĸߴ��Զ����ֳ����ӵļӹ���Ϊ����̬�������еı�����仯������Ӧ�����Ӷ����±����������ơ� ����P��v��Ev֮�⣬��϶��ˮƽ���ܲ��ȣ�t����Ӱ�졣��ʹ������Evʱ��ʹ��25��50��m t��LPBFed H11�е�RD�ֱ�Ϊ99.8%��99.9%������2�������Ʋ⣬ȱ�����ɷɽ�����۳����������ģ����Ҿ���50��m���IJ��������ܲ�̫���ɽ���ȱ���γɡ����⣬t=50��m��Ʒ�ڶ���ʱ��El��t=25��m��Ʒ��El�� ���⣬����ɨ����Կ��ܻ�Ӱ���ܶȺ;����ߴ硣Bhardwaj���˱��棬LPBF�е�RDʹ�÷���תɨ���90������תɨ��ģʽ����C300 MS���ֱ�Ϊ99.30%��99.62%��Zhao���˷��֣�����ɨ����Ե����˾�LDED������24CrNiMo�ֵIJ�ͬ�����ߴ�ͻ�е���ܣ�Ӳ�ȡ�ǿ�Ⱥ��쳤�ʣ��IJ��졣 ���⣬����Ԥ�Ⱥ�ÿ��ļ�������Ҳ��ȱ�ݵ��γɺ�LAM�ӹ�AHSS����������������Ҫ���á���ͼ7b��ʾ����H13�ֵ�LPBF�ڼ䣬ͨ��������Ԥ����200��C������ʵ�ָ��ߵ�RD�����⣬��H13�ֵ�LPBF�ڼ䣬������Ԥ����400��C��UTS��1712 MPa����Ԥ�ȣ�������1965MPa��ͬ������H11��LPBF�ڼ䣬ʹ��381��C��Ԥ���¶ȣ�����321��C��Ms���ɻ��Լ2 GPa��UTS�� ǿ�ȵ�����Դ��LPBF�����в���������4.2%�ֽ0.1%�Լ�ԭλ����̼�����������ǰ��������Щ���ͻ����IHTЧӦ���ݱ������������ۿ������ӡˢ�����ܶȣ����Ͳ���Ӧ����Becker���˷���h���ܶȵ�Ӱ��С��v��������������RD�ܶ����ӵ�99.5%�����⣬���ۺ�IJ���Ӧ����720mpa���͵�455mpa��Demir���˻����֣���������������LPBFed C300 MS���ܶȡ� (���α༭��admin) |
- ��һƪ��dz̸3D��ӡҽ���豸��δ��
- ��һƪ��������ҵ���Ϊ3D��ӡ�ص�Ӧ�õĴ�ֱ��ҵô��