������SLM�������Ͻ������֯�����ܣ�����(2)
ʱ��:2021-09-08 08:43 ��Դ:���ռ������� ����:admin ���:��
2.2 �����յ��������µľ���ϸ�� ��ʹ�������糬���������к͵�ų��ڴ�ͳ�����в����ӻ�ѧ����ϸ���������ϸ���;��ȵ��۽ṹ�����Ѿ���������Ҫ���о�������������У����������ڲ���Ⱦ�Ͻ������´����������壬�������ⳡ�Ĺ㷺��Ӧ�ԡ�Ȼ����PBF�е��۳���Խ�С(����ԼΪ0.1-1.0����)�����ܱ�¶ʱ��϶̡��ں����о��У����༼�����ǿ�ȳ�����������Դ����Դ�����ѱ�����ϸ���۽ṹ�����������ơ����֮�£�ʹ�������ѡ������ֺ�þ�Ͻ������������н��е��о���ָ������Zhang����ʹ�ó������о���AlSi12����ע�����ܶȴ�95.4%���ӵ�99.1%�������ߴ��277.5��m���ٵ�87.5��m���������������������ơ�Todaro�����о���������(20kHz��30��m���)���������֤����״������ϸС�ĵ��ᾧ��ȡ������Ȼ�������о�����ʾ���˽ϺõĵĽ���������������ַ��������ƹ��������DZ���Ť���ı�Ҫ���������⣬����������������Ӧ���ڻ���L-PBF�������п��ܴ������⡣ ��ˣ�����̽����һ��;�������о���������̽����ֱ�Ӳ����۳�(�����ڵ绡��)�Ŀ����ԣ������Ϳ��Լ�סAM�����塣��һ�ֿ��ܵ�;������Դ�����ں���ʱ�����Բ���20Hz��Ƶ�ʺ�1�C2mm�������ʵ�����������ü������Լ�С�����ߴ磬�����۳صľ����ԣ������Ƹ������Ͻ�������ơ� 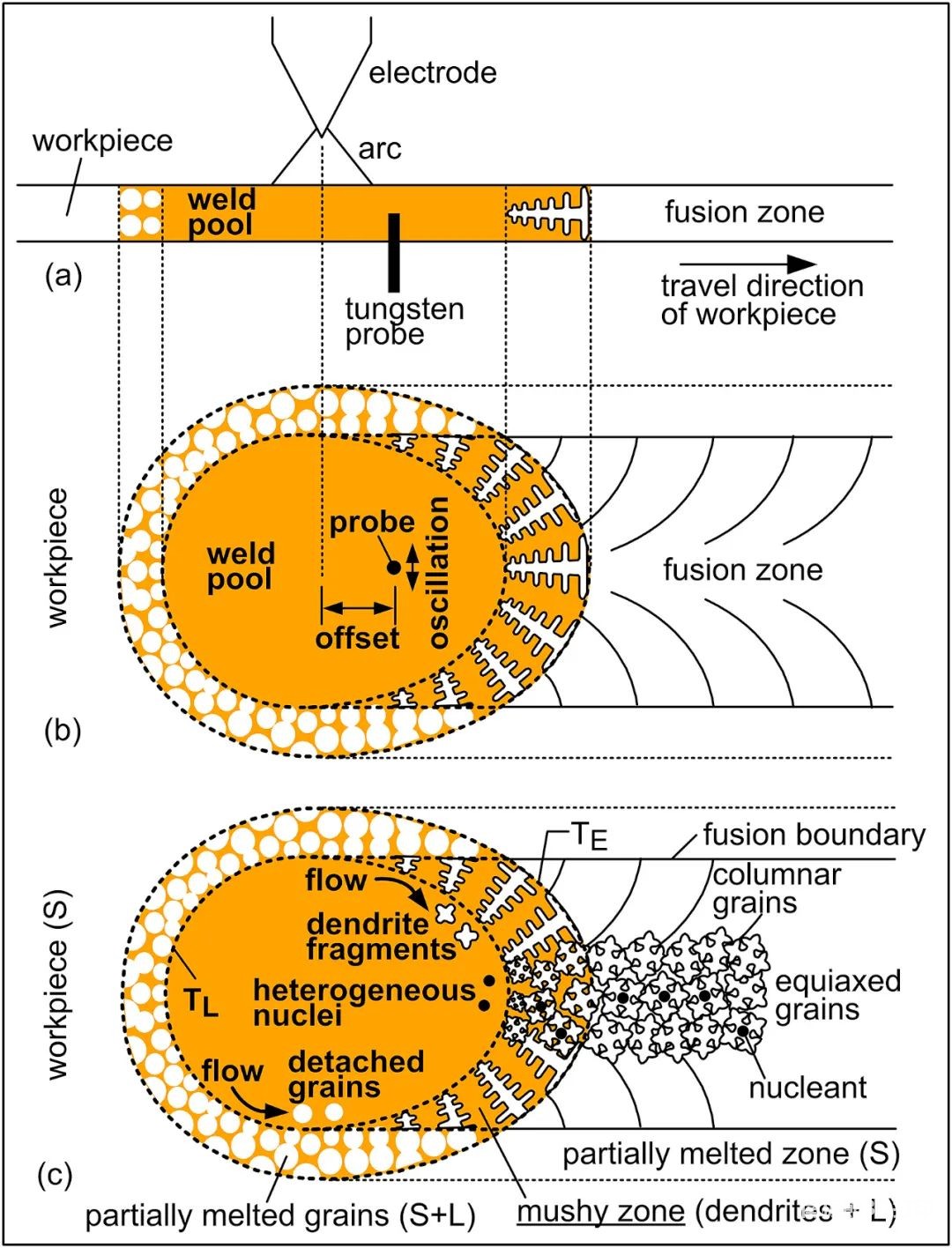 
��ͼ16-1 �����Ծ���ϸ����Ӱ��ʾ��ͼ
2.3 ͨ���ı�ɨ�跽����ϸ������ �����о�̽����L-PBF��������е�ɨ�跽������Щ�о��Ķ���������ͨ����߹����ܶ������ٿ�϶�Ͳ���Ӧ����Ȼ����������ʵ�鹤������ɨ�跽����Ӱ�����Ͻ���۽ṹ����L-PBF�����У�����ͨ�����ݲտڼ��Ͳ��������ھ����������۽ṹ���ݱ䣬��Ϊ��Щ����ֱ��Ӱ�����ڹ���IJ������ۡ���Щ���̹����е����ֿ����ܹ���������ϸС���ᾧ�����۽ṹ����������������ơ���Thijs����ͨ���ı����̹����е����ݶȣ���AlSi10Mg�Ͻ�֤������һ�������ע�ɨ��ĽǶȻ����L-PBF�кܴ�Ӱ�죬���統���ɨ�跽��Ƕ�����Ϊ90��ʱ�������������٣��ع������������������������ ���ǣ�����Ҫ�Ը���Ͻ���н�һ�����о��������ģ�⣬ͬʱ�μǴ���ı�ɨ�跽�����κβ���Ӱ�졣���⣬ͨ����Ͽ���G��R�Ŀռ�仯�ͼ�����״��ɨ�跽���������˽�PBF���۽ṹ����Ҳ�Ƿdz���Ҫ�ġ�ֵ��һ����ǣ���������������������Ҫ��������һ�£��Լ�����ϵͳ�����������ԣ�����ɨ�跽������������������֯�� 3. �����������������ԭ�� ��������ĩұ���ղ�ͬ����ĩԭ�����Զ�AM�ӹ�����������������Źؼ����á���ĩ��С����״�ͷֲ��Ǿ���L-PBF�����Ե�����Ҫ��������Щ����ֱ��Ӱ���ĩ�������ѻ��ܶȡ��۳����ԡ�����ֲڶȡ�ȱ�ݡ�����ܶȺͻ�е���ܡ���ˣ��������һ�µķ�ĩ���ԣ���ȷ�����չ�����һ�ºͿɿ������ܡ�Tan���˶�AM�ķ�ĩԭ�Ͻ����������������飬�����˵�����ĩ���Լ���Խ����Ӱ�졣 ������������ĩ����Ҫ;�����ڶ������廷��(��Ar��He��N)�н������������͵�������������������㷺ʹ�õķ���������������������Ϊ�����������ȣ��������ˡ�Ȼ�������ڵ������������ı��������˸��ߵ����ζȺͳߴ�����ԣ�������������PBF����õ����η�ĩ�����ԭ�Ϸ�ĩ���и��õ������Ժͼ��������ԡ�����ͨ���ı����������Ľ������������������Ͻ��ĩ�����ԡ� Ŀǰ����㷺���õ����Ͻ��ĩԭ���ǻ������۵����Ͻ𣬵�Scalmalloy®�ȺϽ���⣬Scalmalloy®��һ��AM�ض��Ͻ𣬿����г��ϴ�ָ����Ӧ�̴���á����ҵ��ǣ���ĩԭ��ͨ���ܰ���������ֻ࣬�����������Ͻ������Ϊ��ĩʹ�ã���������谭�����Ͻ������������е�Ӧ�á�һ�ֿ��е���������ǻ����Щ���۷�ĩԭ�ϣ��Բ�������Ͻ�ɷֵ����ղ�Ʒ��Ȼ���������IJ������Ժ��ɴ˲������۽ṹ�����Dz���ȡ�ġ� 3.1 ��ĩ��̬��AM��Ӱ�� �ڷ�ĩұ���У���������ĩ������ȣ���ĩ���ȷֲ��������Ϊ��Ӱ�����ͬ�ķ�ĩ�ߴ����ڲ�ͬ��PBF���ա�����ڼ���Ĺ����Ƽ��ķ�ĩ�ߴ�Ϊ15-45��mֱ���������������յ��Ƽ���ĩ�ߴ�Ϊ45-106��m�����нϿ������ֲ�(PSD)�Ϳɽ���������ϸ�����ķ�ĩ�ȼ�ͨ��������ϸߵĶѻ��ܶȡ�PSD������������ĸ����η����仯�����ڴ����ڼ䡢L-PBF�ӹ�(��ɢ)�ڼ�ͷ�ĩ�����ڼ䣬�����Ի�Ӱ��ԭ�ϵ����ܡ��Ѿ�����������о���PSD��صķ�ĩ�����ѧģ�ͣ�Ŀ�������Ӷѻ��ܶȡ� �о������������Ч�ʽϸ�ʱ���ַۻ����еĿ�϶�����ձ����(ͼ17)������ϸ���������ɢ���������еĿ�϶���Ӷ�������Ч�ʡ�������������϶��С��ȵ�ϸ�����ѻ��ܶȿ��Դ�74%���ӵ�84%(ͼ17(a))�������������ֿ��Խ�һ�������κο�϶����˿���ʵ��95.7%�ĸ߶ѻ��ܶȡ�Olakanmi�����о��������еĸ��ֶ�ģ̬�����ڰ�����/��/ϸ�����ߴ����ģ̬�������ע�������Ϊ5:2:1��75:20:5wt%����ߴ�Ϊ10-14��m��ϸ�����ߴ���ȣ���ʵ�ܶ�������3wt%�����������ζȺ���̬����Ҫ����Ϊ���Ӱ���ĩ�Ķѻ��ܶȡ� MUNIZ-Lerma�����о������ֲ�ͬ�ߴ�ֲ���AlSi7Mg��ĩ�����ó����ۣ����ڱ����ܽϸߣ�ϸ�����ٽ���ˮ�ͷ�ĩ��ϣ�����������ɢ��ȱ���йء�Ȼ������խPSD�ʹ���48��m�Ŀ���ʹ��ʱ����ˮ�ʽ��ͣ���ĩ��������ӣ���ĩ�������ܶ����ӡ�������֪��PSD�Լ���-��ĩ�����Ҳ������Ӱ�졣�ϴ�Ŀ�����Ҫ���ߵļ����������յ��ۻ�������С�Ŀ������и���ı���������������ܻ�����ѧ��ͨ������ĩ���ܶȺ�����ܶ�֮���ƺ�����ֱ������ԣ���ĩ���и��㷺��������Χ�����ṩ���ߵķ�ĩ���ܶȲ��ڵͼ�������ǿ���²��������ܶȵ������Aboulkhaira�����о��˾������ֲ�ͬ��̬��AlSi10Mg��ĩ(ϸ������������)����֤������ͬ�����£���ϸ����ĩ(97.74%)��ȣ����η�ĩ����ʵ�ָ��ߵ�����ܶ�(99.6%)��Ȼ����ϸ���ķ�ĩҲ�ܹ��������ܶȵĹ��죬����Ҫ��ϸ�Ż������ǹ�������һ���Եĸ���������Ĺؼ���ս֮һ�� ���⣬����ĩ������ʱ��PSD�ͷ�ĩ���ζȻᷢ���仯��������Ϊ��һЩ��ĩ�����ںϵ���ճ���ڽ���Ԫ����ʱ�����γɲ�����ľۼ��塣������ظ�����������������⣬����PSD�����ζȱ仯���ܻ����������������ܡ�һ����Ч����ʱ�Ĵ�ʩ����ѭ��֮��ɸ�ַ�ĩ����һ������(��)�������Կ���ͨ���������ʵ�֣��總��������(�������衢�������Ѻ�̿��)��ѧ(�����ȹ���)�� 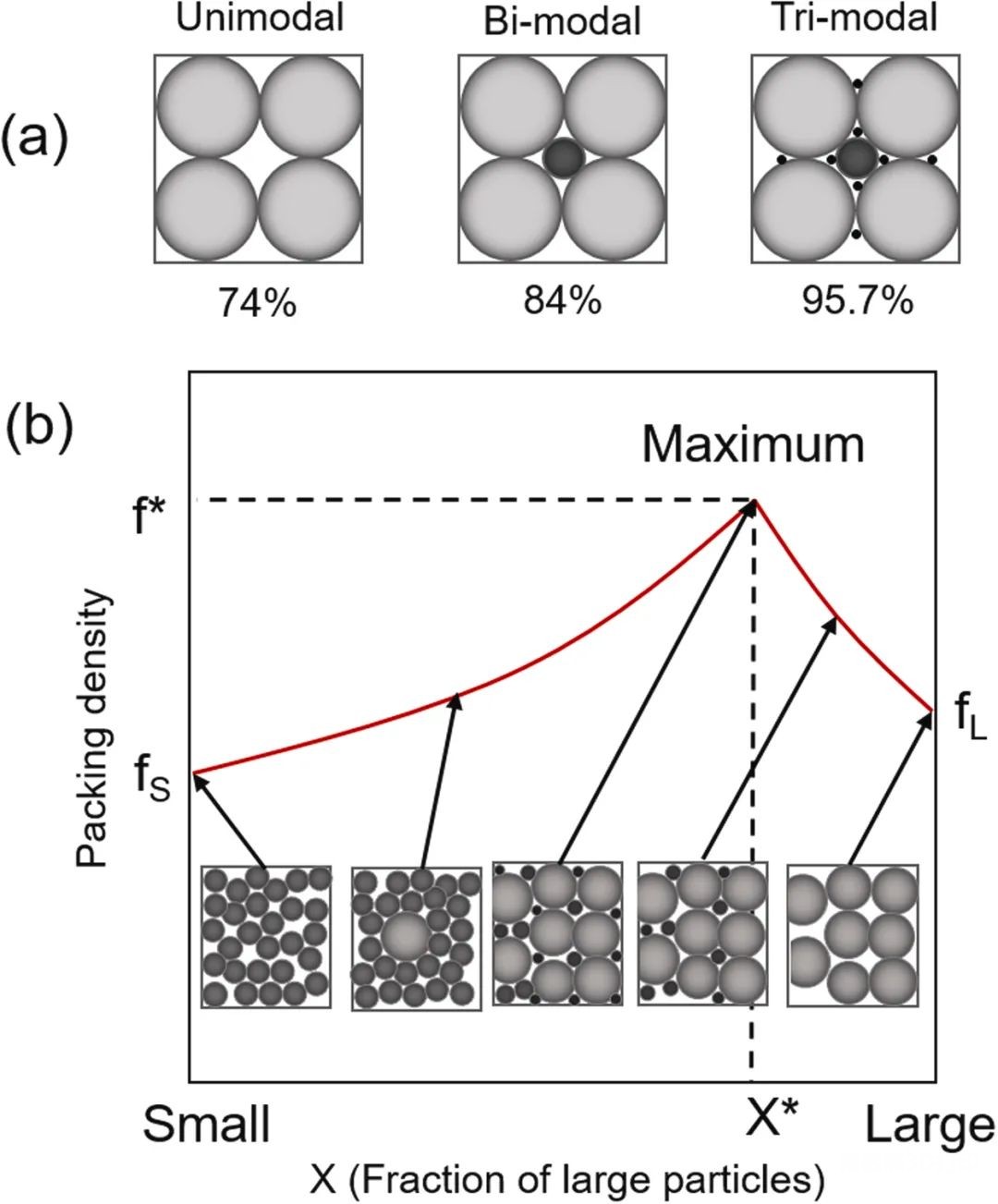
��ͼ17 (a)�ѻ��ܶȺͿ�������ʾ��ͼ(b)���������ѻ��ܶ�ʾ��ͼ
Ŀǰ��������Ͻ�����һЩ�����о�����ȷ��(i)��ĩ��������(�ߴ硢��״���ֲ����ѻ��ܶȡ�����ѧ)(ii)�ӹ�����(���������ɨ���ٶȡ�ɨ�跽����ƽ̨����)(iii)��������(����ܶȡ�ȱ�����͡��۽ṹ)(iv)�����Ļ�е���ܡ����⣬��ע����Ͷ���ĩ֮��ѻ��仯���о����Լ��˽��ĩ�����������ܣ�������Ҫ�ġ���ʾ��Щ����֮��Ĺ�ϵ���Լ��������Ӱ���������������������ǸĽ���ĩ�ӹ���������Ҫһ���� 3.2 ��Ⱦ��AM��Ӱ�� ���˷�ĩ��̬�⣬��ĩ��ȾҲ��L-PBF�е�һ��DZ�����⡣���Ͻ��ĩ���е��������ʴ�����һЩ��ս����Щ�����γ��ȶ���ճ���ı����������Լ���ĩ�ĸ߷����ʺ��ȵ��ԡ��������۵������L-PBF���տ������ܿصĶ��������½���(O2≪0.15%)�������������γ��������Dz��ɱ���ģ�����������ѧ���������Ķۻ����ʾ����ġ����ۿ���������ͨ�����������塢ˮ�֡��л����������Ȼ���ɱ���ļ�������������Ⱦ����������ͨ���ڷ�ĩ�����γ�����Ƥ���谭����̽ᣬ��ᵼ��ȱ�ݣ����϶�����ƣ����ͷ�ĩ�����Ե��·�ĩ�ѻ��ܶȲ������ʪ�Ե����γɲ�֮��ĸ�������۳������Һ�ε�����ЧӦ����������ı���ֲڶȣ��������е���ܡ� Hu�����о��˲�ͬ��������AlCu5MnCdVa�Ͻ����ǵ��о�ǿ���˿��ƴ���������Ҫ�Լ���Ի�е���ܵ�Ӱ�졣�������Ͻ��������������γ��˴����������ʹԪ����ࡣ���������ܺ����أ��ر��Ƕ��ڱ�Ƭ���������еĺϽ�������������γɸ���Ҫ����һ����Ⱦģʽ�����ڷ�ĩ�����ˮ���������γ����������ͨ�������ڳ�ʪ�����¡����ڷ�ĩ����̻�����������ȣ������������ﱡĤͨ����Ӳ����ģ����ڿ������žۣ��ƻ��˷�ĩ���ڵĿ��������������ߵ��¶���ˮ����ѹ�Ľ��Ϳ������������������γɣ������ڽᾧ�����в����������������γɿ��Ըı�ȼ���ҵĴ��������������ڼ��������յ�ˮ��Ӵ��ڼ���ԭ�ӵĽ�����Բ������������̹����б����������壬�Ӷ������۳طɽ������ﲽ������ڰ���ȥ����ĩ�еIJ���ˮ�֣��ݱ�������Ҳ�ɽ��Ϳ�϶�ʲ��ٽ�AlSi10Mg�Ͻ����첿��������ܶ�>99%�����û�и��ﲽ��ʱ��õ��ܶȸ���ͨ����������������������γɵ�Ӱ�졣 Ŀǰ������̽�����˽ⲻͬ��ĩ��������Ⱦ���س̶ȵ��������ޣ���Ҫ��һ�������Խ������õı�ʵ�����Բ���һ�µ�AM����������ͨ��AM��������ƿ��֮һ��һЩ���Ѿ���������AM��ҵ������Ȼȱ���ض������Ͻ����֪���� 4. ���� ���������������ǿ�������Ⱥ���ʴ�ԣ��������ǽ����ڸֵĵڶ��������������Щ���ƣ�������������ԺͿɳ����ԣ��������������Ѻ��ϲ�����ȣ����Ǻ��պ��������Ӧ��������������IJ���֮һ����������Ĺ���AM��Al����Ʒ��ӳ����һ����;���Ļ�������ս����Ŀǰ�������У���������AlSiMg�Ͻ��Ѿ��������о����Ӳ���ԭ�ϵ�ʵ�������е�Ԫ�����ܡ�Ȼ������ǿ�����Ͻ���о�����Ȼ���٣���Ϊ�ڸ���ȴ�����ºϽ����̹����д��������Ƶ���ս��������AM�ӹ��������������������ݱ���������������ף����Եó����½��ۣ� (1)AlSiMg�Ͻ���Ժ�����ͨ��AM���мӹ����������Ż��ļӹ������¿��Դﵽ������ȫ������ܶȡ�Ȼ�����������̹����ж������������Խϸߣ���ͳ�Ķ������Ͻ�(2ϵ��6ϵ��7ϵ)����ͨ��L-PBF���мӹ��� (2)�봫ͳ��������ȣ�ͨ��L-PBF������AlSiMg�Ͻ���ʾ�����ߵ�ǿ�ȣ�����Ҫ�������ڸ���ȴ���ʺ��ȴ����µ��۽ṹϸ�����¡��ڸ���ȴ�����£���ӡ��Ʒ��ʾ����ƽ��ֵ���ߵ�����Ũ�ȣ�����Ҫ�ȴ�ͳʵ����ͨ��ʹ�õ���Һ�ȴ���ʱ����̡� (3)�������Ͻ��γ���״�������������ڹ��췽���Ͼ���<001>֯����L-PBF�����ֶ����������¸����������ԡ����ò�ͬ��ɨ�跽������ı�տ���ʽ���������������ı����������������ԡ� (4)������������Ͻ��о����֣������۳������Եĸ��ƣ������������˺Ͻ�Ŀɴ�ӡ�Բ������������ơ� (5)��������Sc��/��Zr����������ߺϽ������ܶȣ��������õĿ���ǿ�Ⱥ���չ�ԵĽ�ϣ��Լ�����Ŀɼӹ��ԡ���ЩԪ��ͨ�����ַ�ʽʵ����һĿ�ģ�(i)�����̹������γɳɺ˿���(Al3Sc��Al3Zr)��ϸ������������������������(ii)��ʱЧ�������γ���������������ߺϽ���������ܡ�AM�ض���Scalmalloy®�����֤������ЩԪ���ڿɶͺϽ��е����ơ���������ϸ����������TiB2��Al3Ti�����ʣ������������ƺ�������Ͻ���������ܷ���Ҳ��ʾ���ܺõ�Ч���� (6)���ĵ������ʺ��ȵ�����Ҫ�������������ۻ�����ĩ����ᵼ�¸�����ѹԪ��(��Zn��Mg)��������ЩԪ�ص���ʧ������L-PBF������Ʒ�ڵĻ�ѧ�������ԣ���Ӱ�����Ӳ���ͳ���Ӳ���� (7)��ĩ����(����̬���ѻ��ܶȡ����滯ѧ������������������)����������������Ӱ�죬�շ�����ȱ�ݣ����յ�������ܶȵͺͻ�е���ܲ δ������Ҫ������о����˷���ʹ�������������Ͻ��з��ֵ���ս����ս���ǿ�ѧ�ģ�Ҳ�Ǽ����ģ���ͼ18��ʾ�����ͼͻ����ʾ��һЩ�ؼ������⡣��Ҫ����������������������̿�ѧ��ұ������ϵ��������ˣ�δ�����о�Ӧ�ù�ע�������� 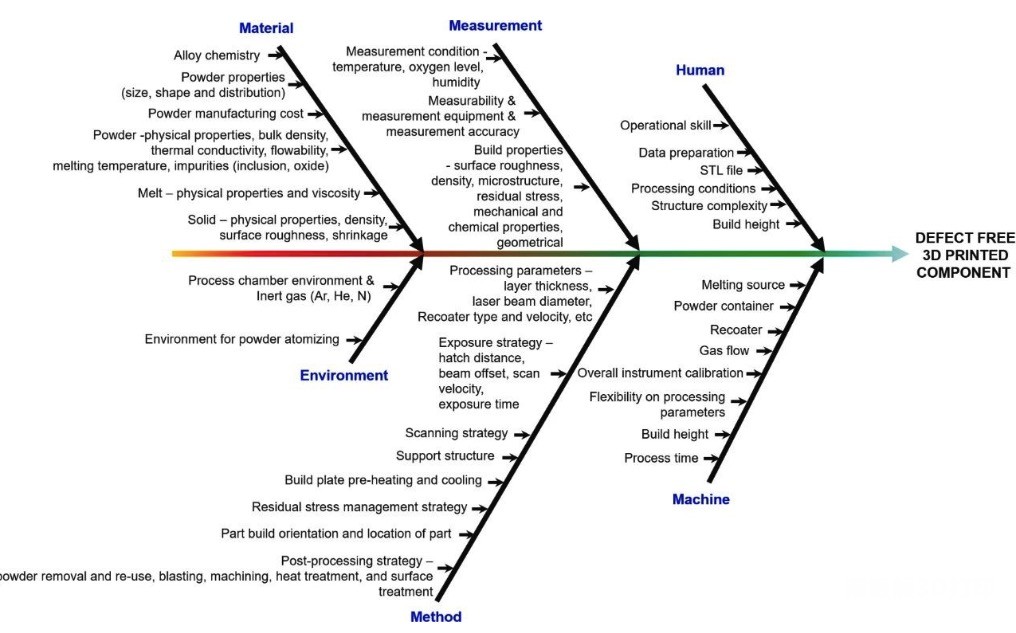
��ͼ18 ���ͼ˵���˽������������еĹؼ���ѧ�ͼ�����ս��
Ŀǰ���������ǿ�����Ͻ��о����������ֳɵ���ҵ�Ͻ��ϣ���Щ�Ͻ�רΪ��ȫ��ͬ�ļӹ�·�߶���ơ���PBF�У���Щ�Ͻ����˿��ٺ��ظ�����ѭ��������˳���ȱ�ݵķ������������ơ�δ�ۺϡ��Ͻ�Ԫ��������ʧ������Ӧ���Ͳ������۽ṹ������Ϊ������PBF�п������̣�������Ҫ���AM�ض��ĸ�ǿ�ȡ������ܺ��Լ۱ȵ����Ͻ�����AM�Ķ������Բ����봫ͳ���Ͻ������Խ�����ܡ�һ�����������ظ��������ϵĸ���ȴ���ʣ���������ˮƽ�ij����ͷ�ɢ�����γɡ�����ھ���ϸ���Լ����е���������õġ�����ͨ�����⼸��-�Ͻ�-�ӹ�-����-���ֹ�ϵ������ºϽ����������������һ���Է���Ĺ�ҵ���� ���⣬��֮ǰ�������о��п�������ؿ�����Ϊ����AM�л�ø�ǿ�����Ͻ��е�ϸС�����ᾧ�������������Ч�ijɺ˼�����ϸ�����������������������ⲿ���ӵģ������ڹ����������γɵĸ�Qֵ������Ԫ�ء��б�Ҫ�ҵ���ҵ�Ͽ��е�;�����ڷ�ĩԭ�������ʵ���������;��ȷֲ���Щ������/��Ԫ�ء�δ�����о�����̽��ɨ�跽���������յ����ͻ�ѧ������Ӱ�죬�����Ϊ��ҵ�����ṩ������۽ṹ�ͻ�е���ܡ� �������е�������������ս����ʹ����ֵģ�⡢���������ͻ���ѧϰ�Լ��ջ����ϵͳ�������������˼���ǵ�ʵ���ģ�����Ͽ����������ٲ����е�����ʹ�������ʹ�����ܹ�����һ�����������˵Ŀɿ��Ĵ�ӡ���ݿ⡣ ��Ҫ������ԭ�ϵ����ý��������о�����������߾��к�����̬�ĸ�������ĩ��������������PBF������ʵ����ѵķ�ĩ���ܡ��������У��Է�ĩ�������Ӱ��PBF�ӹ���Ʒ�Ĺ��������ͺ�����е���ܵ��˽������ġ����⣬ͬ����Ҫ���ǣ��ƶ���ͬ�ȼ��ķ�ĩ��λ��ա��������ظ�ʹ�ö���Ӱ��Ԫ���ӹ������ܵIJ��ԡ� ����빩Ӧ��������(��ĩ�����̺������û�)���к��������о������������������о��dz����棬����Ѹ�ٽ�������չ����ʵ������Ӧ��ǿ���������������֪ʶ�� (���α༭��admin) |