从生胚到最终零部件,陶瓷3D打印中的质量管理问题
时间:2020-04-12 08:38 来源:3D科学谷 作者:中国3D打印网 点击:次
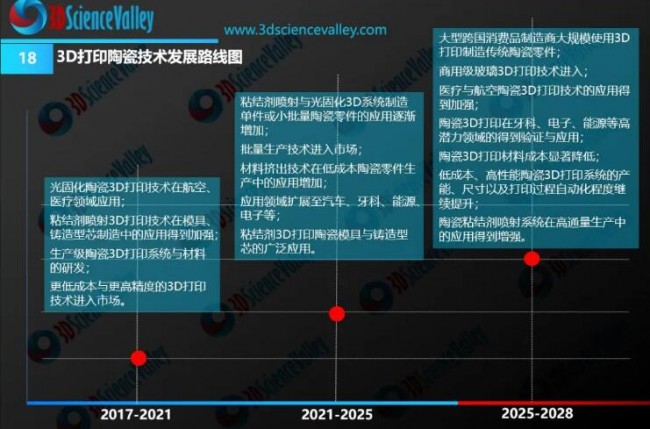
报告显示陶瓷增材制造的应用将在2025年之后经历一个增长拐点。主要原因是,陶瓷增材制造3D打印技术将逐渐成熟,市场上存在足够支撑这一技术应用发展的生产需求。从中长期来看,3D打印陶瓷部件的附加价值将推动用户对于陶瓷增材制造硬件和材料的需求。对于工程陶瓷、先进陶瓷材料的应用来说,这一趋势体现的更为明显。陶瓷零部件生产对于陶瓷3D打印技术的成本、工艺集成提出了更高要求,但更提出更多挑战的是如何达到常规陶瓷零部件制造的质量要求。 德国Franhofer (HTL)研究所的研究人员,对市场上常用陶瓷3D打印技术以及陶瓷生胚后处理环节中的质量管理问题进行了研究。本期,3D科学谷将分享Franhofer (HTL)对相关问题进行的概述。
陶瓷3D打印发展路线图。来源:《3D打印与陶瓷白皮书1.0》(5月初发布)
3D打印技术在陶瓷零件生产中得到应用有五个主要原因:
总体来看,可用于陶瓷增材制造-3D打印的技术分为两大类。一类是同时进行材料成型和致密化的技术,包括粉末床熔融,定向能量沉积;另一类是将成型与致密化分开进行的技术,包括:材料喷射、材料挤出、片材层压,粘结剂喷射和光聚合工艺(SLA、DLP等),这些3D打印技术用于制造陶瓷生胚,并需要对生坯进行热处理,以获得最终产品。 在第一类增材制造工艺中,由于施加了较高的温度梯度,从而在陶瓷零件中产生了较高的热应力和损坏,因此这类技术并非是陶瓷增材制造的主流技术。第二类技术由于包含了几种不同3D打印工艺,这种多样化增加了陶瓷生产领域对技术进行应用和质量管理的难度。 l 陶瓷增材制造的质量管理 陶瓷3D打印技术要实现零件的高强度和可靠性以及最终的净形性能,将面临一些挑战。通常,强度和可靠性取决于微观结构的均匀性和表面粗糙度。与标准产品相比,使用增材制造技术很难实现这两点。烧结过程中的变形会影响到零件的净形性能。建议使用闭环的3D打印零件在线尺寸控制技术。
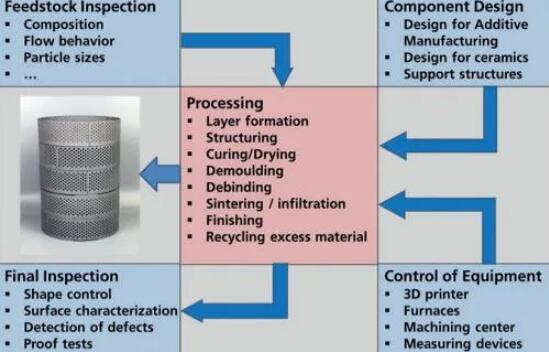
原料检查是增材制造过程质量管理中的关键问题(图2),流变学测量等技术可用于原料控制。 3D打印技术为陶瓷零件设计带来更高自由度,可实现自由曲面、点阵、镂空等结构,但增材制造技术仍存在一定的设计限制,例如在增材制造和烧结过程中需要支撑结构的悬垂零件。Franhofer (HTL)建议使用特定软件来进行陶瓷零件的增材制造设计。但大多数工程师需要专门的培训和学习才能充分利增材制造技术。 根据其应用领域,增材制造必须满足与常规生产工艺相同的标准,例如航空航天方面的EN / AS 9100,汽车行业的IATF 16949和医疗技术的ISO 13485。陶瓷增材制造领域尚处于发展早期阶段,目前还没有针对陶瓷3D打印的特定标准,但可以使用许多通用标准,例如:DfAM的ISO 52910-17,文件格式的ISO 52915-16,坐标系和测试方法的ISO 52921-13。此外,关于针对陶瓷材料的“为增材制造而设计”VDI 指南正在制定当中。 l 3D打印陶瓷生胚质量控制 多数常见陶瓷增材制造工艺都包括两重要环节,即完成生胚3D打印后还需要烧结。生胚可用于质量检查,从生坯中获得的关键数据,对优化3D打印参数和原料特性非常有帮助。 生坯质量的标准与常规成型的标准相同:紧密匹配设定的形状,陶瓷颗粒的均质和致密堆积,粘合剂的均质分布,光滑的表面以及没有缺陷(如空洞或分层)。 因此,原则上,可以使用与标准工艺相同的方法来表征3D打印陶瓷生坯。但是,由于为增材制造而设计的3D打印生胚具有复杂几何形状,通常比标准成型工艺中的生坯测量形状要复杂得多。计算机断层扫描(CT)作为非接触式方法,可用于陶瓷3D打印生胚的检测,例如,检测非常细的支柱或空腔结构。
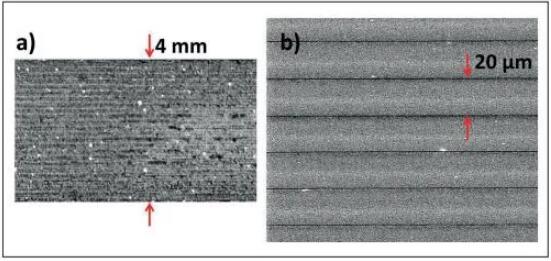
图3a显示出了根据CT测量的,氧化铝陶瓷生坯部分的垂直横截面。该零件的3D打印技术为粘结剂喷射,材料为干燥的氧化铝粉末。在此过程中,只能使用可流动的粉末,从而将颗粒尺寸限制为直径大于10 μm的粗粉。 直径小于1 μm的细陶瓷颗粒可用于基于浆料3D打印的工艺,如SLA 3D打印。但是,大多数CT设备的分辨率不足以解决微观结构的细节。扫描电子显微镜(SEM)可用于研究具有高分辨率的结构(图3b)。可以观察到,层之间的颗粒密度较低。总体均匀性高于粘结剂喷射技术制造的陶瓷零件,这是基于陶瓷浆料和光聚合增材制造工艺的典型特征。 l 热处理过程中的质量问题 原则上,在3D打印陶瓷部件热处理过程中出现的问题与常规生产方式制造的生坯相似。然而,热处理的优化通常更加困难。根据增材制造技术的特点,由于粘结剂浓度高和/或层间粘合力低,脱脂时容易导致脱层或破裂。与常规成型工艺相比,在具有较低生坯密度的3D打印工艺中,烧结通常更复杂,有可能导致收缩率和翘曲增强,而各向异性收缩率通常会叠加,尤其是对于3D打印复杂花丝结构,变形更为严重。 然而制造复杂结构是3D打印技术相对于传统技术的典型优势。那么,如何克服3D打印陶瓷零件热处理的困难,从而使陶瓷生产领域能够利用3D打印技术的优势呢?
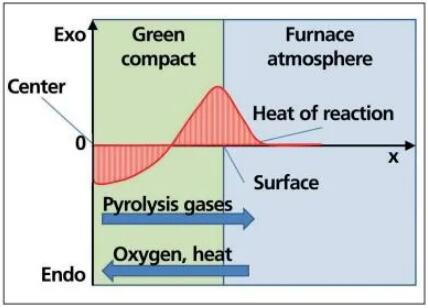
在脱脂过程中,粘合剂和其他有机成分的热分解和燃烧伴随着吸热和放热过程,同时在气态热解产物向外流动期间,生坯的孔道内的气体压力增加(图4)。如果相应的应力超过生坯的强度,温度梯度和超压会导致局部应力集中和破坏。
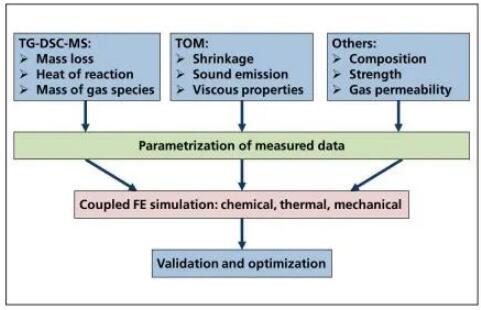
这种情况下,可以在有限元(FE)模型中进行脱脂仿真,其中将热解和燃烧反应,孔道内和表面的气流以及由于这些反应而产生的热流和热量产生/消耗结合起来(图5)。根据温度和压力分布,在整个排胶周期中计算机械应力。在此基础上,进行脱脂循环以确保应力始终远低于强度极限。 为了获得足够的仿真精度,需要一定数量的实验数据。同时使用热重分析,差示扫描量热法和质谱(TG-DSC-MS)进行标准热分析,可提供非常小的样品的输入,这些样品对应于后续有限元模拟中的各个元素。
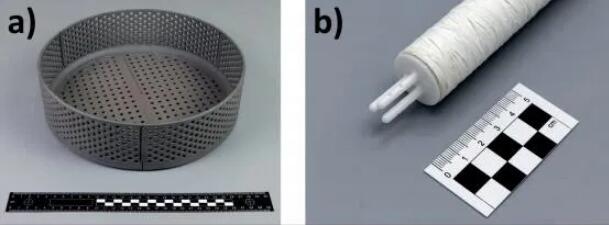
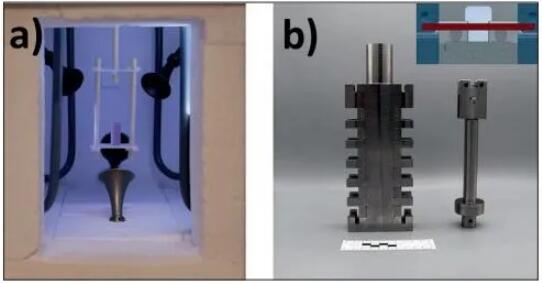
特定的热光测量(TOM)炉用于测量较大的样本并获得其他数量(图6a)。TOM方法也适用于通过声发射测量来仿真验证,灵敏地检测热循环过程中样品中的裂纹。 另外有一种基于实验的连续有限元模型,用于烧结发仿真。烧结的输入数据是收缩率,热扩散率和粘稠的材料特性。特殊的TOM炉可用来获得这些数据。FE模型结合了温度场,剧烈的动力学和机械应力,还考虑了重力和摩擦力,这对于烧结3D打印的零件很重要。 有时,熔体渗透是替代烧结获得致密陶瓷零件的替代方式,在此方法中,熔体通过毛细力被浸入孔隙通道中。用熔体渗透进行粘结剂喷射3D打印的SiC高温组件后处理,已在生产中得到应用。图1a中的3D打印陶瓷容器就是以这种方式制造的。熔体渗透的优点是避免了收缩和烧结变形,尤其适用于粘结剂喷射3D打印制造的烧结活性低的生坯零件。熔体渗透工艺也可以通过原位测量和有限元模拟来优化。 l 3D打印陶瓷零件的最终检查 尺寸检查是增材制造零件质量控制中最重要的任务之一。但是,与常规测量相比,处理带有空腔等的复杂结构变得更加困难。CT可以用作尺寸控制的通用工具,而不受结构约束的影响。在使用特殊算法时,可以定量测量实际几何形状与目标几何形状之间的偏差。
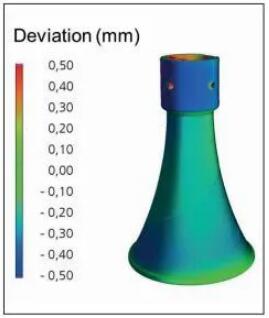
图7 是一个由光聚合3D打印工艺制造的氧化铝烧结声钟,用于通过声音发射测量。根据前面提到的烧结变形计算方式,可以得出质量控制和过程优化的关键指标,并可以检测内部缺陷。所测量的结构(包括大缺陷)被转移到有限元模型,在有限元模型中施加载荷,检查应用性能是否受到重大损害。 由于应力集中以及出于美学原因,3D打印陶瓷零件的表面粗糙度可能很关键,可以通过激光扫描显微镜进行测量。Franhofer HTL使用内部软件提取几个关键指标,估算局部应力浓度。与CT数据一样,可以将表面扫描转移到FE模型中,并根据允许的应力对其进行评估。如果表面不够光滑或尺寸公差非常严格,则无法避免加工。为此,可以使用五轴自动加工中心,它们可以调整自由曲面的形状。 l 成本与效率因素 除产品质量外,成本是在陶瓷生产中使用增材制造的关键性能指标,成本受到增材制造通量和生产时间的影响。制约制造通量的因素包括3D打印过程本身和随后的热处理过程,由于大型炉子可以并行处理多次打印的零件,因此不会影响产量。但热处理会影响生产时间,尤其是在需要较长的脱脂步骤时,时间消耗上升。 另一个影响陶瓷增材制造的成本因素是原材料。目前,用于3D打印的原料比标准的原材料要昂贵得多。另外,工业级3D打印设备的价格通常上百万元,但随着更低售价的小型化设备走向市场,陶瓷增材制造的投资门槛进一步降低。此外,通过流程自动化和各环节设备的集成,3D打印成本也会进一步降低。 每种不同的陶瓷3D打印工艺都有着自身的优势。在目前所有陶瓷增材制造技术中,光聚合3D打印是与生产最相关的技术,该技术使用的陶瓷浆料是小颗粒或颗粒混合物,能够制成相对较高密度的生胚。分层浆料沉积(Layerwise Slurry Deposition,LSD)和自由流动结构(Free Flow Structuring,FFS)也是基于浆料材料的打印工艺,可用于较大的部件。LSD和FFS可通过增加打印头,实现多种材料的打印。多材料打印也是喷墨打印工艺的一个优势,该技术的打印分辨率得到快速提升,但后续的烧结限制了多材料增材制造的应用,在这种情况下需要适应收缩性能。 根据目前陶瓷3D打印技术的发展情况来看, 3D打印将被选择性的用于小批量、高附加值陶瓷零部件生产,制造商可以根据特定生产任务选择陶瓷3D打印技术。 (责任编辑:admin) |