顶刊综述:3D打印块体金属玻璃(1)
时间:2021-07-30 16:27 来源:南极熊 作者:admin 点击:次
| 导读:来自华科大的学者在顶刊上发表了关于3D打印块体金属玻璃(BMGs)的综述,主要介绍了用于BMGs的各种3D打印技术、显微组织、性能和晶化行为等。本文为第一部分,介绍历史沿革和用于BMGs的3D打印技术的简要介绍。 概要 块体金属玻璃(BMGs)作为一种金属材料,不具有长程有序的特点而吸引了学者和工业界的广泛关注,这是因为块体金属玻璃具有独特且优异的性质。然而,制造大尺寸且形状复杂的块体金属玻璃则面临着巨大的挑战,其最大的挑战在于大多数金属系统的玻璃形成能力是非常有限的,需要相应地溶体具有极端快速的自淬能力,结果,限制了可以制备的尺寸。此外,BMGs通常具有较差的机加工性能,这是因为BMGs所具有的高硬度和极端的脆性造成的。新出现的3D打印(又叫增材制造),作为一种先进的层层制造技术,看起来是一种可以克服传统制造工艺固有的缺陷的方法。增材制造技术理论上可以允许制造大尺寸的BMGs且形状太复杂的部件,极大的拓展了BMGs作为结构材料和功能材料的应用范围。3D打印促进了BMGs的发展,从而极大的探索了BMGs在当前社区中的发展。在本综述中,华科大的学者对当前3D打印BMGs的各个方面进行了综合性的综述。范围涵盖了用于制造BMGs的各种3D打印技术、显微组织(如组织的不均匀性和熔化相关的缺陷)、3D打印制造金属玻璃的晶化行为以及相关合金的选择标准、观察到的机械性能和变形机制、最终的功能性能和潜在的3D打印BMGs和BMG基体的复合材料的潜在应用,以及在催化、磨损、腐蚀和生物相容性方面的性能。这个论文同时还提到了在为了成功的从基础研究到大规模制造块体金属玻璃中的关键问题。 引言 根据组成成分的原子不同,固体材料可以分为两大类:长程有序的晶体材料和非晶材料(没有对称性)。非晶或部分非晶材料,如氧化物玻璃、聚合物等在我们日常生活中是非常常见的,在技术和社会中扮演着重要的地位。然而,非晶材料的另外一类在多年以前仍然没有被揭开面纱。在1960年,Duwez等人极力增加了Si在Au中的溶解度,采取的办法是在Au-Si二元合金的溶体自淬和偶然的得到了金属玻璃,该材料在X射线衍射中呈现出同传统的氧化物玻璃相类似的现象。金属材料的一个新类型,称之为金属玻璃(MGs)或者其同义词为非晶合金。金属玻璃的基体是通过相当高的冷却速率以避免在凝固时形成晶化。因此,从结构角度出发,金属玻璃经常被认为是金属液体的冷冻。金属溶体的自淬工艺和玻璃化的要求可以以示意的通过时间-温度-相变(TTT)曲线进行表示。对二元合金来说,冷却速率达到10exp(5)-10exp(6)k/s通常来说需要获得完全非晶结构的前提条件。用简单的术语来说,溶体中的原子并没有足够的时间将它自己排列进晶体晶格中。因此,溶体中的无序原子结构在低温中保留下来。在玻璃转变温度之下,需要的高的冷却速率自然就限制了金属玻璃来造成粉末的成形,制造的尺寸比较典型的为不超过100μm。尤其是早期的金属玻璃经受着这一尺寸的困扰和限制,但也在最近,金属玻璃的成形尺寸仍然存在限制,这一问题限制了金属材料的应用和可能所具有的优异性质的开发和探索。 为了解决这个问题,科学家们竭尽全力来减少形成BMGs的冷却速率的门槛值。关键在于稳定化过冷液体,即将图1中所示的晶化鼻子转换为较大的倍数。热力学和动力学方面均需要考虑这一问题,两个通用的办法被提出来,一个是纯净化溶体,另外一个是设计成分。对于第一个办法,哈佛大学的Turnbull采用了一个称之为冲淡的技术,此时杂质(此时作为不均匀形核)可以极大的通过B2O3溶体中不断的熔化和凝固的Pd-Ni-P来极大的移出。净化的溶体可以获得巨大的过冷,由此,玻璃形成的临界点就可以大大降低。通过这一办法,cm尺寸级别的样品,超过1cm的可以称之为块体金属玻璃。 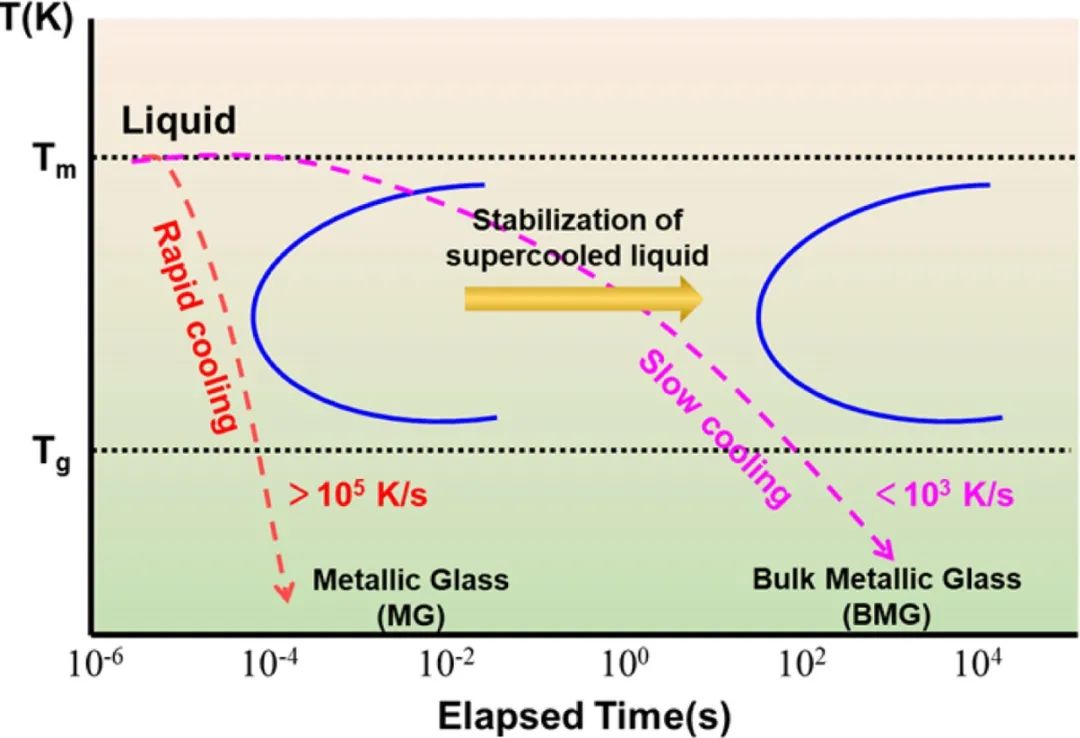
图1. 形成金属玻璃和块体金属玻璃的时间-温度-相变曲线
对于第二种办法,Tohuku大学的Inoue教授和来自Calthch的Jonhson教授对提高金属块体金属玻璃通过仔细的合金设计来提高块体金属玻璃的铸造尺寸做出了贡献。他们提出了增加溶体的粘度和减缓晶化动力学,由此促进了玻璃形成能力的办法。一个典型的例子是合金Zr55Cu30Ni5Al10所具有的临界尺寸为30mm得以成功的制备。Peker和Johnson则也发展了另外一种重要的金属玻璃,Zr41.2Ti13.8Cu12.5Ni10Be22.5具有的临界冷却速率只有1 K/s,这是第一次商业化的BMG。在1900到2000年,紧随着Inoue和Johnson的开创性工作之后,世界上大量的研究团队发展了大量的可以制备成cm级水平的具有玻璃形成能力的BMGs,材料体系包括Fe基、Ni基、La基、Cu基、Ti基和Co基等。在当前,最大的玻璃形成能力(以关键尺寸来表征),对Pd-cu-Ni-P系来说为80mm。大范围的BMGs的发现和发展刺激了大量深入的研究BMGs的玻璃形成能力和机械性能。从科学界和工业界对BMGs的兴趣也同时刺激了BMGs的进一步发展。 由于缺少长程有序,MG和BMGs呈现出独特和有趣的性能。例如,大多数的BMGs呈现出比它对应的晶化材料的性能要优异的多。他们的弹性极限比钢高10倍多。BMGs尤其是Fe基合金,通常还具有优异的耐蚀性和耐磨性,从而可以用作高性能的表面涂层。BMGs在超过冷区域(即玻璃形成过渡温度和晶化温度的间隙)可以非常容易加工成近净成形。最为令人惊奇的性能是一些BMGs优异的软磁性能,这一性能在电和电子工业中是极力被探究的。此外,同晶化材料的催化性能相比较的话,一些BMGs呈现出优异的催化性能和在氢进化反应中具有耐用性等优点。 然而,仍然存在两大障碍限制着BMGs的应用。首先,大多数的BMGS在室温下的塑性非常低。其内在的脆性不仅使得它在外部载荷下易于发生灾难性的失效,同时也使得冷加工和机械加工变得非常困难,甚至有可能变得不可能加工。另外一大障碍是大多数BMGs的玻璃形成能力非常有限,这一点在前面我们已经提到过。总共大约有超过1000类BMGS在过去30多年被发现,不超过30种成分的合金系统可以制备出临界尺寸超过10mm,这一数值是以工业应用的要求来说是不能令人满意和并不足够的。更加重要的是,几乎所有的BMGs,发展到今天,都是在极端严苛的环境(如高纯元素、低氧的气氛)中进行制备的。当使用工业级别的原材料或在传统的制造工艺的条件下,大多数合金的玻璃形成能力倾向于迅速的下降。此外,直到今天,具有优异的巨大范围玻璃形成能力的合金系统,要么是基于昂贵的贵金属,要么是包含着有毒的元素,如Be等。 有两种策略看起来比较有前途的来克服这些所面临的挑战:首先是深入的了解玻璃形成能力本身,这对优化合金成分设计以及开发新的制造技术以解决传统工艺不适合制造的难点。因此,从而在冷却时得到的金属玻璃的形状接近最终的形状。有两个常规的办法来制造BMG部件:第一个是挤压铸造,此时合金溶体快速的挤压近一个预先设计好的模具中并迅速的凝固。Liquidmental和Apple Inc公司已经成功的制造出一系列的BMG部件,如移动电话的框、手表的外壳、卡槽等。然而,由于大多数合金的有限的玻璃形成能力和溶体的高粘性,挤压铸造仅仅能适合用来制造形状相对简单的薄壁产品。第二种办法是过冷金属溶体的热塑性成形。这一工艺同硅玻璃或聚合物的加工工艺相类似。由此一个半成形的BMG部件在高于玻璃转变温度时由此成形,这是因为超过过冷的液体的粘度在加热时会显著的下降。基于这一概念,发展了几个技术,包括挤压模、注射模、热辊压、微纳印刷等。热塑成形技术,提供了一个有前途的、经济的和可升级的技术用以制造近净成形的且形状变化的BMG部件。 科学的进步经常同技术的革新密不可分,这也同样对金属玻璃适用,见图2所示。正如来自Caltech的Jonhson教授所讲的,好的科学促进了好的技术的发展,但好的技术也同时驱动了好的科学的发展。3D打印技术就是一种用于制造大尺寸和形状复杂部件的替代技术。3D打印是一种层层堆积工艺,可以将3D制造工艺转换成比较简单的二维过程,由此使得至少在理论上可以制造出任意的、理想的部件的形状。此外,基于激光为基础的D打印技术,如SLM和 LENS 技术,可以提供的冷却速率大于10exp(3)k/s,这一数值比大多数BMG系统的玻璃形成能力要高。由此,这一技术比较适合于BMG的制造。 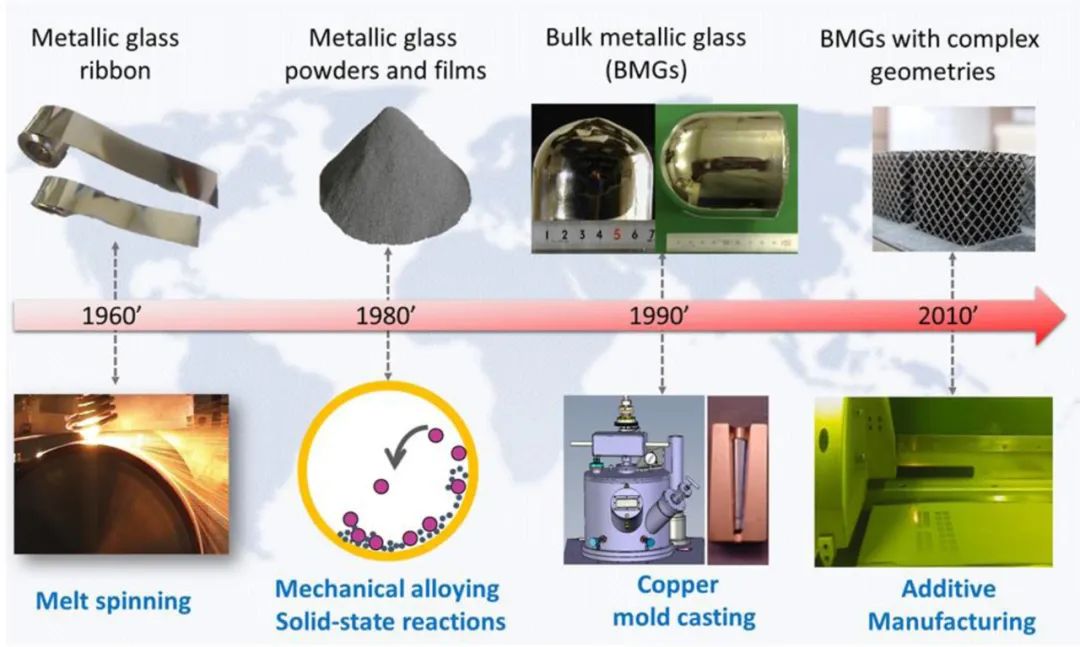
▲图2. MG 和 BMG的发展极大的同制造技术的进步密切相关
第一个采用激光3D打印技术来制备BMGs的为Sun等人于2008年进行了尝试,他是采用LENS技术在Zr基BMG上沉积一层Cu基玻璃。他们发现在凝固的熔池中有部分非晶结构,而大量的晶化则发生在热影响区。在2013年,Pauly和合作者(德国IFW)则成功的采用SLM技术制备了Fe基BMG部件,并观察到在适宜的加工条件下可以得到完全的非晶结构。他们的工作,首先是第一次展示了3D打印技术可以制造块体的BMG部件。自此之后,额外的3D打印技术也开发出来并用于玻璃形成的合金中,基于形状和样品的尺寸来说,存在各种各样的3D打印技术,这一技术在BMG社区获得了广泛的关注和应用。然而,由于3D打印工艺的复杂的热历史,比较明显的挑战和困难也存在。可以举例的但不是全部:合金的成分要优化、玻璃形成能力和晶化能力要同局部热历史相关联、缺陷的形成能力要能控制,最终,3D打印BMG的显微结构-性能之间的关系也必须充分的理解。基于这一领域的快速发展,及时总结相关的技术进展和对观察的工艺现象的理解,是非常重要的。 本文的目的是为了提供当前3D打印BMGs的当前活动的综合性的综述。综述主要包括如下内容:章节1介绍金属玻璃和块体金属玻璃的历史发展;章节2,介绍了各种可以用于块体金属玻璃制造的3D打印技术以及每一种打印技术的优缺点;章节3,为3D打印的BMGS的显微组织、缺陷和晶化现象,重点放在SLM制造的BMGS上;章节4则为3D打印的BMGs的机械性能和变形行为上;章节5则介绍了基于3D打印的BMG为基体的复合材料的发展上。此时覆盖了原位和非原位复合材料增强机械性能。在章节6, 3D打印的BMGs的功能性能和可能的应用也给予了介绍。最后,在章节7中,一些关键问题和面临的挑战也给予了介绍。我们深信,这对未来发展3D打印制造BMGs是非常重要的。 用于BMGS的3D打印技术 直到今天,已经有好多种3D打印技术可以适合制造BMGs。对3D打印技术来说,原材料对最终部件的显微组织和性能是至关重要的。如图3所示,适合3D打印的BMGs的原材料,主要包括粉末、丝材、带材、棒材等等。基于可以升级的产品、成本和氧化性能的不同比较可以参考相关的文献。 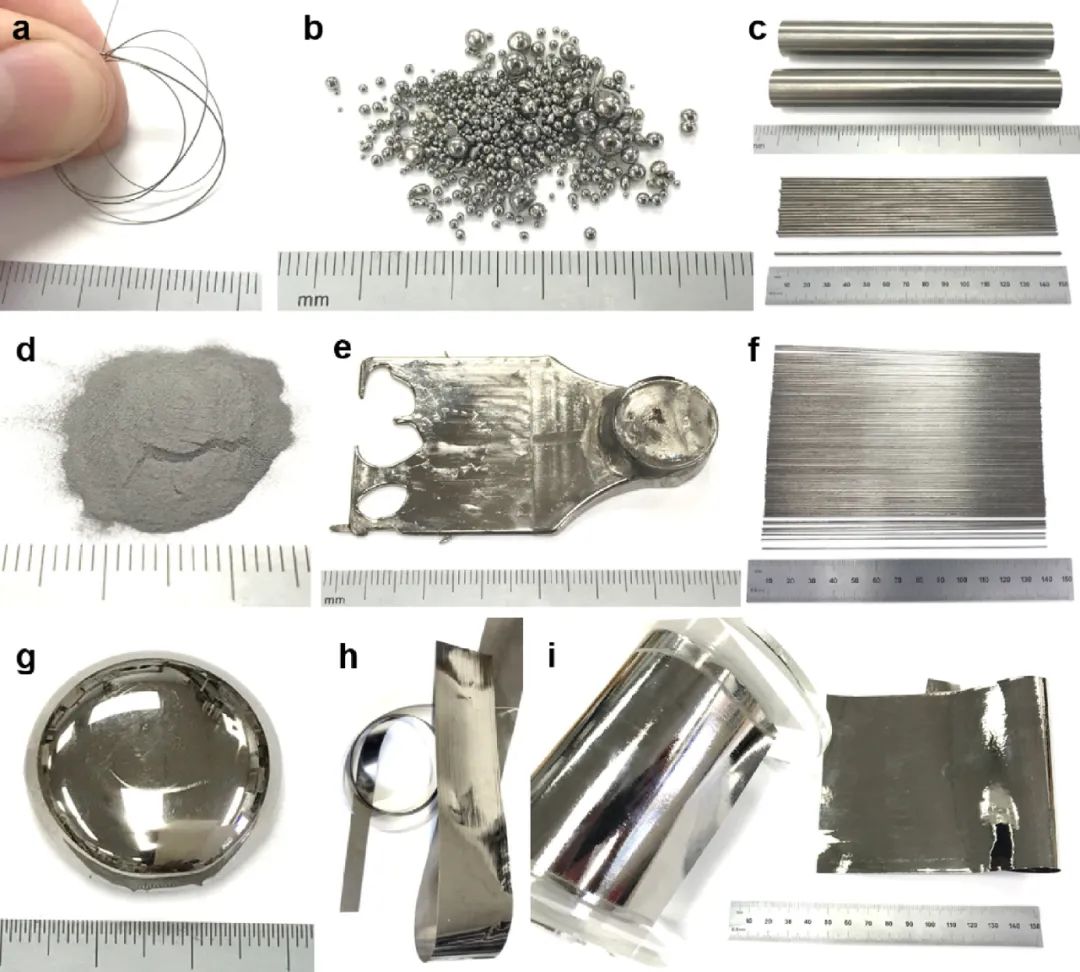
▲图3. 可以用于不同的3D打印制造技术制造BMG的原材料:(a) wire, (b) pellets,
(c) thick cast rods of various diameters, (d) powder, (e) cast plates,
(f) thin cast rods, (g) ingot, (h) melt spun ribbon, and (i) melt spun
sheetmetal. Smallest divisions on the ruler are 1 mm.
依据原材料的不同,3D打印技术可以分为两大类,一类是以粉末为基础的3D打印,如SLM和LENS、热喷涂3D打印(TS3DP);一类是非粉末为基础的3D打印技术,如激光薄膜3D打印技术、熔丝制造、激光转向3D打印技术等,见图4所示。 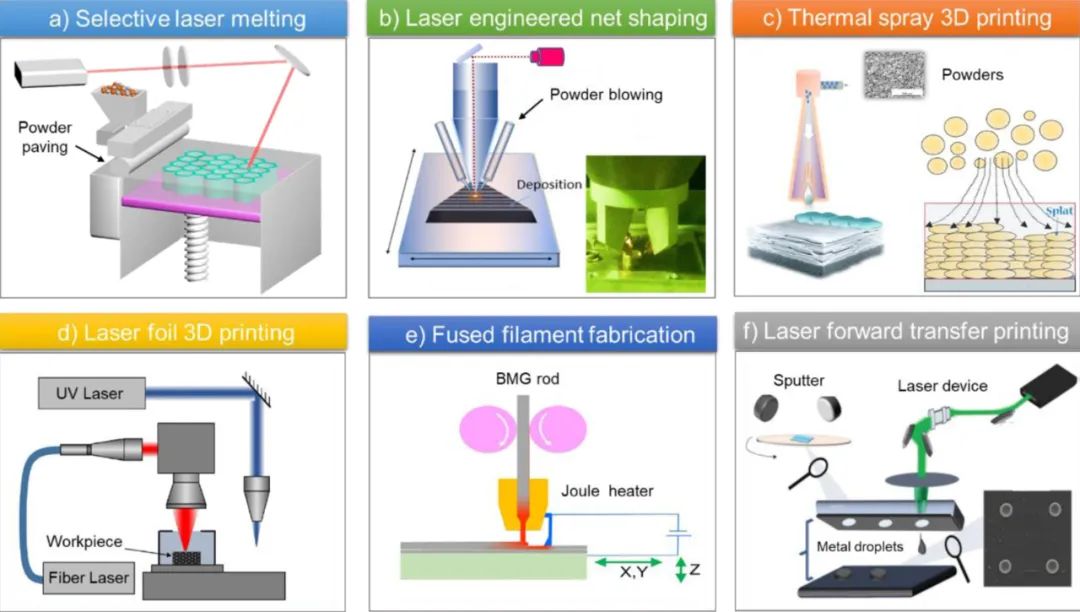
▲图4. 可以进行BMGs制造的各种不同的3D打印技术,分别为 selective laser
melting (SLM), laser engineered net shaping (LENS), thermal spray 3D
printing (TS3DP), laser foil 3D printing, fused filament fabrication
(FFF), laser forward transfer 3D printing
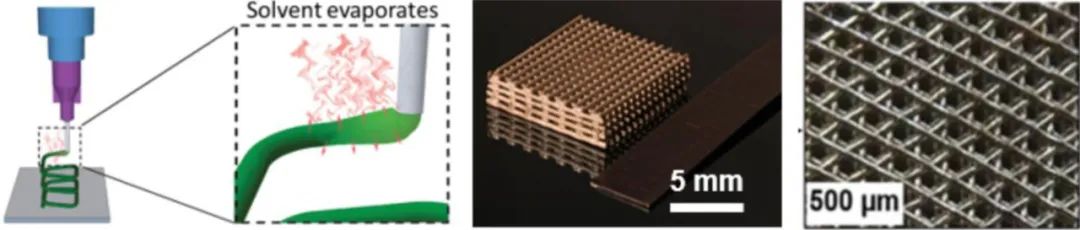
▲图5. 直接墨水打印工艺的示意图(左图)和沉积态的BMG结构(右图)
基于不同的3D打印技术,我们构建了用于3D打印技术制造BMG部件的雷达表,如图6所示。可以看出,SLM技术是当前最为流行的制造BMGs的技术,这是因为SLM 制造BMG技术具有如下特征:高的尺寸精度、巨大的制备复杂形状的能力,应用BMG系统时可以以低孔隙率和高的非晶成分来说可以获得高质量的BMG。然而,大多数SLM技术同其他技术相比较存在的最大问题是沉积效率低。LENS具有制备大体积的能力,且沉积速度比较快,带来的问题是会造成打印的BMG部件的晶化问题。此外,裂纹是另外一种严重的问题,尤其是脆性的BMGs,如Fe基BMGS,这是因为SLM和LENS会产生巨大的热应力。TS3DP可以延缓这一困境,但这一技术的尺寸精度,需要进一步的提高。LFP和FFF可以制造出致密和完全非晶的结构,但只能制造出相对简单的形状。图7为3D打印的各种案例。我们可以依据特殊的需要和需求来选择适合的BMG系统和3D打印技术。 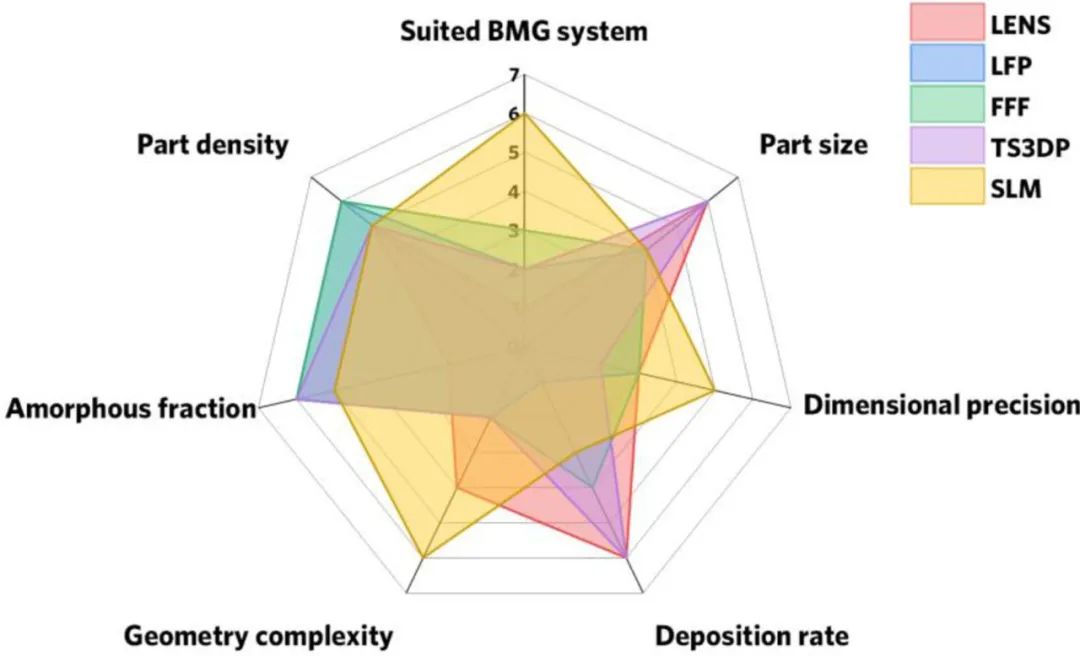
▲图6. 发展的玻璃形成能力的合金的不同的3D打印技术雷达图
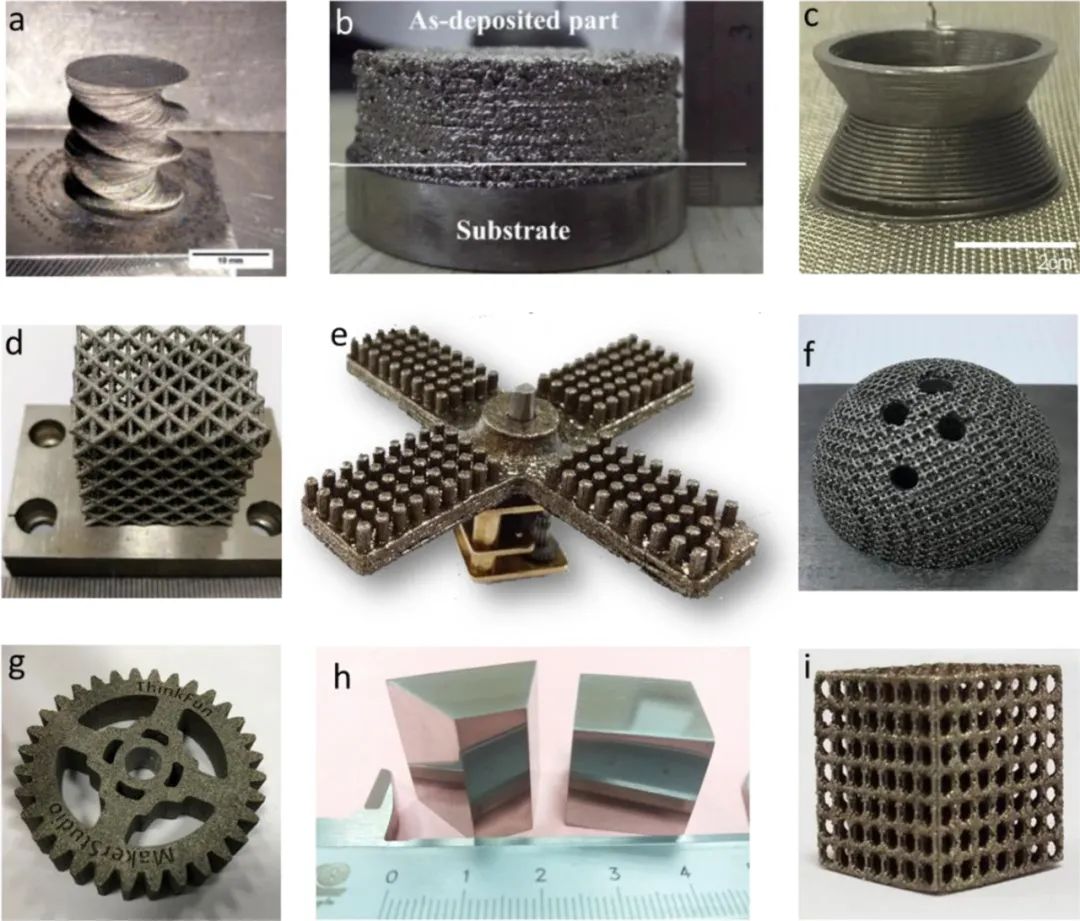
▲图7. 采用不同的3D打印技术所打印的BMG部件:a) LFP技术制备的Zr-基 BMG , b)
LENS技术制备的Zr-基 BMG , c) FFF技术,d) SLM技术制备的Zr-基 BMG 晶格部件;e) SLM技术制备的Zr-基
BMG风扇. f) Zr-基 BMG. g) SLM技术制备的BMG 齿轮; h) TS3DP技术制备的Fe-基 BMG c部件; i)
SLM技术制备的Zr-基 BMG 多孔结构 。
(责任编辑:admin) |