3D打印研究报告:3D打印技术:粒状物料成型
时间:2016-03-24 14:04 来源:南极熊 作者:中国3D打印网 点击:次
2015年,南极熊3D打印网与华融证券合作,共同对3D打印行业的一批优秀企业进行了调研,共计走访了近50家优秀的3D打印企业,涵盖华北、华东、华中、华南以及西部地区的一些公司,企业类型上覆盖了印机研发生产企业、耗材研发生产企业、打印服务企业、代理公司、设计公司、云平台等。在长达2个月的走访及现场调研之后,华融证券撰写了一系列的研究分析报告。
南极熊将逐渐免费公开这些3D打印行业研究报告的内容,以提供给3D打印行业内外人士作为参考资料。南极熊作为3D打印行业第一互动媒体,一直致力于推动3D打印行业的发展,除了发布最新的行业发展动态,南极熊还开展产品评测,组织线下交流活动,提供优质的3D模型下载,对行业进行深度研究等。本次联手华融证券,就是希望与专业的行业研究机构合作,共同推出专业的研究报告。与其他国内外所谓的研究机构相比,本报告不但具有一定的专业性,而且分析深入,干货多,而且是免费开放给所有熊友
3D打印专题研究系列报告之四3D打印技术:粒状物料成型
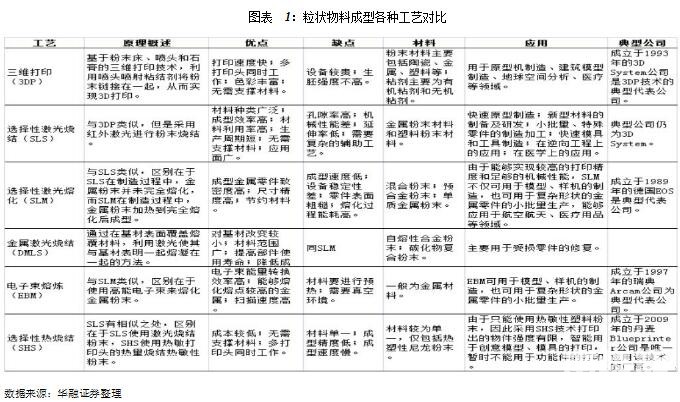
概述:本文主要介绍粒状物料成型相关 3D 打印工艺,具体包括 3DP、SLS、SLM、DMLS、EBM、SHS等主流粒状物理成型工艺,这些工艺大多可应用于工业级 3D打印领域,我们主要从这些工艺的技术原料、优缺点、涉及材料、主要应用、典型公司及设备等几方面进行介绍.
原理基本相同
基本原理都是将 3D数据转化为 2D数据,通过电脑控制 3D打印机逐层进行打印,最后形成成品,所不同的是在进行粉末连接的时候采用的方法不同,一般有激光、电子束、热量、粘剂等,采用激光、电子束进行3D打印的一般需要较为苛刻的外部条件,适用于工业 3D打印机,利用粘剂、热进行连接的对外部环境要求不算太苛刻,可发展桌面级打印机.
优缺点并存
粒状物料成型相关技术的优点包括成型速度快、材料广泛、能够制造复杂构造等特点,但同时也存在强度低、一般需要后处理、部分技术路径需要预加工、成本较高等缺点,目前阶段,是传统技术的重要补充,暂时还不能完全替代传统技术.粒状物料成型相关技术的优点包括成型速度快、材料广泛、能够制造复杂构造等特点,但同时也存在强度低、一般需要后处理、部分技术路径需要预加工、成本较高等缺点,目前阶段,是传统技术的重要补充,暂时还不能完全替代传统技术.
材料均为粉末
粒状物料成型的材料均为粉末,包括金属粉末、塑料粉末、陶瓷粉末等等,不同的技术路径对材料的物理、化学性能有差别化的要求,通过这些技术可以将粉末材料转化为固体材料,赋予一定的结构和机械性能.
应用领域有待拓展
目前多用于产品开发阶段受制于机械性能较差等因素,目前通过粒状物料成型 3D打印工艺更多的应用于产品开发阶段,虽然也可以直接用于直接制造,但与传统工艺相比,通过 3D打印的直接制造成本仍然较高,不具有竞争力,其应用领域还有待进一步拓展.
结论与展望
粒状物料成型是将粉末状材料变为有机械强度的立体物件的过程,随着技术的不断进步,一些缺点正在被逐步克服,如 SLM解决了 SLS不能完全融化粉末的问题、SHS解决了烧结粉末需要高强度激光的问题,但同时我们也看到,一种技术不能完全替代另一种技术,各有特点,我们认为在未来一段时间内这些粒状物料成型技术还将继续存在,技术含量更高的技术也将不断出现,粒状物料成型技术的应用前景十分广阔.
相关研究:
3D打印专题研究系列报告之一_3D打印概览:崛起中的智能制造方式_20151228
3D打印专题研究系列报告之二_3D打印技术:熔融沉积成型(FDM)_20151229
3D打印专题研究系列报告之三_3D打印技术:光聚合成型_20151229
目 录
1、概述 .......................................................................................................................................................................................... 5
1、原理基本相同 ................................................................................................................................................................. 5
2、优缺点并存 ..................................................................................................................................................................... 5
3、材料均为粉末 ................................................................................................................................................................. 5
4、应用领域有待拓展,目前多用于产品开发阶段 .......................................................................................................... 5
2、三维打印(3DP) .................................................................................................................................................................. 6
工作原理 ............................................................................................................................................................................... 6
特点 ....................................................................................................................................................................................... 7
主要厂商和设备情况 ........................................................................................................................................................... 7
应用 ..................................................................................................................................................................................... 10
材料 ..................................................................................................................................................................................... 10
3、选择性激光烧结(SLS) ..................................................................................................................................................... 10
工作原理 ............................................................................................................................................................................. 10
特点 ..................................................................................................................................................................................... 12
主要厂商和设备情况 ......................................................................................................................................................... 12
应用 ..................................................................................................................................................................................... 14
材料 ..................................................................................................................................................................................... 15
4、选择性激光熔化(SLM)/ 直接金属激光烧结成型(DMLS) ..................................................................................... 15
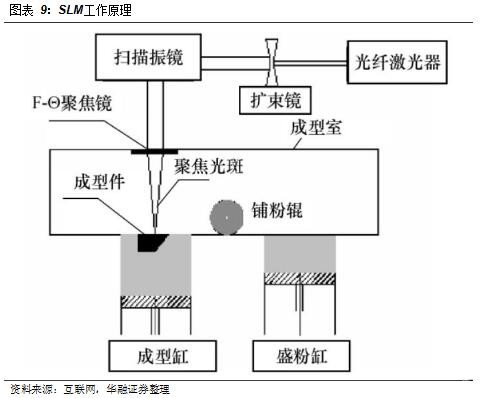
SLM工作原理 ..................................................................................................................................................................... 15
SLM特点 ............................................................................................................................................................................. 16
SLM主要厂商和设备情况 ................................................................................................................................................. 17
SLM应用 ............................................................................................................................................................................. 18
SLM材料 ............................................................................................................................................................................. 19
DMLS工作原理 .................................................................................................................................................................. 20
DMLS特点 .......................................................................................................................................................................... 20
DMLS应用 .......................................................................................................................................................................... 20
DMLS材料 .......................................................................................................................................................................... 20
5、电子束熔炼(EBM) ........................................................................................................................................................... 21
工作原理 ............................................................................................................................................................................. 21
特点 ..................................................................................................................................................................................... 22
主要厂商和设备情况 ......................................................................................................................................................... 23
应用 ..................................................................................................................................................................................... 24
材料 ..................................................................................................................................................................................... 24
6、选择性热烧结(SHS) ........................................................................................................................................................ 25
工作原理 ............................................................................................................................................................................. 25
特点 ..................................................................................................................................................................................... 25
主要厂商和设备情况 ......................................................................................................................................................... 26
应用 ..................................................................................................................................................................................... 27
材料 ..................................................................................................................................................................................... 27
图表目录
图表 1:粒状物料成型各种工艺对比 ........................................................................................................................................ 6
图表 2:3DP工作原理 ................................................................................................................................................................ 7
图表 3:3D SYSTEM历年收入及增速情况 ............................................................................................................................. 8
图表 4:3D SYSTEM历年利润及增速情况 ............................................................................................................................. 9
图表 5:PROJET®660PRO设备 ............................................................................................................................................... 9
图表 6:SLS工作原理 ............................................................................................................................................................... 11
图表 7:SPRO 230 HS设备 ...................................................................................................................................................... 13
图表 8:SLS应用举例 ............................................................................................................................................................... 14
图表 9:SLM工作原理 ............................................................................................................................................................. 16
图表 10:EOSINT M 280设备 ................................................................................................................................................. 18
图表 11:SLM应用举例 ........................................................................................................................................................... 19
图表 12:SLM工作原理 ........................................................................................................................................................... 22
图表 13:ARCAM A2X设备 .................................................................................................................................................... 23
图表 14:EBM应用举例 ........................................................................................................................................................... 24
图表 15:SHS技术原理图 ....................................................................................................................................................... 25
图表 16:BLUEPRINTER M3设备 ........................................................................................................................................ 26
图表 17:SHS应用举例 ............................................................................................................................................................ 27
1、概述
1、原理基本相同
基本原理都是将 3D数据转化为 2D数据,通过电脑控制 3D打印机逐层进行打印,最后形成成品,所不同的是在进行粉末连接的时候采用的方法不同,一般有激光、电子束、热量、粘剂等,采用激光、电子束进行 3D打印的一般需要较为苛刻的外部条件,适用于工业 3D打印机,利用粘剂、热进行连接的对外部环境要求不算太苛刻,可发展桌面级打印机.
2、优缺点并存
粒状物料成型相关技术的优点包括成型速度快、材料广泛、能够制造复杂构造等特点,但同时也存在强度低、一般需要后处理、部分技术路径需要预加工、成本较高等缺点,目前阶段,是传统技术的重要补充,暂时还不能完全替代传统技术.
3、材料均为粉末
粒状物料成型的材料均为粉末,包括金属粉末、塑料粉末、陶瓷粉末等等,不同的技术路径对材料的物理、化学性能有差别化的要求,通过这些技术可以将粉末材料转化为固体材料,赋予一定的结构和机械性能.
4、应用领域有待拓展
目前多用于产品开发阶段受制于机械性能较差等因素,目前通过粒状物料成型 3D打印工艺更多的应用于产品开发阶段,虽然也可以直接用于直接制造,但与传统工艺相比,通过 3D打印的直接制造成本仍然较高,不具有竞争力,其应用领域还有待进一步拓展.
2、三维打印(3DP)
工作原理
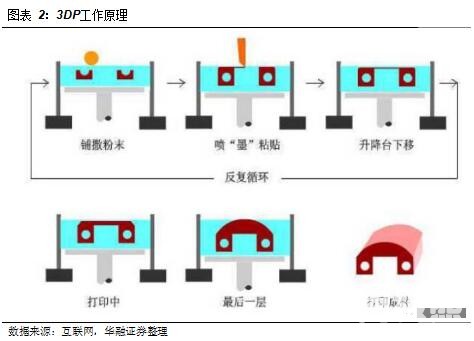
三维打印(3D Printing, 3DP)是一种基于粉末床、喷头和石膏的三维打印技术(Powder bed and inkjet head 3D printing,3DP的工作方式与二维平面打印相似,都利用了喷射打印的技术,二维打印的喷头用于喷射墨水,而 3DP的喷头用于喷射液态粘结剂.计算机软件将打印对象的 3D数据“切割”为一层层截面的 2D数据,传输到三维打印机,三维打印机根据截面的 2D数据,控制喷头移动、在铺设好的粉末上方选择性地喷射粘结剂,将相应位置的粉末粘结在一起而形成第一层的截面.然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已粘结的截面之上,喷头再根据数据进行新的一层的喷射打印,与前一层截面粘结,此过程逐层循环直至整个物体成型.由于未粘结的粉末可以起到支撑的作用,3DP无需额外的支撑结构就可以打印相当复杂的形状.3DP技术于 1993年由麻省理工学院的学者研发,1995年 Z Corparation公司获得了排他性的使用许可.3D System于 2012收购了 Z Corporation,继续生产基于 3DP技术的 3D打印设备和材料.
特点
3DP的主要优点包括:
(1) 打印速度快.3DP仅有粘结剂是通过喷头喷射,作为支撑材料的粉末全部是通过铺撒的方式放置,因此打印速度比 FDM快很多.
(2) 多打印头同时工作.可以同时打印多个物体,也可以同时打印物体的不同部分,提高了打印速度.
(3) 色彩丰富.3DP具有 24位全彩打印能力的打印技术,其着色原理与二维打印相同,是通过 C、M、Y、Clear等 4种色彩的粘结剂按不同比例的混合而形成多种色彩.(4) 无需额外的支撑结构,可打印几何形状复杂的物体.
(1) 设备价格相对较高。 (2) 生胚强度不高。但是可通过浸渗等后处理工序进行加强。 主要厂商和设备情况
3D System公司是应用该技术的主要厂商,公司成立于 1993年,注册地为美国特拉华州,公司是全球领先的 3D打印、印刷解决方案提供商,也是 3D打印概念的缔造者.公司为企业和个人提供专业的 3D打印设备、集成打印材料以及定制零部件服务,受到用户的一致好评.公司致力于提供实用性较强、物廉价美的 3D打印设备、更具创造性的 3D打印内容、3D作图软件、及解决方案等.最新数据显示,公司 2015年上半年实现营业收入 3.3亿美元,同比增长10.68%;实现净利润-2687万美元,较去年同期大幅下滑 483.85%.我们统计了公司 2006年以来的收入、利润数据,结果显示,公司仅在 2008和 2009年出现过下滑,彼时金融危机正影响着全球经济,2010年开始,公司收入均保持较高速的正增长,但近两年增长幅度有所下滑,2013年以前均能保持 40%以上的收入增长,2014年下滑至 27%,而 2015年中期更是下滑至 10.68%.
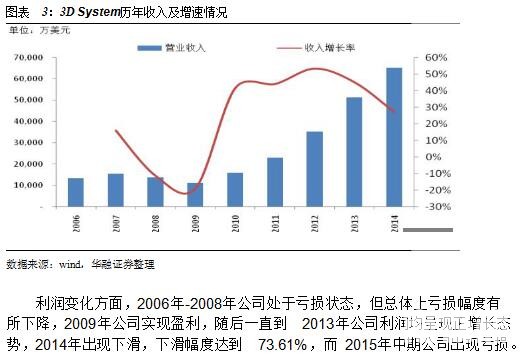
利润变化方面,2006年-2008年公司处于亏损状态,但总体上亏损幅度有所下降,2009年公司实现盈利,随后一直到 2013年公司利润均呈现正增长态势,2014年出现下滑,下滑幅度达到 73.61%,而 2015年中期公司出现亏损.

3Dsystem公司基于 3DP应用该技术的产品为 ProJet® x60系列。

主要性能指标如下:
(1) 颜色:390,000 色(5 个打印头,包括黑色)
(2) 分辨率:600 x 450 dpi
(3) 构建尺寸:254 x 381 x 203mm (10 x 15 x 8 英寸)
(4) 层厚: 0.089 - 0.102 mm (0.0035 - 0.004 英寸)
(5) 垂直构建速度:28 mm/小时 (1.1英寸/小时)
(6) 喷头数:1520
(7) 每次建造原型数目:36个
应用
由于具有打印速度快、色彩丰富等优点,3DP可以用于在工业设计创意模型、原理样机的制造,建筑、工程和施工中建筑模型的制造,也可以用于地球空间分析、教育、医疗等领域.
材料
3DP及时实际为三维粉末粘接,所用的材料主要涉及两方面,一是被粘结的粉末材料,二是粘接用的粘胶剂,下面分别介绍.
(1)粉末材料
粉末材料主要作为产品的主体部分,根据构成成本不同主要分为陶瓷粉末、金属粉末和塑料粉末等.陶瓷粉末包括矾土、氧化锆等;金属粉末包括铝、钛合金、不锈钢等;塑料粉末则包括 ABS、PLA、PP等.
(2)粘剂
粘剂的作用是将粉末粘结起来,其应该具有与粉末附着后快速粘合、较强的结合力、后处理过程中不被去除等特点.从大类上划分可分为有机粘剂和无机粘剂.
3、选择性激光烧结(SLS)
选择性激光烧结(Selective Laser Sintering, SLS)技术的工作过程与 3DP相似,都是基于粉末床进行的,区别在于 3DP是用喷射粘结剂来粘结粉末,而SLS是利用红外激光烧结粉末.计算机将物体的三维数据转化为一层层截面的2D数据并传输给打印机,打印机控制激光在铺设好的粉末上方选择性地对粉末进行照射,激光能量被选区内的粉末吸收并转换为热能,加热到烧结温度的粉末颗粒间接触界面扩大、气孔缩小、致密化程度提高, 然后冷却凝固变成致密、坚硬的烧结体,加工成当前层。然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已烧结的当前层之上,设备调入新一层截面的数据进行加工,与前一层截面粘结,此程逐层循环直至整个物体成型。 (1) 采用 2种以上不同熔点的金属粉末,通过熔化低熔点成分润湿并填充高熔点结构金属粉末颗粒间隙,将结构材料粘结起来烧结成金属零件; (2) 通过激光熔化金属粉末颗粒的外层,而粉末颗粒的内部并没有熔化的方式,将粉末颗粒通过外层烧结粘结在一起; (3) 采用高分子聚合物材料包裹高熔点的金属粉末,激光熔化聚合物材料以将金属粉末粘结起来获得原型件的方式,然后经过焙烧、熔浸低熔点金属液、热等静压等后处理工序进步制件的密度. SLS技术最早由德克萨斯大学奥斯汀分校的 Carl Deckard和 Joe Beaman开发并取得专利,他们创立了 DTM公司进行基于 SLS技术的 3D打印设备的设计和生产.2001年,DTM被 3D System收购. 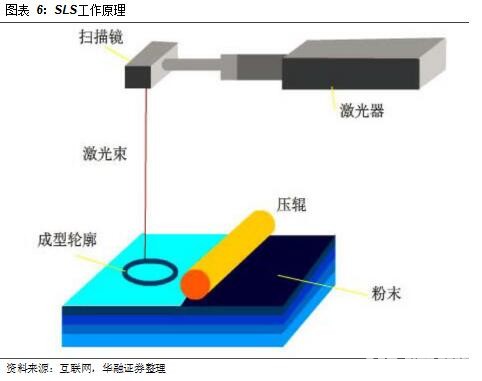
特点
SLS的主要优点包括:
(1) 材料种类广泛.可使用的材料包括尼龙、聚苯乙烯等聚合物,铁、钛、合金等金属、陶瓷、覆膜砂等;
(2) 成型效率高.由于 SLS技术并不完全熔化粉末,而仅是将其烧结,因此制造速度快;
(3) 材料利用率高.在加工过程中,SLS可直接成型,不需要支撑材料,也不会出现废料,因此材料利用率特别高,几乎可以达到 100%,这也在一定程度上降低了成本;
(4) 生产周期短.在整个加工过程中都是数字化控制,成型时间也仅为几小时到几十小时,而且在加工过程中可随时做修正,生产周期较短;
(5) 无需支撑材料.与其他需要支撑材料的工艺不同,SLS的工艺特点决定了在加工过程中不需要支撑材料,后处理较为简便;
(6) 应用面广.由于几乎可以使用所有加热后粘度降低的粉末材料,因此 SLS的应用利于较广,可用于制造原型设计模型、模具母模、精铸熔模、铸造型壳和型芯等.
SLS的主要缺点包括:
SLS成型金属零件的原理是低熔点粉末粘结高熔点粉末,使得制件的孔隙度高,机械性能差,特别是延伸率很低,很少能够直接应用于功能零件的制造上.在烧结过程中会因粉末材料的融化而产生异味,而且由于 SLS所用的采用差别较大,有时需要比较复杂的辅助工艺,如需要对原料进行长时间的预处理(加热)、造成完成后需要进行成品表面的粉末清理等.SLS的主要缺点包括:SLS成型金属零件的原理是低熔点粉末粘结高熔点粉末,使得制件的孔隙度高,机械性能差,特别是延伸率很低,很少能够直接应用于功能零件的制造上.在烧结过程中会因粉末材料的融化而产生异味,而且由于 SLS所用的采用差别较大,有时需要比较复杂的辅助工艺,如需要对原料进行长时间的预处理(加热)、造成完成后需要进行成品表面的粉末清理等.
国际主要典型公司为 3D System,前文已作介绍,国内典型公司为北京隆源,公司是国内最大的 SLS技术提供商,公司全称为北京隆源自动成型系统有限公司为三帝打印科技有限公司(3DP Technology, Inc.)控股子公司.成立于1994年,注册于中关村科技园区.自 1994年研制成功第一台激光快速成型机始,便倾力开发选区激光粉末烧结(SLS)快速成型机,同时致力于快速原型的应用加工服务。是我国最早开发、生产、销售激光选区粉末烧结快速成型机(工业级 3D打印)的企业,荣膺北京市科委认定的高新技术企业、中关村高新技术企业和海淀区创新企业。公司于 2002年通过了 ISO9001国际质量体系认证。2013年,三帝打印科技公司控股隆源成型,使隆源成型再次启动并驶入3D打印的“高铁”时代。作为国内最大的 3D打印(SLS)技术服务供应商,隆源成型通过拥有自主知识产权的 3D打印设备及产品、全面的工艺及雄厚的技术实力为用户提供个性化的定制服务。隆源成型加工服务中心已为航空航天、汽车摩托车、泵业阀体等行业快速制造了大批量的异形复杂制件。迄今,公司已拥有近 400家设 备和加工服务用户,遍布航空航天、船舶、汽车制造、电子、铸造、医疗、文化艺术及研究院所和高校。 典型设备是 3D System公司生产的 ProX 500和 sPro系列,主要适用于功能型热塑塑料。 
(1) 构建尺寸:550 x 550 x 750mm( 22 x 22 x 30 英寸) (2) 层厚:0.08 - 0.15 mm (0.003 - 0.006 英寸) (3) 体积构建速度:1.8 升/小时( 110 立方英寸/小时) (4) 扫描速度:6 米/秒和 12 米/秒( 240 英寸/秒和 480 英寸/秒) (5) 激光功率/类型:70 瓦/CO2 应用 由于机械性能不佳,SLS较少用于金属功能零件的制造,但是其能够实现模型、样机的快速制作,也可以较高的建造速度用于非金属零件的小批量生产。能够应用于工业设计、航空航天、医疗用品、电子产品外壳等领域。 
具体而言,SLS的应用可大体归纳为六个方面.
(1)快速原型制造.SLS工艺能够快速制造模型,从而缩短从设计到看到成品的时间,通过制造出的原型可以对最终产品进行分析和评价,从而提高最终产品的质量,同时也可以使客户更加快速、直观的看到最终产品的原型.
(2)新型材料的制备及研发.采用 SLS工艺可以研制一些新兴的粉末颗粒以加强复合材料的强度.
(3)小批量、特殊零件的制造加工.当遇到一些小批量、特殊零件的制造需求是,利用传统方法制造往往成本较高,而利用 SLS工艺可以快速有效的解决这个问题,从而降低成本. (4)快速模具和工具制造.目前,随着工艺水平的提高,SLS制造的部分零件可以直接作为模具使用,经过后处理,甚至可以直接用功能性零件而使用. (5)在逆向工程上的应用.利用三维扫描工艺等技术,可以利用 SLS工艺在没有图纸和 CAD模型的条件下按照原有零件进行加工,根据最终零件构造成原型的 CAD模型,从而实现逆向工程应用. (6)在医学上的应用.由于 SLS工艺制造的零件具有一定的孔隙率,因此可以用于人工骨骼制造,已经有临床研究证明,这种人工骨骼的生物相容性较好.
材料
由于 SLS原理的特点,该工艺可以采用任何加热时粘度降低的粉末材料,包括蜡、PC、尼龙、金属等等,但对粉末的粒径有较为严格的要求,当粉末粒径为 0.1mm以下时,成型后的原型精度可达±1%. 根据相关文献资料研究结果显示, SLS工艺的材料有各类粉末,包括金属、陶瓷、石蜡以及聚合物的粉末,如尼龙粉、覆裹尼龙的玻璃粉、聚碳酸酯粉、聚酰胺粉、蜡粉、金属粉(成型后常需进行再烧结及渗铜处理)、覆裹热凝树脂的细砂、覆蜡陶瓷粉和覆蜡金属粉等,SLS工艺采用的粉末粒度一般在50--125um之间.SLS用的复合粉末通常有两种混合形式:一种是粘结剂粉末与金属或陶瓷粉末按一定的比例机械混合;另一种则是把金属或陶瓷粉末放到粘结剂稀释液中,使其具有粘结剂包裹的金属或陶瓷粉末.为了提高原型的强度,用于 SLS工艺的材料正渐渐地转向金属和陶瓷. 4、选择性激光熔化(SLM)/ 直接金属激光烧结成型(DMLS)
SLM工作原理
SLM的工作原理与 SLS相似,都是将激光的能量转化为热能使金属粉末成型,其主要区别在于 SLS在制造过程中,金属粉末并未完全熔化,而 SLM在制造过程中,金属粉末加热到完全熔化后成型.计算机将物体的三维数据转化为一层层截面的 2D数据并传输给打印机,打印机控制激光在铺设好的粉末上方选择性地对粉末进行照射,激光能量被粉末吸收并转换为热能,选区内的金属粉末加热到完全熔化后成型,加工成当前层。然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已烧结的当前层之上,设备调入新一层截面的数据进行加工,与前一层截面粘结,此程逐层循环直至整个物体成型。SLM的整个加工过程在惰性气体保护的加工室中进行,以避免金属在高温下氧化。
SLM的主要优点包括: (1) 成型的金属零件致密度高,可达 90%以上,某几种金属材料成型后的致密度近乎 100%;抗拉强度等机械性能指标优于铸件,甚至可达到锻件水平;显微维氏硬度可高于锻件; (2) 由于是打印过程中粉末完全融化,因此尺寸精度较高; (3) 与传统减材制造相比,可节约大量材料,对于较昂贵的金属材料而 言,可节约一定成本。 SLM的主要缺点包括: (1) 成型速度较低,为了提高加工精度,加工层厚较薄,加工小体积零件所用时间也较长,因此难以应用于大规模制造; (2) 设备稳定性、可重复性还需要提高; (3) 零件的表面粗糙度较高; (4) 熔化金属粉末需要大功率激光,能耗较高。
SLM主要厂商和设备情况
SLM技术的代表公司为德国的 EOS,德国 EOS GmbH Electro OpticalSystems公司自 1989年在德国慕尼黑成立以来,一直致力于激光粉末烧结快 速制造系统的研究开发与设备制造工作。EOS公司现在已经成为全球最大同时也是技术最领先的雷射粉末烧结快速成型系统的制造商,其所拥有的雷射烧结 技术也正是 e-manufacturing的核心技术。e-Manufacturing是由 EOS公司所倡导的全新 e制造整合服务,基于激光粉末烧结成型技术的全新制造概念。直接进行快速的立体制作,达到弹性大、低成本的制造模式。这种制造方式能够符合从单件产品制造到批量生产的不同市场需求。EOS雷射粉末烧结快速制造系统,适于应用在 3C产品开发、航太产品、精密模具、样品打样、生医材料制造上。目前德国 EOS公司在金属粉末雷射快速制造设备上为全球最顶尖供应商。典型设备为 EOS公司的 EOSINT M 280,主要参数如下。 
主要性能指标如下:
(1) 构建尺寸:250 x 250 x 325 mm (9.85 x 9.85 x 12.8英寸)
(2) 层厚:0.03mm/0.06mm
(3) 扫描速度:最快 7米/秒
(4) 激光功率/类型:Yb-fibre 激光发射器,200 W或 400 W
由于能够实现较高的打印精度和足够的机械性能,SLM不仅可用于模型、样机的制造,也可用于复杂形状的金属零件的小批量生产,能够应用于航空航天、医疗用品等领域. 目前,SLM技术最令人瞩目的是在 Elon Musk的 SpaceX公司开发的新一代 Dragon V2载人飞船的 SuperDraco引擎的制造中的应用――SuperDraco引擎的燃烧室是使用 EOS公司的 SLM设备制造的.SuperDraco引擎的冷却道、喷射头、节流阀等结构的复杂程度非常之高,3D打印很好地解决了复杂结构的制造问题.同时,SuperDraco是在 6900千帕的高温高压环境下工作,而且作为一款在一次载人过程中多次点火的引擎,其重复使用次数和可靠性相当重要,SLM制造出的零件的强度、韧性、断裂强度等性能完全可以满足各种严苛的要求. 
世界范围内,已经有多家成熟的设备制造商,包括德国 EOS公司、德国MCP公司、Concept laser公司等。EOS应用 SLM技术的设备包括 EOSINT M系列、EOS M系列、PRECIOUS M系列。
SLM材料
与 SLS类似,可以用于 SLM技术路径的粉末材料也比较广泛,一般可以将 SLM技术路径使用的粉末材料分为三类,分别是混合粉末、预合金粉末、单质金属粉末.(1) 混合粉末.
(1) 混合粉末.混合粉末由一定比例的不同粉末混合而成,在设计过程中需要考虑激光光斑大小对粉末粒度的要求.现有的研究表明,利用 SLM成型的构件机械性能受致密度、成型均匀度的影响,而目前混合粉的致密度还有待提高;
(2) 预合金粉末.根据成分不同,可以将预合金粉末分为镍基、钴基、钛基、铁基、钨基、铜基等,研究表明,预合金粉末材料制造的构件致密度可以超过 95%;
file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8EDA.tmp.png file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8EFC.tmp.png file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8F0F.tmp.pngfile:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8F10.tmp.png
(3) 单质金属粉末。一般,单质金属粉末主要为金属钛,其成型性较好,致密度可达到 98%。
DMLS工作原理
DMLS(Direct Metal Laser Sintering)又称金属激光烧结、金属直接表面烧结或者激光熔覆.其原理是通过在基材表面覆盖熔覆材料,利用激光使其与基材表明一起熔凝在一起的方法.DMLS(Direct Metal Laser Sintering)又称金属激光烧结、金属直接表面烧结或者激光熔覆.其原理是通过在基材表面覆盖熔覆材料,利用激光使其与基材表明一起熔凝在一起的方法.
DMLS特点
DMLS的主要优点包括:
(1) 对基材改变较小.通过 DMLS技术,对基材的热影响程度较小,引起的变形程度也较小;
(2) 材料范围广.根据不同的基材,可以使用不同的粉末材料进行加工,可以用于不同用途;
(3) 提高部件使用寿命.可对局部磨损或损伤的大型设备贵重零部件、模具进行修复,延长使用寿命;
(4) 降低成本.可以快速修复受损部件,减少因设备损坏造成的停工时间,从而降低维护成本.DMLS的主要缺点包括:
存在的缺点基本与 SLM路径相同,主要是成型速度慢、需要大功率激光设备等。
DMLS应用
DMLS主要用于受损零件的修复,下游行业主要涉及冶金、石化、船舶、电力、机械、液压、化工、模具等行业,可对大型转动设备重要零部件如轴、叶片、轮盘、曲轴、泵轴、齿轴以及模具、阀门等进行腐蚀、冲蚀和磨损后的激光熔覆修复.
DMLS材料
DMLS技术的材料主要包括自熔性合金粉末、碳化物复合粉末、自粘结复合粉末、氧化物陶瓷粉末等。
(1) 自熔性合金粉末.主要特点是含硼和硅,具有自我脱氧和造渣的性能,因此这类粉末倍成为自熔行合金粉末,可分为镍基自熔合金、钴基自熔合金、铁基自熔合金;(2) 碳化物复合粉末.碳化物复合粉末是由碳化物硬质相与金属或合金作为粘结相所组成的粉末体系.这类粉末中的粘结相能在一定程度上使碳化物免受氧化和分解,特别是经预合金化的碳化物复合粉末,能获得具有硬质合金性能的涂层;
(3) 自粘结复合粉末.自粘结复合粉末是指在热喷涂过程中,由于粉末产生的放热反应能使涂层与基材表面形成良好结合的一类热喷涂材料,其最大的特点是具有工作粉和打底粉的双重功能;
(4) 氧化物陶瓷粉末.氧化物陶瓷粉末具有优良的抗高温氧化能力,还有隔热、耐磨、耐蚀等性能,是一类重要的热喷涂材料,也是目前较为重视的激光熔覆材料.
5、电子束熔炼(EBM)
工作原理
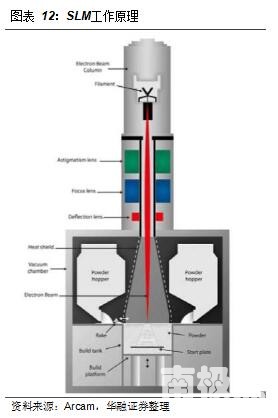
电子束熔炼(Electron Beam Melting, EBM)也是一种金属增材制造技术.EBM的工作原理与 SLM相似,都是将金属粉末完全熔化后成型.其主要区别在于 SLM技术是使用激光来熔化金属粉末,而 EBM技术是使用高能电子束来熔化金属粉末.计算机将物体的三维数据转化为一层层截面的 2D数据并传输给打印机,打印机在铺设好的粉末上方选择性地向粉末发射电子束,电子的动能转换为热能,选区内的金属粉末加热到完全熔化后成型,加工成当前层.然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已烧结的当前层之上,设备调入新一层截面的数据进行加工,与前一层截面粘结,此过程逐层循环直至整个物体成型.
EBM对零件的制造过程需要在高真空环境中进行,一方面是防止电子散射,另一方面是某些金属(如钛)在高温条件下会变得非常活泼,真空环境可以防止金属的氧化.
EBM技术最早由瑞典 Arcam公司研发并取得专利.Arcam成立于 1997年,专注于 EBM设备的研发、制造,目前拥有超过 50项相关专利.
特点
EBM技术同样具有 SLM技术的致密度高、机械性能好、硬度高、尺寸精度较高、节约材料等优点。
与 SLM相比,EBM技术的主要优点包括:
(1) 电子束的能量转换效率非常高,远高于激光,因此能量密度更高,粉末材料熔化速度更快,因此可以得到更快的成型速度,且节省能源;
(2) 高能量密度能够熔化高熔点高达 3400摄氏度的金属;
(3) 电子束的扫描速度远高于激光,因此在造型时一层一层扫描造型台整体进行预热以提高电子粉末的温度。经过预热的粉末在造型后残余应力较小,在特定形状的造型会有优势,且无需热处理。
EBM技术同样具有 SLM技术的成型效率低、设备稳定性、可重复性低、表面粗糙度高等缺点。
与 SLM相比,EBM技术的主要缺点包括:
(1) 由于 EBM对粉末进行预热,金属粉末会变成类似假烧结的状态,造型结束后,SLM的未造型粉末极易清除,而 EBM的未造型粉末需要通过喷砂去除,但是复杂造型内部会有难以去除的问题;
(2) 需要额外的系统以制造真空工作环境。
主要厂商和设备情况
瑞典 Arcam公司成立于 1997年,目前已经在斯德哥尔摩股票交易所上市,2003年 3月公司第一台 EBM S12机器上市,随后推出基于 EBM技术的改进机型,目
前在欧洲、亚洲、美洲等地设有分支机构,典型设备为 Arcam公司的产品 Q10、Q20、A2X等。

主要性能指标如下:
(1) 构建尺寸:200 x200x 380 mm
(2) 层厚:0.05mm
(3) 体积构建速度:55/80 cm 3/小时(Ti6Al4V材料)
(4) 扫描速度:最高 8000 米/秒
(5) EBM功率:50-3000W(连续可变)
应用
EBM可用于模型、样机的制造,也可用于复杂形状的金属零件的小批量生产.目前 EBM主要应用于航空航天,如制造起落架部件和火箭发动机部件等,同时可应用于骨科植入物领域,目前已经有成功案。

材料
EBM的材料多为金属材料,不同的应用领域对强度、弹性、硬度、热性能等要求有所却别,因此根据不同的用途需要进行调配,一般为多金属混合粉末
合金材料,如目前主流的 Ti6Al4V、钴铬合金、高温铜合金等等。这些材料具有自己独有的一些特征,如高温铜合金具有高相对强度、潜在的用于高热焊剂
的应用、极好的升高的温度强度 、极好的热传导性、好的抗蠕变性等特征。
6、选择性热烧结(SHS)
工作原理
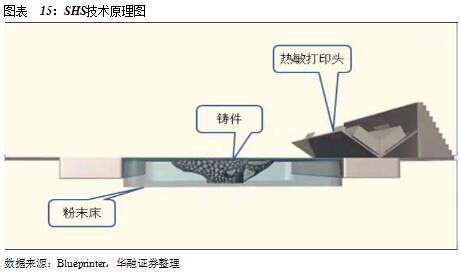
选择性热烧结(Selective Heat Sintering, SHS)也是一种基于粉末床的增材制造技术,其工作过程与 SLS有相似之处,区别在于 SLS使用激光烧结粉末,SHS使用热敏打印头的热量烧结热敏性粉末.计算机将物体的三维数据转化为一层层截面的 2D数据并传输给打印机,打印机控制热敏打印头在铺设好的粉末上方选择性地移动,打印头的热量将选区内的粉末加热至熔融温度以上,粉末融化并粘结在一起,加工成当前层.然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已烧结的当前层之上,设备调入新一层截面的数据进行加工,与前一层截面粘结,此程逐层循环直至整个物体成型.
SHS技术是由丹麦 Blueprinter公司开发的。
特点
SHS的优点在于:
(1) 是一种低成本的 3D打印技术,材料和设备价格相对低廉;
(2) 与其他粉末床打印技术一样,无需额外的支撑结构,可打印几何形状复杂的物体;
(3) 多打印头同时工作,可以打印复杂的几何形状。
SHS的缺点包括:
(1) 材料单一,仅包括热塑性尼龙粉末;
(2) 成型精度低;
(3) 成型速度低。
主要厂商和设备情况
丹麦的 Blueprinter公司是唯一应用该技术的厂商,公司成立于 2009年,公司成立的宗旨是制造优惠和实用的适用于办公室环境的 3D打印机,公司的
专利技术 SHS最早亮相于 2011年的欧洲模具展,目前公司产品主要销售地为欧洲,正在拓展其他国家市场。
目前推出的主流设备型号为 Blueprinter M3。

主要性能指标如下:
(1) 构建尺寸:200 x1 57 x 140mm
(2) 层厚:0.1mm
(3) 构建速度:2-3mm/小时
(4) 解析度:0.1mm
应用
由于只能使用热敏性塑料粉末,因此采用 SHS技术打印出的物件强度有限,智能用于创意模型、模具的打印,暂时不能用于功能件的打印。但与设计激光的 3D打印机相比,该技术可以放置于办公室环境中,从而成为桌面级 3D打印机,可以与 FDM技术形成重要的桌面级打印机的技术来源。

材料
基于 SHS的材料主要是热敏性材料,如尼龙等,针对不同的构件尼龙粉末的粒径可能会有所不同,在打印结束后打印的最终部件会被未熔化的粉末所包围,因此需要进行后处理,这就要求材料要能够易去除。
五、风险提示 华融证券 3D 打印研究团队 原文链接:http://www.nanjixiong.com/thread-59961-1-1.html
|