上海交通大学顶刊综述《PMS》:电化学抛光在增材制造结构表面处理中的应用研究进展(2)
时间:2023-04-14 09:03 来源:材料学网 作者:admin 点击:次
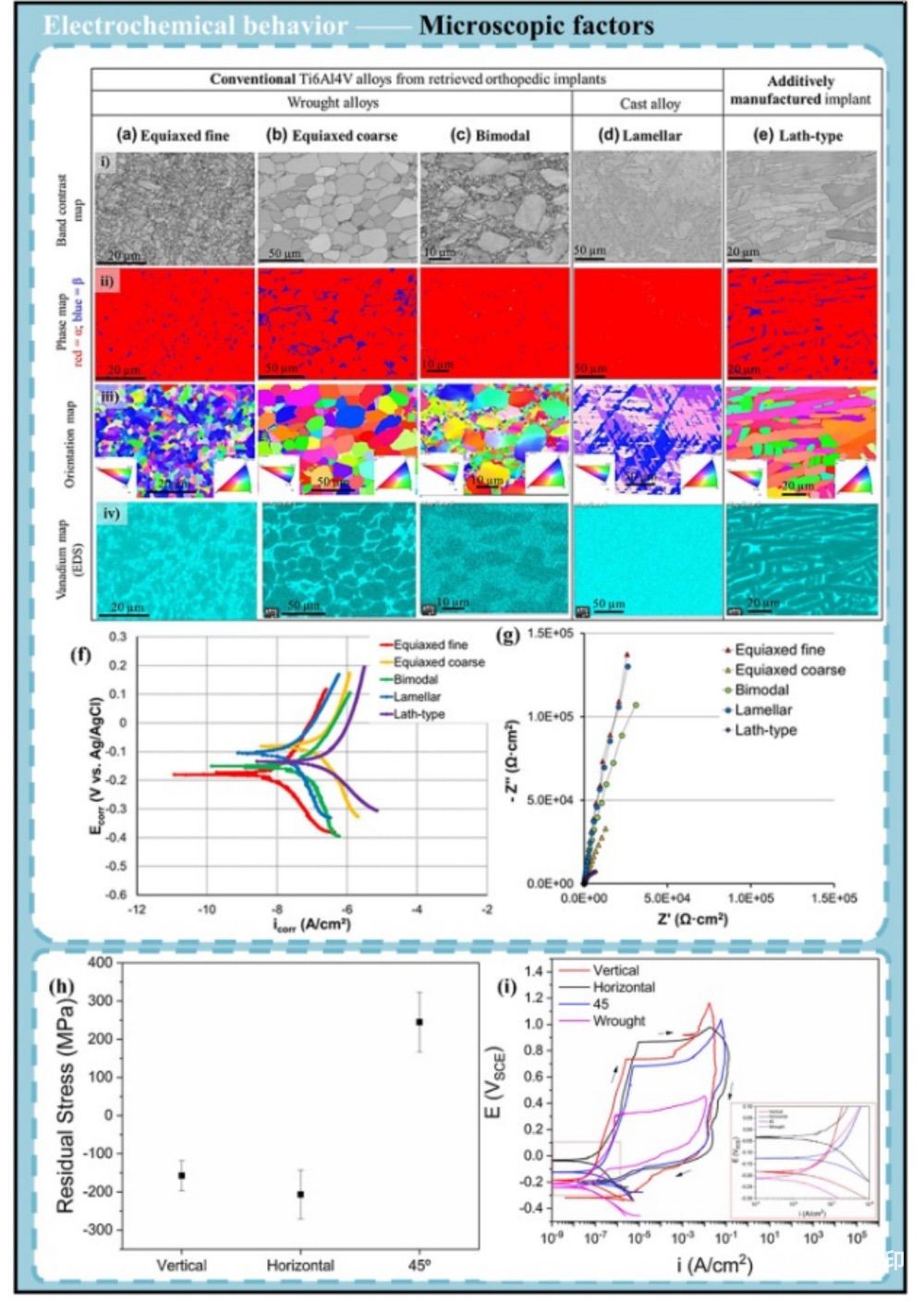
图22(A-E)常规和SLM Ti6Al4V的五种不同的微观结构。(f-g)相应的偏振曲线和奈奎斯特图。(H-I)SLM 316 L试样测量的残余应力和相应的代表性循环-电动极化曲线。
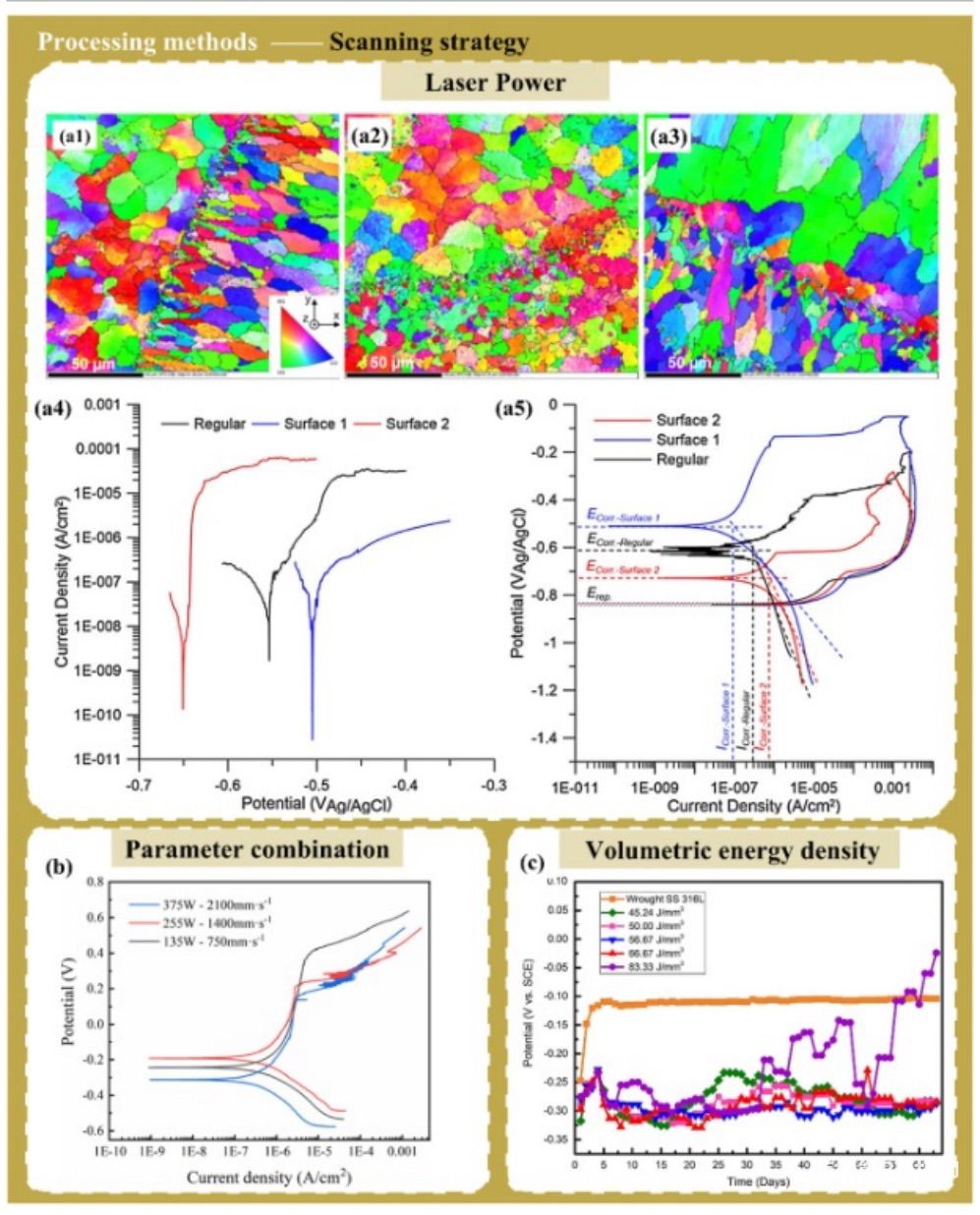
图24(a) DMLS
AlSi10Mg的EBSD反极图(IPF-Z)图和相应的偏振曲线。常规:360 瓦,0.2 毫米(重叠);表面 1:370 W, 0;(b)
SLM 316 L具有不同参数组合的偏振曲线。(c) L-PBF 316
L在60天内以3.5wt%NaCl具有不同体积能量密度的开路电位(OCP)曲线。

图26常规EP与其他复合工艺的雷达图分析。

图27(a1-a7) SLM 内孔电化学机械抛光 (ECMP) 的实验装置和机制。 (b1-b2) 不同区域的内部通道 ECMP 的工具组件、各自的加工区域和表面微观结构。 (c) 抛光机、粉末形态和干式 ECMP 示意图。
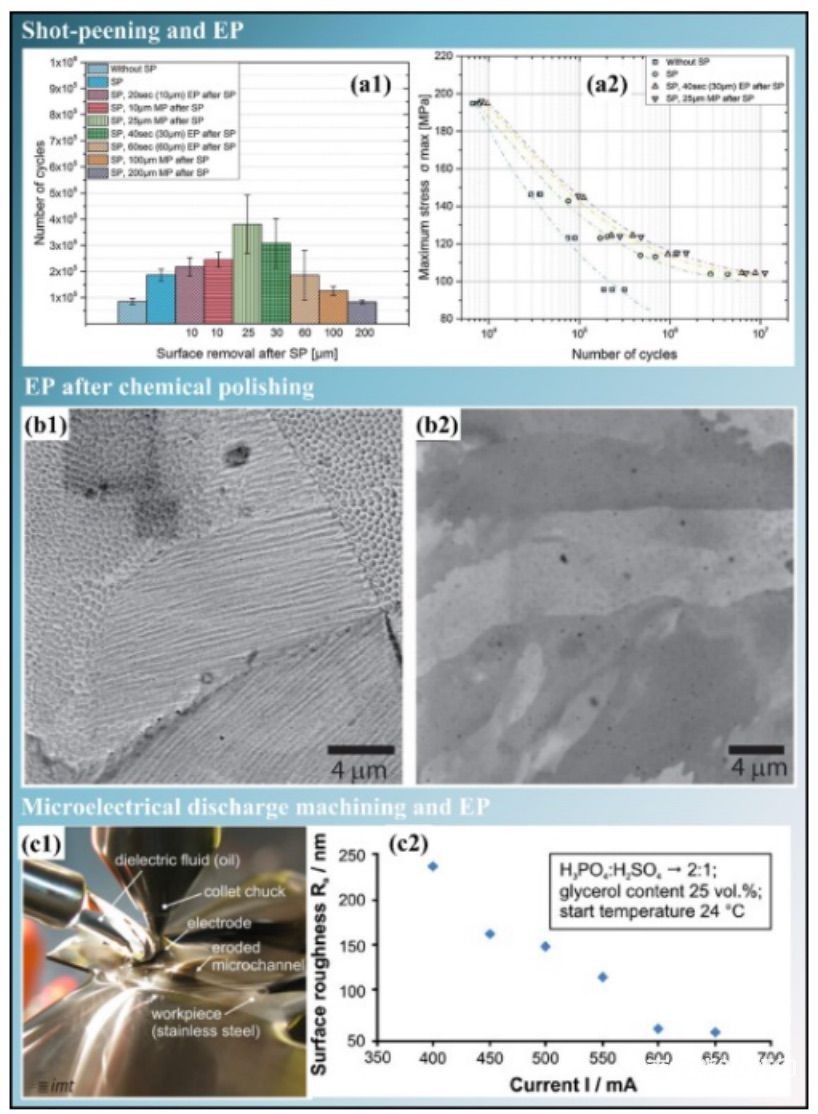
图29(a1-a2) 极压后喷丸SLM
AlSi10Mg的3D表面及其对每种条件下的抗疲劳性和S-N曲线的影响。(B1-B2)L-PBF 316L (b1) 的微观结构仅通过化学抛光和
(b2) 化学抛光后的 EP。(C1-C2)微电火花加工原理和表面粗糙度随EP后施加的电流而变化。
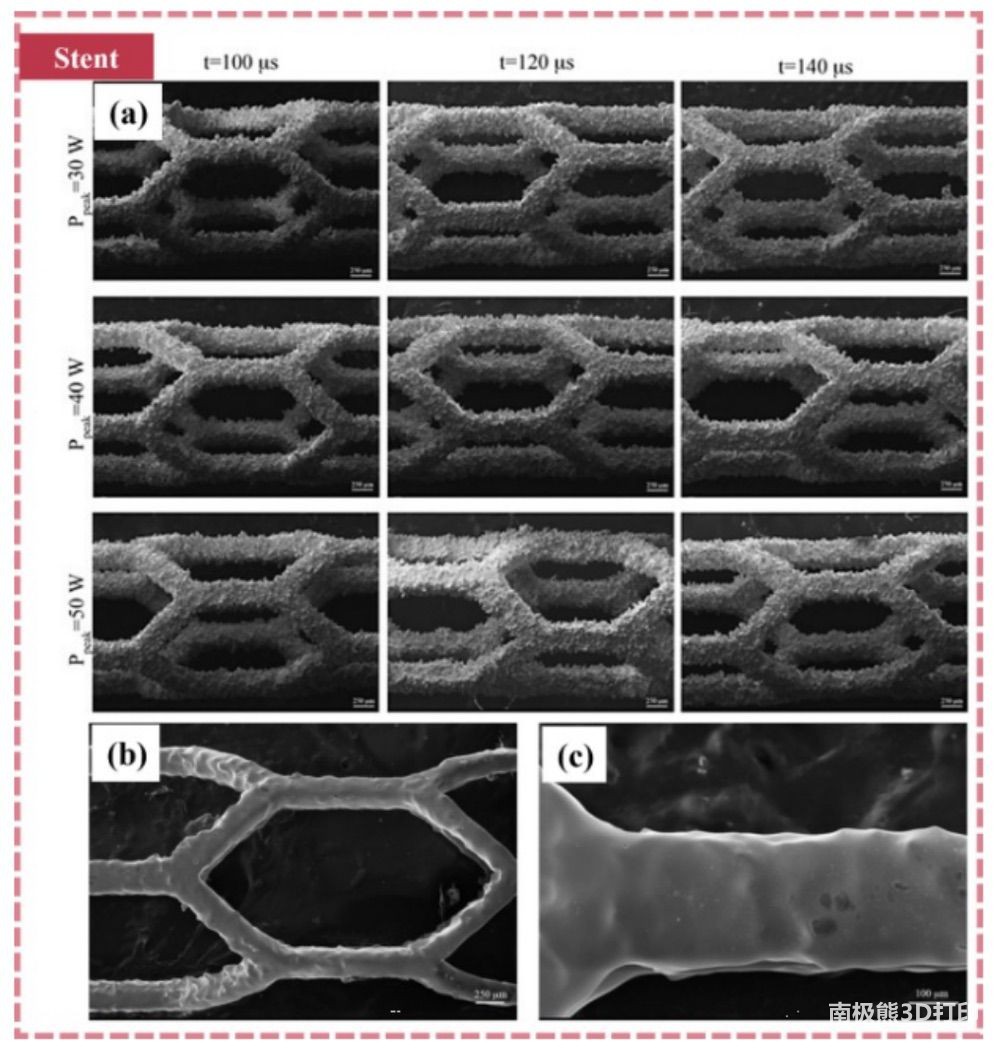
图30CoCr原型支架的SEM图像(a)通过不同的同心扫描策略获得,(b,c)在EP之后获得。
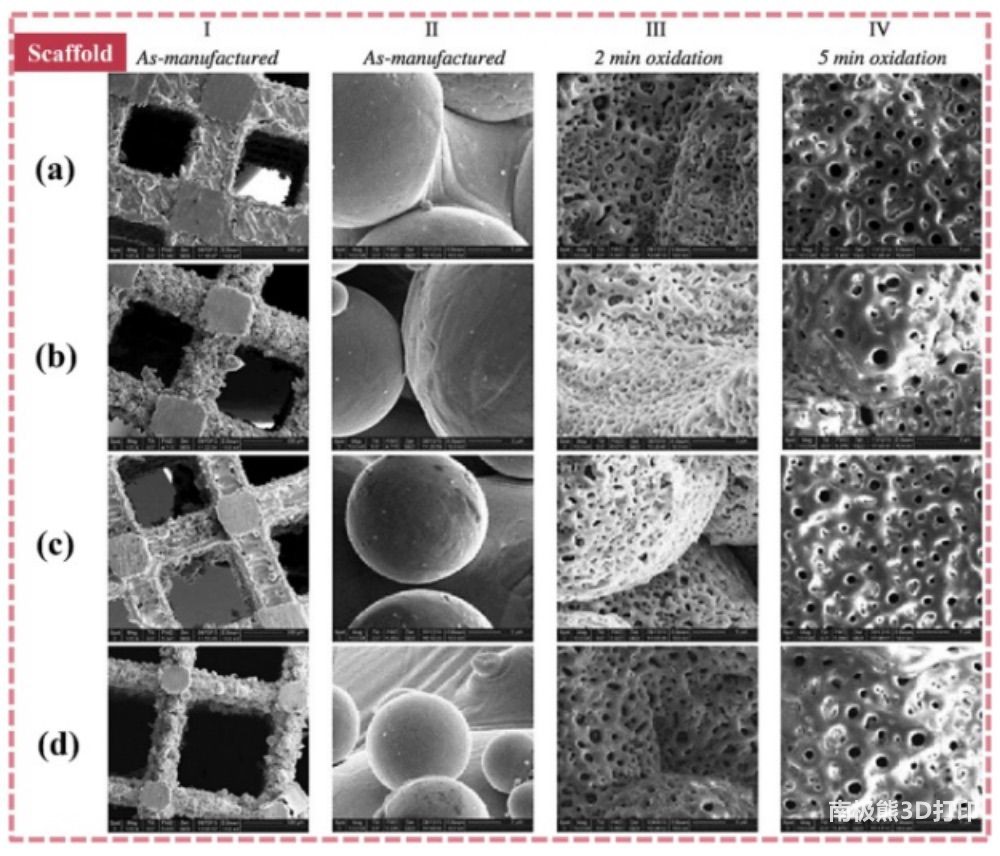
图31PEO 处理前后制造的 SLM Ti6Al4V 支架的 SEM 图像。
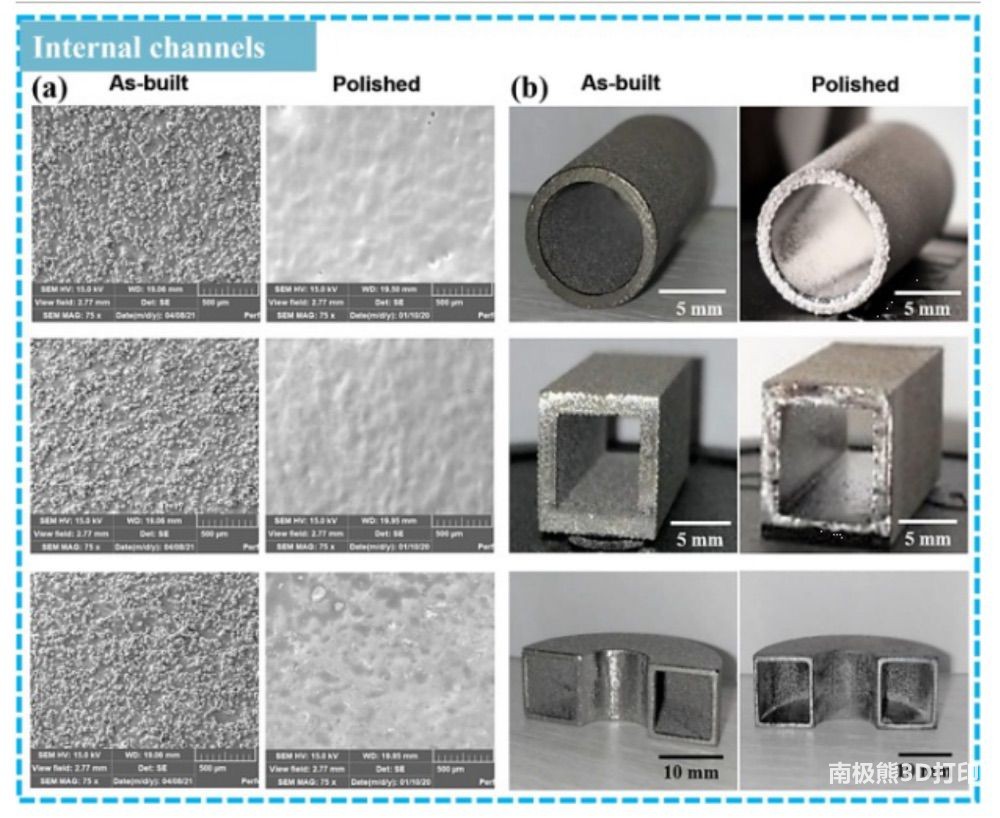
图32(a) SEM 和 (b) 具有各种几何形状的竣工和电解抛光样品的光学图像。
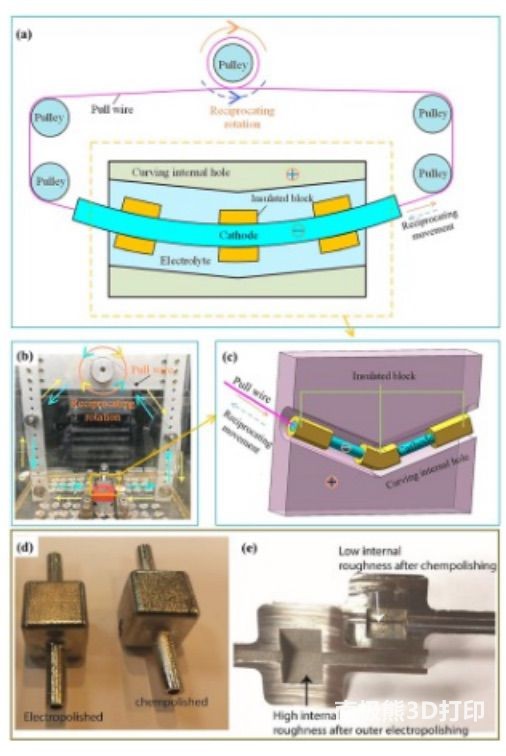
图33用于加工带有弯曲内孔的SLM 304不锈钢的实验装置:(a)概述和(b)实验装置的照片;(c) EP的示意图。(D-E)经过EP和化学抛光后的L-PBF 316L的外表面和内表面。
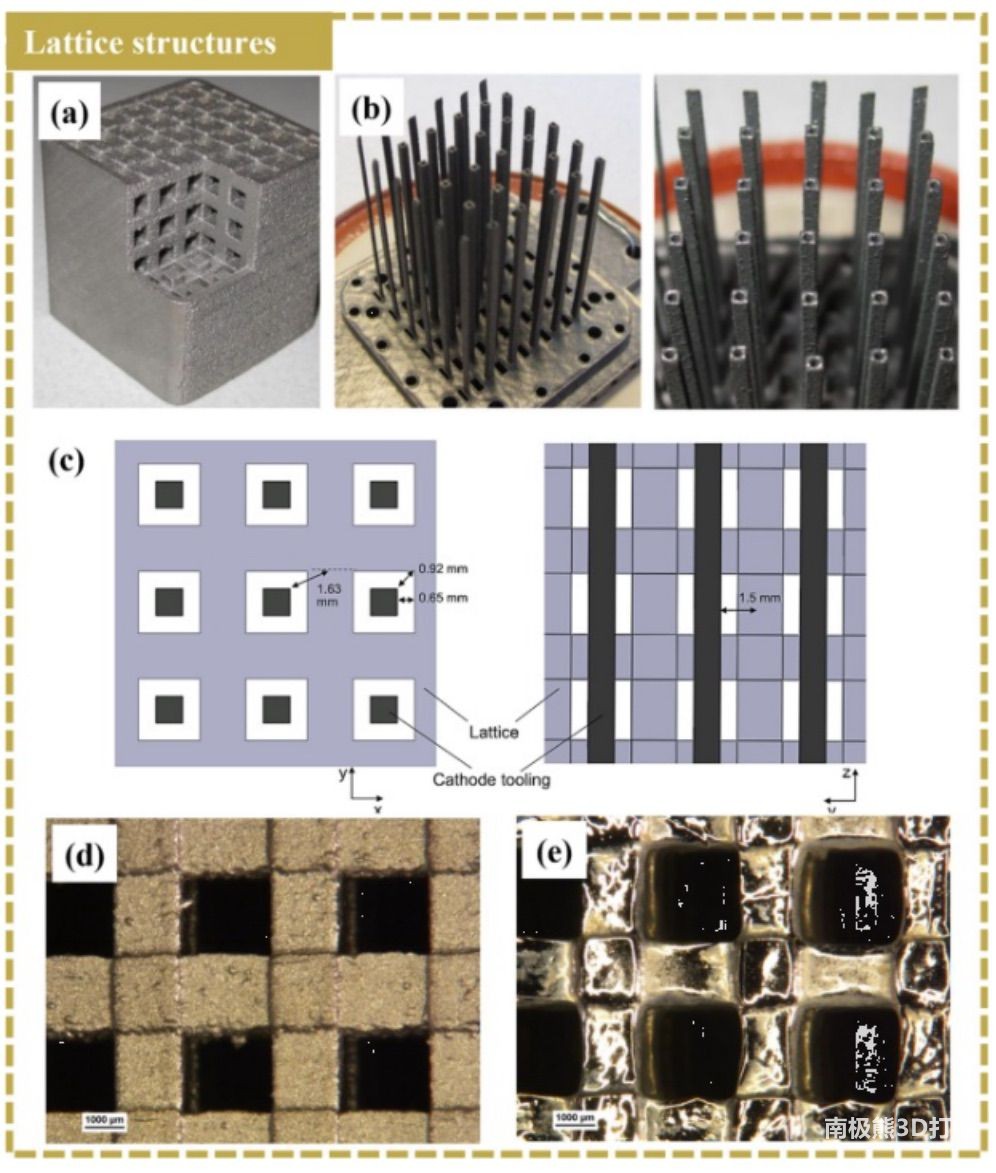
图34(a) L-PBF 铬镍铁合金 718 晶格试样和 (b) 内阴极工具;(c)阴极工件分离距离;(d)基线和(e)EP后外部的立体镜图像。
图36金属AMed零件传统EP的发展和前景。
总之,这项工作基于金属溶解曲线全面回顾了金属 AM 的 EP 应用,主要体现在钝化、抛光和蚀刻抛光中。钝化膜的存在增强了材料的耐腐蚀性钝化区域中的 AMed 零件。腐蚀发生的可能性和相应的发展程度由钝化膜的形成和破坏决定,与耐蚀性直接相关。据统计,增材制造金属在耐腐蚀性方面具有显着的分散性,包括钛合金、铝合金、不锈钢和铬钴(Cr-Co)合金。因此,改善钝化膜的表面性能是通过改变外部钝化条件来降低AMed零件溶解速率的关键。然而,目前的钝化理论主要集中在传统制造金属或合金上,而不是增材制造金属。 为了进一步提高抛光效率,最大限度地发挥复杂增材制造结构抛光的优势,提出了先进的极压工艺。混合制造在进一步实现均匀抛光和提高材料去除效率方面显示出巨大的潜力。电化学技术与其他工艺(包括超声波气蚀喷丸、磨削和磁性)相结合,有助于获得性能更好、表面光洁度高、尺寸精度高的AMed零件。目前AMed部件的电化学应用主要集中在心血管支架,骨模拟支架,内部通道和晶格结构,这将取代传统制造。 如今,电化学技术和AM技术的结合越来越受到关注。然而,AMed金属零件电化学技术的设计和应用仍然存在一些局限性和挑战。 增材制造技术并非无所不能。它们需要电、物理和化学反应的结合。材料去除过程受到各种复杂且相互影响的因素的影响。尽管从“粘膜理论”到最近的“质量传输限制理论”已经研究了去除过程,但考虑到金属类型和增材制造金属的固有特性,需要进一步研究和理解去除机制。更基础的研究应侧重于材料、工艺参数、架构和电化学技术性能之间的建模、优化和关系,以确保产品在各个工业部门中的可靠性。而且,增材减材混合制造技术的背景,要求从产品设计、软件控制、加工实现等方面结合增材制造赋能快速成型、精加工减材制造的优势。这种混合增材和减材制造(包括但不限于EP)的方法是为了解决复杂和封闭的增材零件的制造困难而提出的。需要在增材和减材参数、残余应力、各向异性、表面质量和所得特性之间建立关系,以便可以考虑将混合制造用于工业应用。未来,产品的制造将更加快捷、灵活、个性化、多样化,同时达到要求的精度。 (责任编辑:admin) |