无需保护气的金属3D打印,IMPACT和AEL引领开发出冷喷3D打印燃烧室
时间:2021-09-18 10:43 来源:南极熊 作者:admin 点击:次
导读:2021年9月17日,总部位于德国的工业冷喷增材制造(CSAM)系统的领导者Impact Innovations与英国的推进系统设计商AirborneEngineering(AEL)展开合作,验证了通过CSAM技术制造推进系统部件的思路。
双方合作设计了一个燃烧室演示模型,以测试3D打印的进气歧管(发动机向气缸供应燃料的部分),并展示了CSAM工艺对比其他增材制造技术的优势。
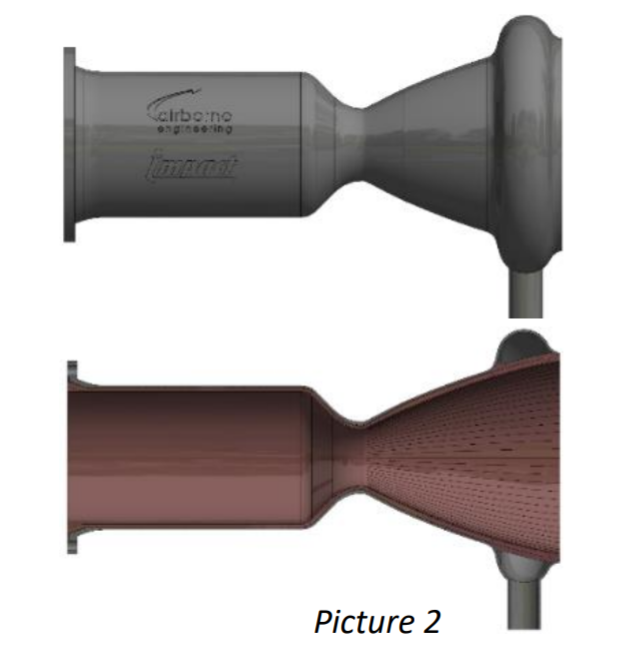
△通过CSAM制造的燃烧室进气歧管的演示样品。图片来自Impact Innovations
冷喷3D打印
CSAM是一种材料沉积工艺,涉及使用超音速气体喷射加速固体粉末颗粒。颗粒以四倍于音速的速度通过喷嘴发射到基材上,从而使它们表现得像液体,并冷却,与基材形成原子级冶金结合。
这项工艺与基于激光、电子束和线弧的3D打印工艺不同,因为它不需要高温。因此,这意味着在打印过程中不需要保护气氛,消除了热残余应力对打印部件的影响。
△冷喷3D打印工艺(CSAM)
去年12月,ImpactInnovations特别针对钛合金Ti-6Al-4V开发了一种新的CSAM工艺,它使用氮气作为推进剂。在之前的测试中,由于其高临界速度最终会导致打印部件的高孔隙率。因此,通过冷喷沉积技术打印这种合金很具有挑战性,然而该公司的最新方法使Ti-6Al-4V部件的孔隙率水平降到了0.2%以下。
Impact Innovations并不是唯一一家开发CSAM技术的公司,通用电气和SPEE3D等公司已经开发了该工艺的其他变体,用于修复其GE90发动机的齿轮箱,SPEE3D公司以其LightSPEE3D三维打印机的形式将其冷喷技术商业化。此后,SPEE3D公司的技术被澳大利亚陆军用于各种实地测试,也被用于制造低成本的金属3D打印火箭发动机。
在过去的几年里,冷喷3D打印工艺也被探索用于制造电动马达的高性能磁铁,并且已经有多项举措来推进CSAM的进一步研究和应用,该技术的应用材料范围也得到了不断开发。
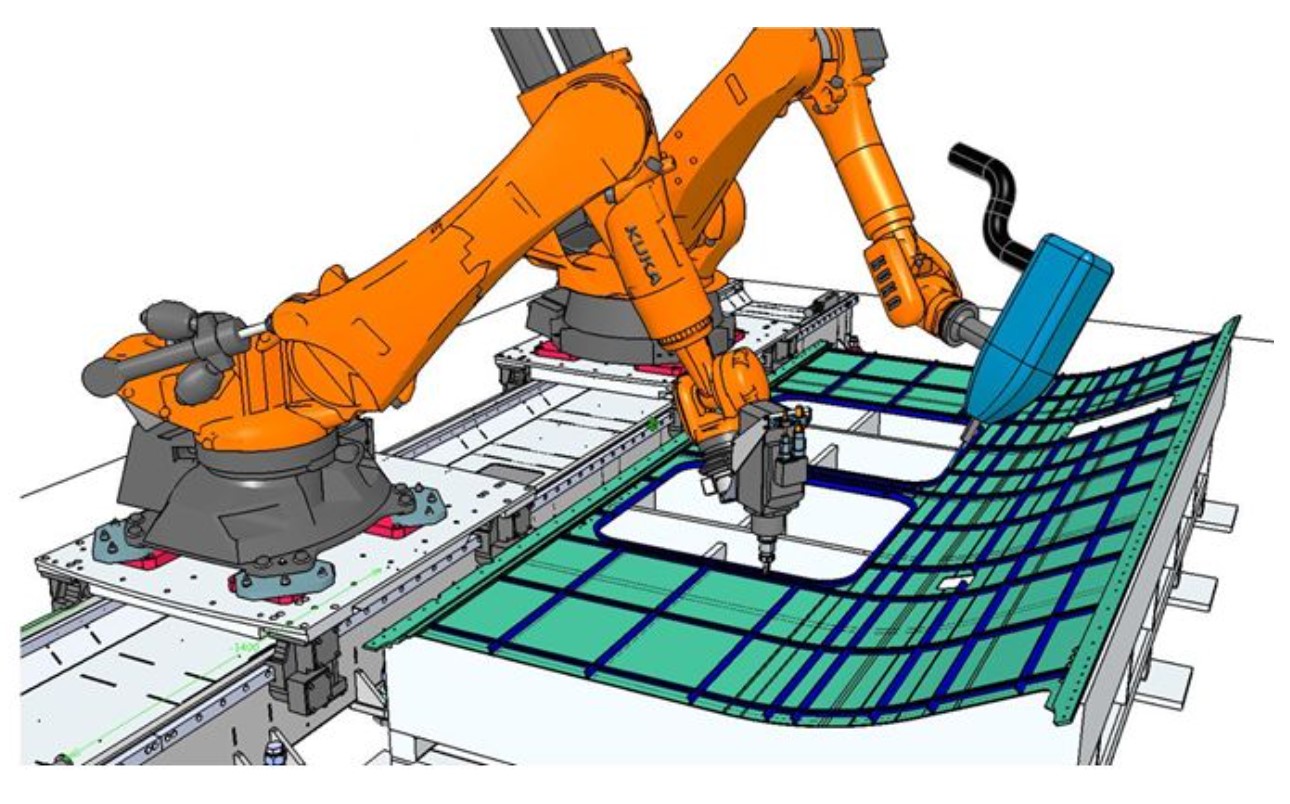
△目前正在Impact Innovation的工厂里通过CSAM工艺进行制造全尺寸的燃烧室。图片来自Impact Innovations
CSAM应用于燃烧室制造
近年来,人们越来越关注开发用于生产商业火箭发动机的快速和低成本的增材制造工艺。特别是粉末床熔融(PBF)技术,由于其设计自由度和在市场上的普遍性,有关它的研究及应用案例也一直层出不穷。
然而,正如Impact Innovations所指出的,PBF三维打印在燃烧室制造方面确实面临着挑战,即有限的构建包络和金属及合金的加工,此外还有高的表面粗糙度,特别是在冷却通道内壁,这会降低部件内的冷却效率。
Impact
Innovations正在寻求用其CSAM技术来解决这些限制,并求助于AEL来验证制造燃烧室部件的工艺。在Impact
Innovations的指导下,AEL设计了一个燃烧室演示器,适用于测试CSAM打印的进气歧管,该歧管由高强度铜合金制成的再生冷却衬垫和英科耐尔外护套组成。
这两家合作伙伴通过CSAM制造了一个进气歧管部件的演示样品,他们声称这证明了该工艺完全适用于制造燃烧室,与其他3D打印技术相比有明显的优势。

△进气歧管在室温和高温(427°C)下热处理后的机械性能,即沉积状态。图片来自Impact Innovations公司
CSAM相对于其他AM技术的优势
据Impact Innovations和AEL称,与其他增材制造技术相比,CSAM工艺的一个显著优势是在打印过程中不需要保护气氛。CSAM还提供了一种简单的异种材料和合金的连接技术,额外的部件能够在没有焊接的情况下进行连接。
该工艺还为零件提供了可忽略不计的热应力,同时解决了零件冷却通道的表面粗糙度问题。此外,粉末只需要用于沉积材料,与需要填充整个构建体积的PBF工艺相比,这点就显得弥足珍贵了。
制造内燃机歧管冷却通道的演示样品是为了确定该部件的铜合金和英科镍合金的机械性能。CSAM工艺对铜合金的沉积速度为每小时10公斤,对铬镍铁合金的沉积速度为每小时6.7公斤,据说这比相对的PBF 3D打印工艺快20多倍。
在Impact
Innovation的喷射实验室,他们公司的喷射车床可以制造直径达1.5米、长度达2米、最大重量达1500公斤的部件。一个全尺寸的燃烧室目前正在该公司的设施中通过CSAM工艺制造,并将很快在AEL的现场进行防火测试,至于后期测试结果,我们拭目以待。
(责任编辑:admin) |