深度:功能梯度增材制造综述(2)
时间:2022-01-30 09:56 来源:江苏激光联盟 作者:admin 点击:次
5. 支持FGAM的潜在数据交换格式 大多数AM技术识别的标准数据格式通常是由多边形网格表示的三角面模型。STL文件和OBJ文件格式只描述表面几何形状,没有任何材料和属性信息。此外,还有几种数据交换格式――AMF (Additive Manufacturing Format)、FAV (FabricatableVoxel)、SVX (Simple Voxels)和3MF (3D Manufacturing Format),它们可能适用于FGAM部件的生产。这些文件格式可以携带关于材料梯度和微观尺度物理特性的信息,超出了固定的几何描述。 5.1. AMF ISO和ASTM已经认可了一种称为增材制造格式(AMF, ISO/ASTM 52915:2016)的标准格式,这是一种基于xml的格式,能够存储组成物体的颜色、材料、晶格、副本和体簇。AMF文件格式可以通过SolidWorks, Inventor, Rhino和Mesh Mixer生成。AMF为FGAM提供了一个合适的平台,包括材料规范、混合和分级材料和子结构;新材料可以定义为其他材料的组成及其孔隙率。在当前的AMF 1.2规范中,FGAM特性可以通过三种不同的形式来定义:功能表示、3D纹理或体纹理和体素表示。AMF文件包含一个临时体素节点,旨在支持基于体素的表示。虽然AMF 1.2标准中描述了所有三种表示,但每一种都可以被有效地切片或利用来支持多种功能分级制造模式。ISO/ASTM TC261/JG64委员会目前正在开展活动,利用现有的AMF 1.2实体建模特性,并使其能够用于进一步的AMF格式修订,包括但不限于FGAM。 5.2. FAV FAV格式包含在三维空间中制造零件所需的数字信息,包括物体的外部和内部,包括其颜色、材料和通过体素的连接强度。每个体素都可以用各种属性值表示,包括颜色信息和材质信息。通过控制每个独立体素之间的关系,用户可以自由建模并有效管理复杂的内部结构和属性(图14)。FAV文件格式允许用户以集成方式无缝地设计(CAD)、分析(CAE)和检查(CAT)3D模型数据,而无需转换数据。FAV数据格式允许将体素数据用于物理模拟,例如外力引起的变形(图15)。 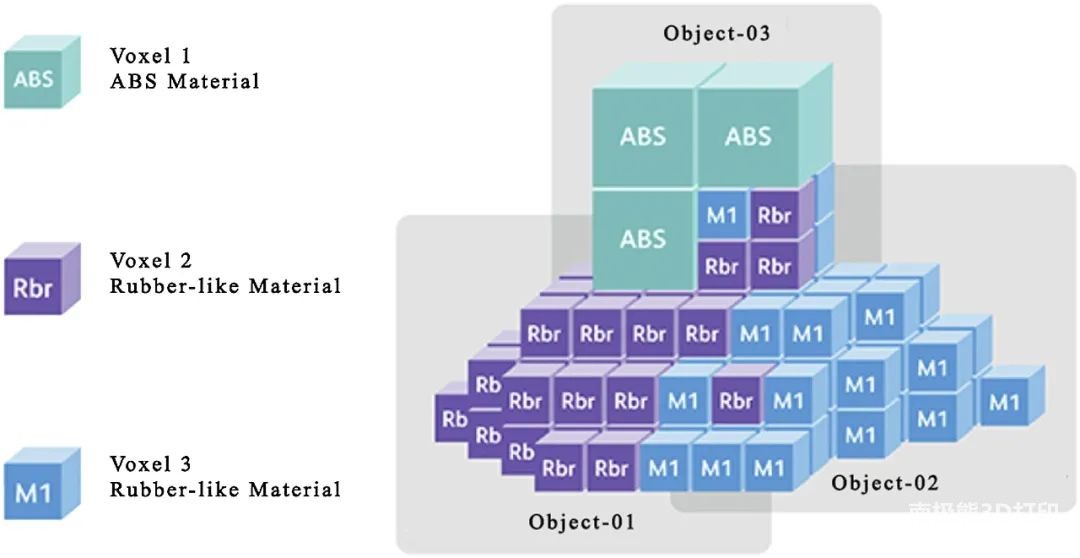
图14 使用FAV格式显示3D表单中3种不同类型材料(ABS材料、类橡胶材料和材料1)的体素排列的概念图。
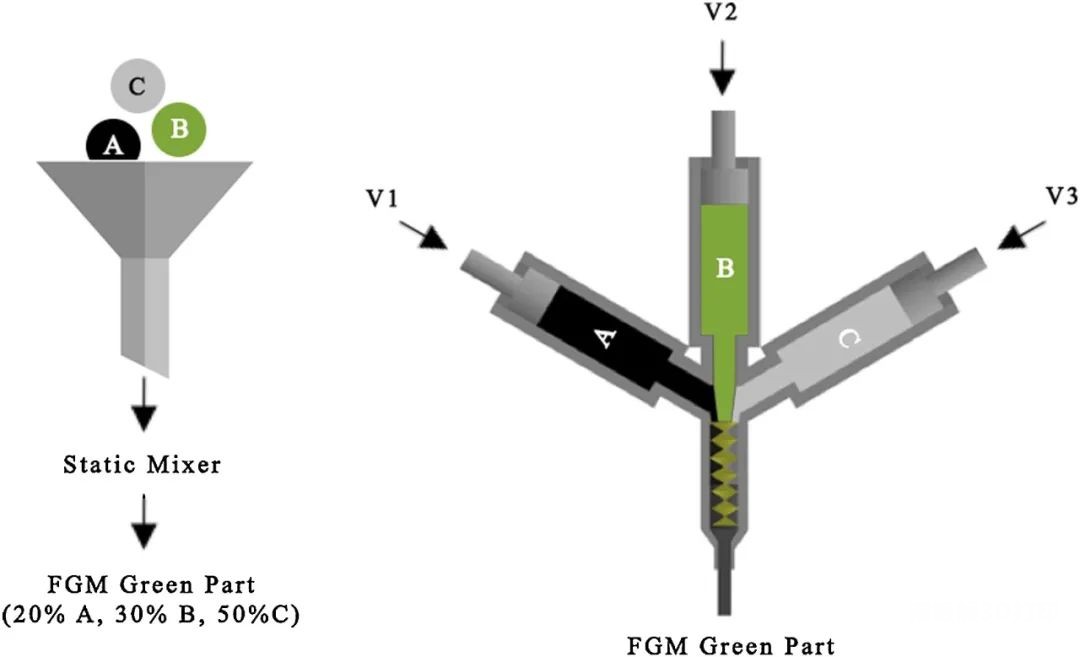
图15 FEF系统的静态混合器和三重挤出机原理图。
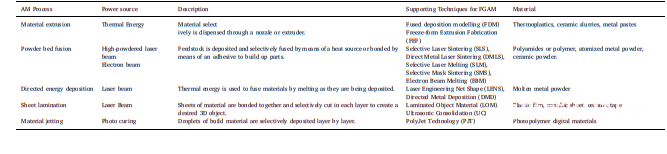
5.3 SVX SVX (Simple Voxels)是一种体素传输格式,用于携带基于体素的3D打印模型。SVX的基本格式是由一系列图像切片和manifest.xml文件组成的ZIP文件。Shapeways设计的SVX优先考虑了简单定义、易于实现和文件可扩展性的需求。其目标是转换体素,如STL文件中的三角形,但仍然能够包含材料分配、密度、RGB颜色或可用于其他变量的定制数据的信息。 5.4 MF 3D制造格式(3MF)是由3MFconsortium开发的一种基于xml的开放格式,可以用具有更丰富的外部和内部信息的标记格式来表示物理对象的描述,旨在为多AM系统实现交叉兼容。虽然它的推动是为了主流行业采用,3MF不支持固体建模(高阶表示),如B-Rep, NURBS和STEP。 6. FGAM的AM技术 目前,并不是所有的AM技术都能够使用fgm。表2所示的当前AM方法已经成功地生产了FGAM组件。它们包括材料挤压、直接能量沉积、粉末床融合、薄板层压和PolyJet技术。
表2 参考ISO/ ASTM,支持FGM的增材制造技术及其分类。
6.1. 材料挤压 熔融沉积建模(FDM)系统能够有多个挤出机,每个携带一个材料的膏体。随后,不同的材料被送到静态混合器,制成均匀的糊状物。 各层状材料的沉积方向和丝间间隙大小是控制材料力学性能的主要制造参数。Li制作了两个形状相同的FDM模型(图16a和b),但不同的沉积密度、取向、ABS纤维和空隙之间的粘接,以展示沿水平轴的刚度差异。 
图16 单向沉积。b:各部分采用多向沉积策略。
Srivastava研究了FDM中影响功能梯度ABS零件性能的过程控制参数,包括光栅宽度、轮廓宽度、气隙和光栅角。该框架可用于不同负载条件下功能梯度FDM组件的建模和仿真。 6.2 粉床融合 使用粉末床融合方法,如选择性激光烧结(SLS),如果使用正确的粉末输送方法,可以生产具有空间变化的机械性能的复杂部件。Chung和Das利用SLS制备了不同体积分数(0-30%)的尼龙-11复合材料功能梯度聚合物纳米复合材料结构,如图17所示。采用实验设计(DOE)方法确定了不同组分的SLS工艺参数,该方法是一种确定工艺影响因素与该工艺输出之间关系的系统方法。通过光学显微镜和透射电镜观察了纳米复合材料的密度和微观结构。然后测试了各组分的拉伸和压缩性能。这些性质随填料体积分数呈非线性变化。Trainia和Sudarmadji的实验工作也证明了SLS技术的有效应用,能够生产Ti-6Al-4V合金植入物和支架,其孔隙度与人体骨骼结构非常匹配。 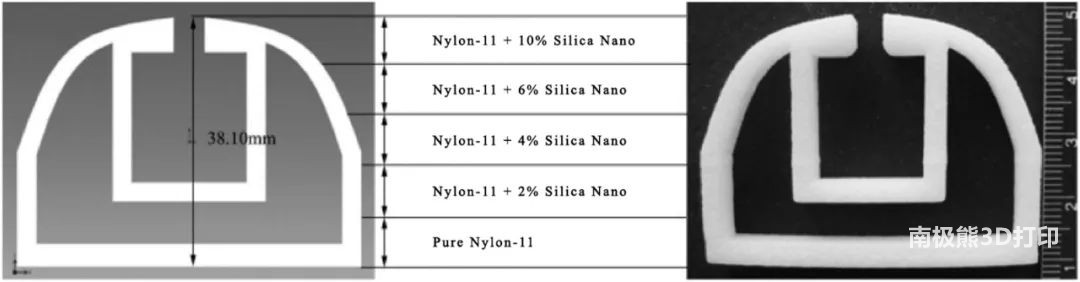
图17 合规夹持器,每层7.62 毫米
Zhou等人开发了一种基于立体光刻(MIP -SL)的掩模图像投影系统,以克服单一还原SLA技术的缺点(图18)。通过安装可切换的树脂桶和微镜装置(DMD),将掩模图像投射到树脂表面,从而系统地构建多材料组件,从而能够通过单一的构建过程使用不同的材料。 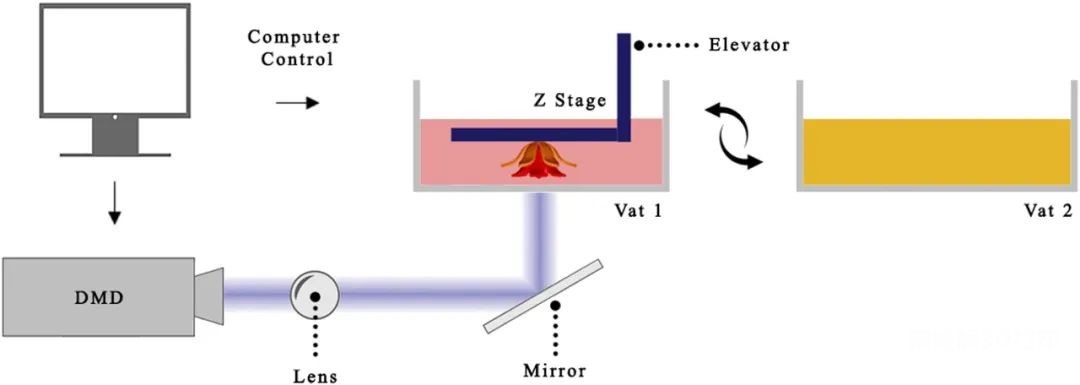
图18 基于自底向上投影的立体光刻(MIP - SL)掩模图像投影系统。
选择性激光熔化(SLM)是一种很有潜力的制备功能梯度金属构件的技术。使用多个馈线可以实现异质金属组合。Mumtaz 等利用高功率激光器制备了混合WASPaloy和氧化锆材料的FGM组件。SLM的一个特殊优势是它能够制造包含周期晶格的组件。Maskery研究了均匀梯度密度的Al-Si10-Mg晶格的几何形状与机械行为之间的关系,以及准静态载荷下FGM的破碎行为。在此基础上,建立了利用SLM制造轻量化梯度晶格结构的热处理框架。 FraunhoferIGCV也提出了原型级别连续分配和凝固两种材料在一个组件的使用多材料FGAM Copper-Chrome-Zirconia和工具钢的一部分被固化材料实现原位spot-wise没有混合前的材料过程(图19)。 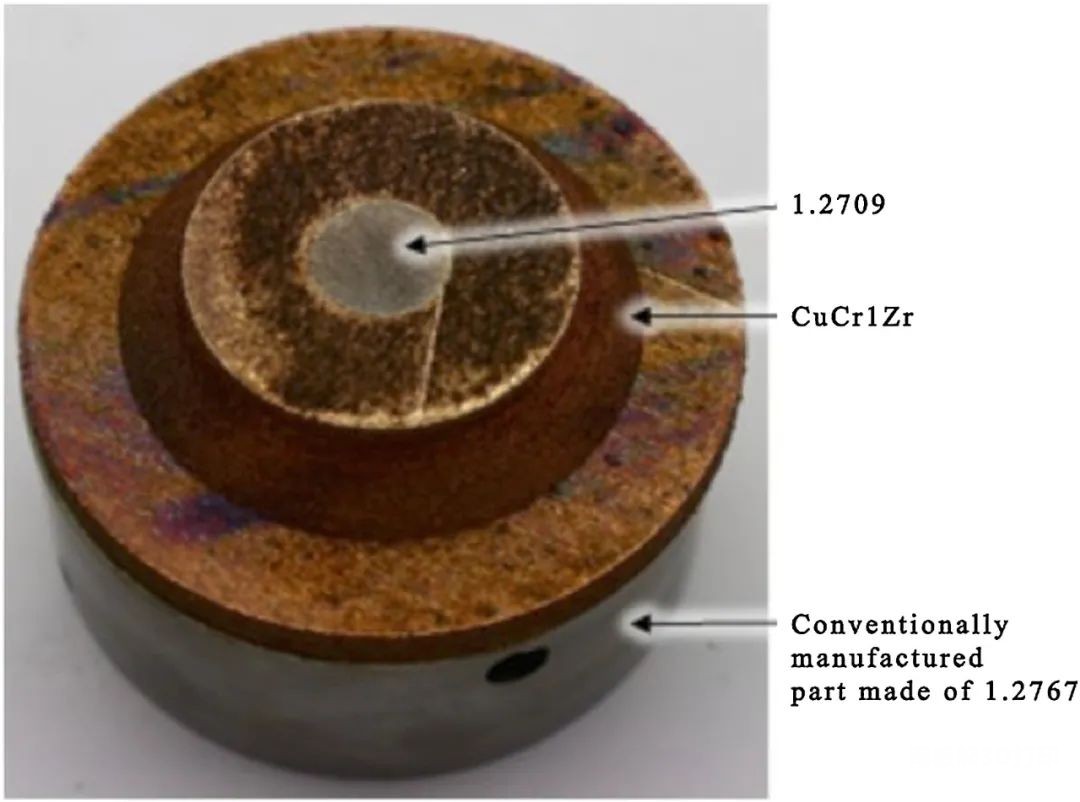
图19 由Anstaett公司生产的铜-铬-氧化锆和工具钢1.2790的多材料FGAM部件采用激光基粉床融合(注:1.2709是嵌入到CuCr1-Zr锥状)。
最后,利用EBM可以制备出具有良好机械性能的FGM零件。根据Gibson的说法,由于使用了升高的建造温度,ebm制造的零件具有较低的残余应力。该理论在Tan对电子束熔体Ti-6Al-4V钛合金建立厚度相关显微组织的模拟研究中得到了验证。 6.3 定向能量沉积 激光金属沉积工艺(LMD)是一种重要的直接金属沉积技术,常用于产品再制造中。定向能量沉积(DED)技术能够从一个3D CAD模型中修改、修复、加固部件或向现有的基础结构添加材料,这是其他AM技术无法实现的。基于激光的DED可用于制造具有成分梯度的金属零件,方法是根据“位置函数”来调整输送到熔池中的金属粉末的体积。例如,Carroll[2016]成功地采用了一种热力学计算建模方法,通过RPM 557激光沉积系统使用DED技术,在由304 L不锈钢逐步升级到Inconel 625的氩气气氛下生产FGM。设计的系统允许多达四种粉末添加到制造过程中,每个粉末的体积分数可以改变约1%的沉积层。图20所示的分级组合通过大约0.5 mm高的63层,由910 W YAG激光器建立,舱口角为60°。 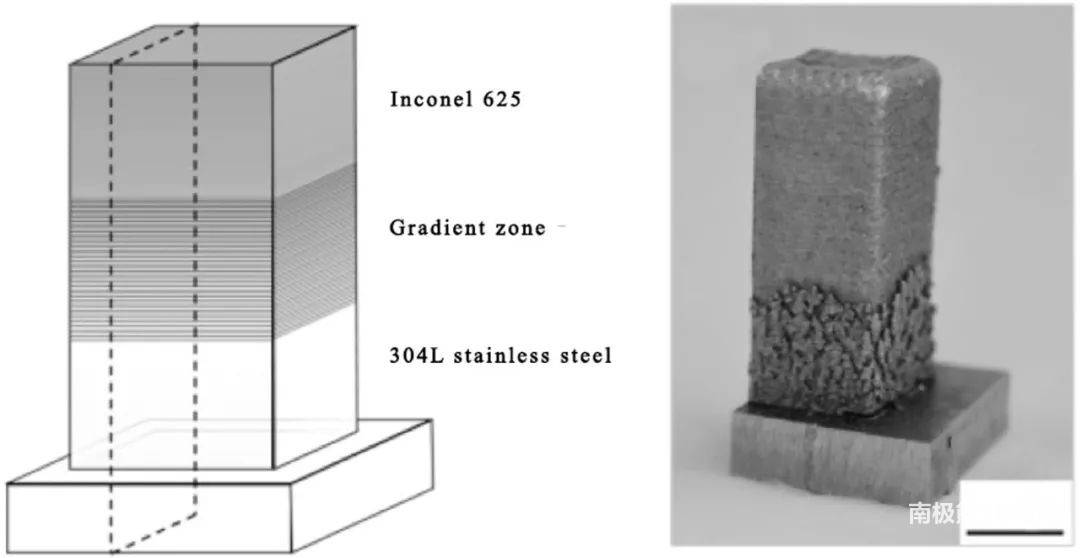
图20 梯度合金试样示意图和照片。虚线显示了为分析而切片的位置。
6.4 表纹理 Kumar成功地利用不锈钢、铝和铜箔,通过超声固结(UC)实现了金属FGM的新发展,如图21所示。金属箔通过超声波焊接连接,使用UC机器,以20 kHz的频率机械振动焊接头(声纳极)。 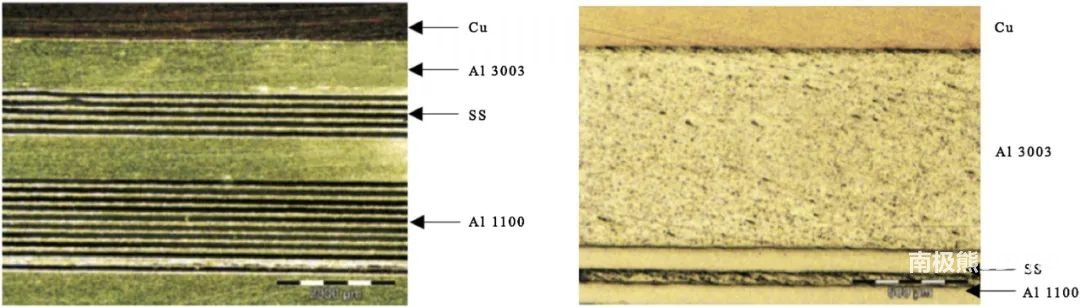
图21 (左):超声固结法制备的铜箔(CU)、不锈钢(SS)和铝(Al1100和3003)梯度层金属FGM。(右):FGM试样的金相图。
6.5. 物料喷射 在所有AM技术中,PolyJet可以将最广泛的颜色和材料合并到一个单一的印刷品中。像刚性结构的柔性过模塑这样的应用可以很容易地在一张纸上实现。例如,橡胶类零件的肖氏硬度可以在27到95之间。通过其广泛的数字材料库,功能梯度复合材料零件可以具有多达82种不同的材料特性。具有独特性能的特殊材料也可用于特殊应用,如医疗和牙科应用的生物相容性。所有可能的组合都是在Objet Studio和PolyJet Studio软件中预先配置和选择的。根据图22,通过将半透明橡胶状材料Tango Plus与两种刚性不透明材料Vero magenta和Vero yellow合并,可以实现黄色到品红的颜色梯度。当颜色的强度和不透明度减弱时,分级强度增加。 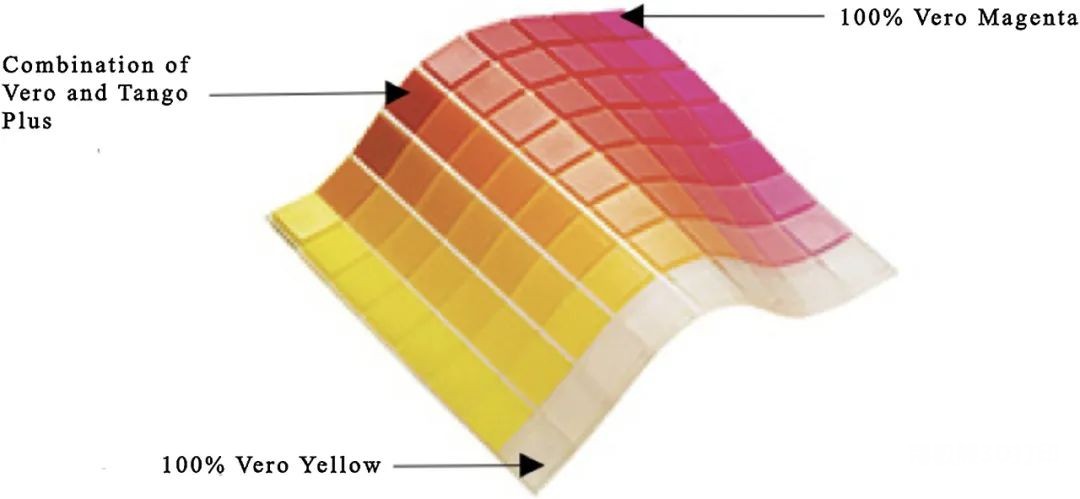
图22 Stratasys展示的口感色调
6.6 当前AM技术面临的挑战 AM组件仍然容易出现较高的内部和外部缺陷,以及对公差的控制较差。由于监管有限,且对操作变量的理解薄弱,零件质量和表面光洁度标准在批次或机器类型之间可能存在很大差异。制造具有复杂内部结构的FGAM零件,并在微观结构水平上精确分布组成相,意味着FGAM必须提高层间交换材料的交付速度、精度和有效性。商业上可用的AM技术仍然主要在各向同性材料上运行,侧重于基本的几何描述,并指定单个材料来构建整个组件。对于需要高水平现场测量的FGAM工艺而言,材料表征是最重要的挑战。虽然已经建立了一个模型框架来演示可变属性梯度打印的方法,但仍然需要研究能够保证更可靠和可预测结果的程序和协议,特别是处理整个结构中具有组成相和过渡性质的材料的分布,以及以经济方式支持FGAM的材料选择、平台结构和制造速度的考虑。为了转移到功能性FGAM零件,必须开发一种新型材料输送系统。 7. 结论 本文介绍了FGAM的概念理解和从设计到制造的过程。FGAM技术为设计师和工程师提供了巨大的潜力,通过战略性地控制物质的密度和材料的混合来制造可变性质的结构。随着这一技术的成熟和应用的增加,未来的工作将集中于调整聚集物、发泡剂的比例,或使用FGAM对支架和生物墨水进行生物打印。FGAM的另一个可预见的根本性变化是使用多种刺激响应材料,在这种材料中,当受到适当的刺激触发时,制造出来的组件可以经历从一种形状到另一种形状的几何转换。FGAM可以定制4D打印组件的微观结构特性,通过战略性地控制刺激响应材料的密度和方向性,创建更复杂的几何变换。它还可以改善异质智能组合物的层压,甚至不考虑材料的活性或非活性特性。尽管FGAM在未来生产中的潜力是无限的,但我们却因缺乏全面的“材料-产品-制造”原则、指南和最佳FGAM实践标准而受到限制。尚未建立适当的方法,以便在商业或经济规模上充分发挥和开发FGAM的真正潜力。整个数字链的各个部门都需要采取一种全球性的方法来解决相关的基本问题,以鼓励FGAM的主流使用。 来源:An overview of functionally graded additive manufacturing,AdditiveManufacturing,doi.org/10.1016/j.addma.2018.06.023 参考文献:N. Oxman, S. Keating, E. Tsai,Functionally GradedRapid Prototyping,Mediated Matter Group, MIT Media Lab (2011) (责任编辑:admin) |