上海交通大学顶刊综述《PMS》:电化学抛光在增材制造结构表面处理中的应用研究进展
时间:2023-04-14 09:03 来源:材料学网 作者:admin 点击:次
| 导读:增材制造(AM)技术的加速发展极大地促进了附属制造业的扩张,从而节省了劳动力、材料和时间的成本。然而,制造缺陷仍然限制了AM组件的潜在应用范围。在增材制造零件现有的各种表面处理中,电化学技术被认为是改善制造零件表面粗糙度,机械性能,耐腐蚀性和生物相容性的有前景的方法。电化学技术在增材制造中的应用正逐渐受到越来越多的关注。这项工作主要集中在定向能量沉积(DED)或激光粉末床熔融(L-PBF)制造的金属上,并根据溶解曲线系统地评估了金属AMed部件电化学应用的现有知识体系。根据溶解曲线的不同区域(钝化、抛光和点蚀),介绍了电化学技术的适用原理,并进行了全面详细的阐述。全面讨论了电解液类型、电化学参数、材料特性、电化学应用加工方法等主要影响因素。最后,详细介绍了电化学技术的混合制造可能性和实际应用。这项工作确定了现有科学认识中的差距,并描述了电化学抛光在工业应用中AMed零件表面处理中的前景。 增材制造(AM)正在彻底改变制造业,将其高效率与大规模生产的灵活性相结合。它可以引入制造业,彻底改变加工效率、成本和交货时间。增材制造技术包括一个三维计算机辅助设计系统(3D CAD),允许直接制造。近年来,增材制造技术发展迅速,并因其设计自由度高、净成形水平高、研发效率高、装配步骤少、产品开发周期短以及原材料利用率高等多重特点而受到更多关注。与传统的铸造或锻造材料相比,AMed 金属零件尤其可以具有更高的硬度、屈服强度,现在越来越多地应用于航空航天、医疗和能源领域。 然而,高性能金属零件的应用要求无法通过竣工AMed零件的几何精度和表面质量实现,这限制了AMed零件的开发和实施。减材制造可以提高竣工AMed零件的表面光洁度和机械性能。减去制造路线包括精加工、抛光、激光抛光、研磨、研磨、铣削、化学机械平坦化、磁粉抛光、磨料流精加工和电化学抛光 (EP) 。这些加工操作在刀具磨损、加工效率、材料去除和应用范围等方面各有优缺点。因此,后处理不可避免地导致生产步骤和成本增加。与 AM 相比,一些复杂的结构部件由于工具可访问性不足而难以通过传统减材技术独立处理。此外,高温和工具磨损也限制了加工硬质材料时的加工效率,即不锈钢和回火钢、硬化、镍或钛基合金,这将不可避免地导致额外的制造步骤和成本。 AMed 零件的更高表面质量是探索或改进减材制造的基本目的。 在便利性和可用性方面,EP是一种基于局部阳极溶解的有前途的减材制造技术,具有非接触、无工艺引起的残余应力、无限制工件几何形状、无表面损伤、能够进行局部或全局加工、易于控制的加工参数和高抛光效率等一系列加工特性。在应用EP以提高表面粗糙度时,工件的导电性是唯一的要求,这提供了广泛的应用前景,包括传统的软合金和硬合金。对于金属AMed零件,耐腐蚀性是了解EP和氧化膜形成机理的表面改性的重要评估方法。虽然表面钝化层取决于金属基板的初始表面质量,但EP因素可能会影响生成的钝化膜的发育和稳定性。包括EP在内的电化学技术已经有许多工作致力于研究以提高表面质量,但是将电化学技术应用于各种金属AMed零件仍然具有挑战性,该技术的开发需要不同的操作和应用要求。 增材制造在航空航天、生物医学、汽车等诸多领域的快速发展,对电化学工艺提出了更高的要求。AMed部件的结构、质量和性能因技术而异。粉末基AM过程中表面粉末颗粒未完全熔化引起的阶梯状效应,以及计算机模型与切片策略不匹配是AMed金属零件最常见的两个问题,严重限制了大型复杂金属零件在航空航天等关键领域的制备和应用。如何提高AMed金属零件的表面质量(表面粗糙度、尺寸和形状精度)、减少缺陷和提高机械性能(韧性、强度、疲劳)已成为各种金属AM领域的主要研究方向。然而,现有的EP技术在AMed金属零件中的应用研究大多集中在EP工艺的优化上,而忽略了AM工艺与电化学可加工性之间的相互作用。 作为一种非接触式后处理技术,EP技术在复杂形状AMed金属零件上的应用正在成为研究热点,并正朝着基于电化学技术结合多种后处理技术的混合制造技术发展。考虑到目前已有的研究主要集中在DED或LPBF制造的金属上,而不是粘结剂喷射AM, 上海交通大学材料科学与工程学院特种材料研究所王浩伟讲席教授团队在总结现有AM技术的特点、适用性和缺点的背景下,从电化学参数和材料制备等方面讨论了基于电流密度-电压曲线三个区域(钝化、抛光和蚀刻)的电化学技术的原理和因素。 相关研究成果以题“Application of electrochemical polishing in surface treatment of additively manufactured structure: A review”发表在期刊Process in Materials Science上。 
链接:https://www.sciencedirect.com/sc ... i/S0079642523000415
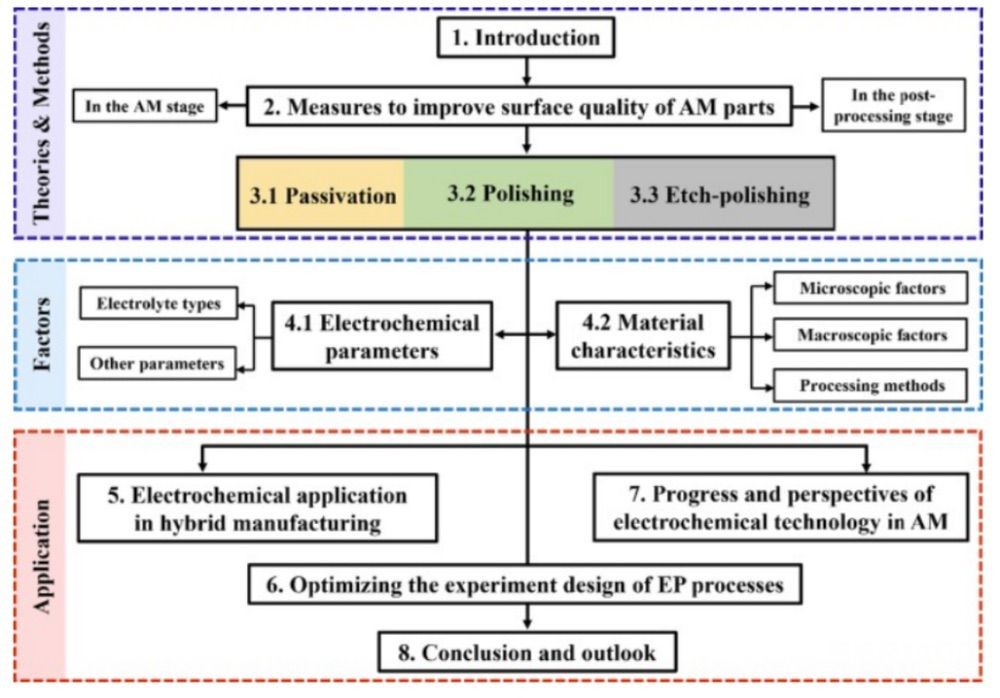
图1AM中电化学应用的一般体系结构。
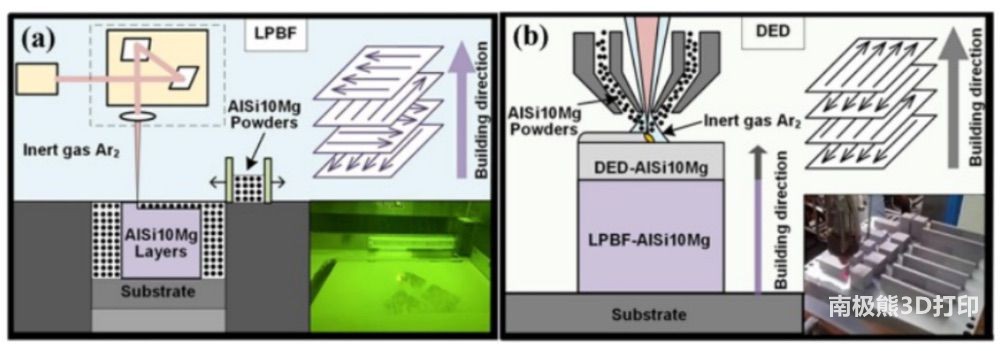
图2(a)L-PBF和(b)DED的示意图和工艺照片。
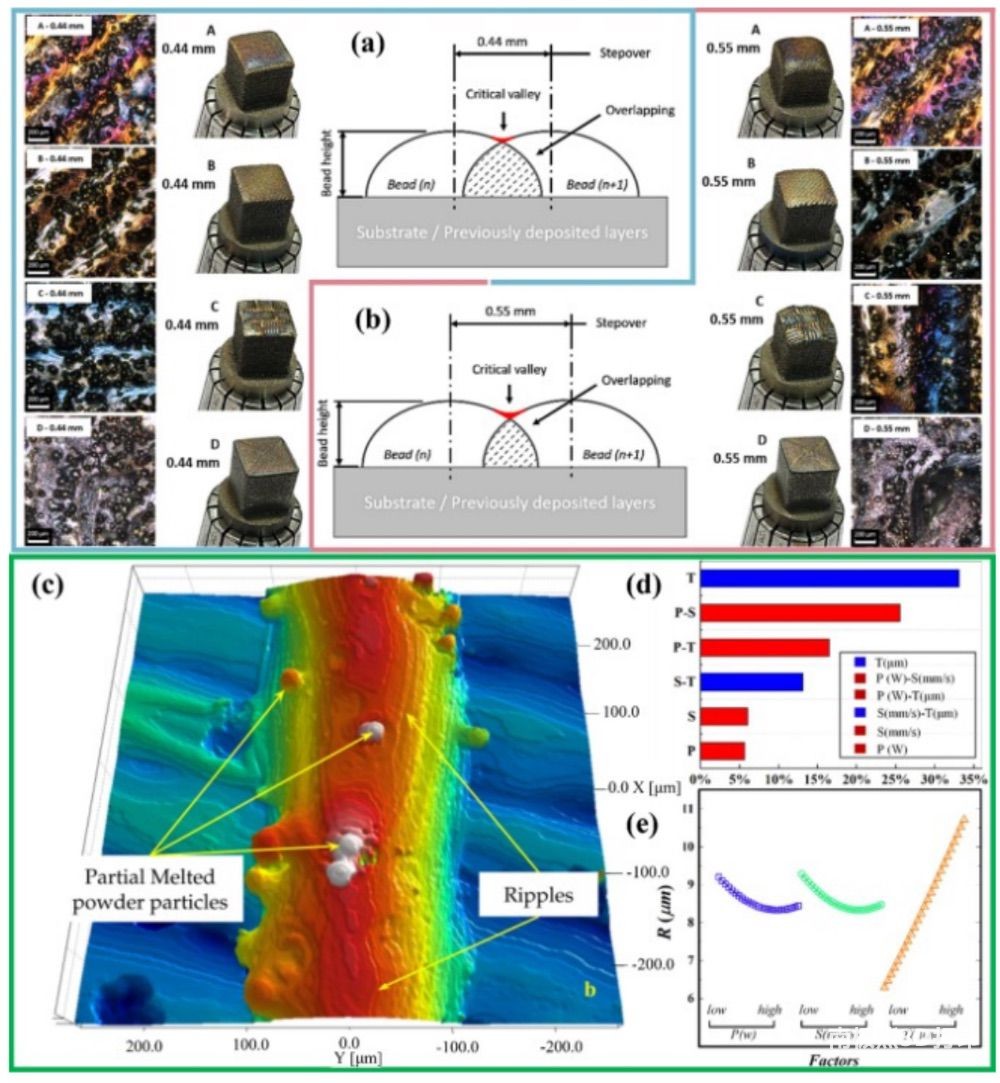
图3两种跨距和四种沉积策略(A:线性,B:锯齿形,C:棋盘和D:轮廓光栅策略)的组合对DED过程中顶层显微照片的影响:(a)0.44
mm和(b)0.55 mm。(c)
L-PBF工艺中单轨的非接触式轮廓仪形貌,具有粘附的部分熔化粉末颗粒和凝固波纹(经参考文献许可进行修改)。(D-E)表面粗糙度对响应的贡献率,以及L-PBF工艺参数(激光功率、层厚度和扫描速度)对表面粗糙度的方差分析。
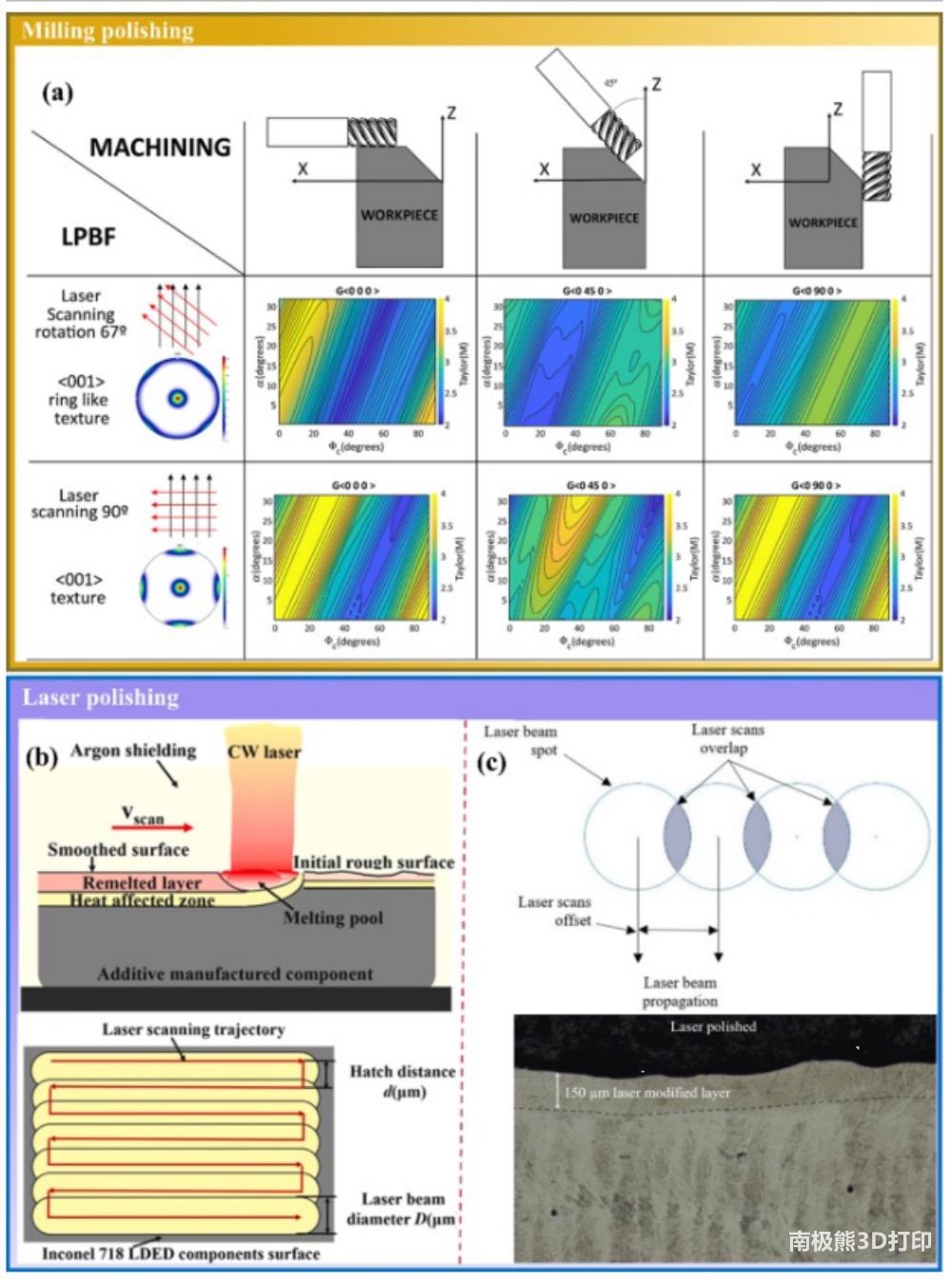
图4传统的后处理技术(a)L-PBF和铣削过程相互作用的取向分布函数模式。(二、三)激光抛光工艺的示意图和扫描策略。
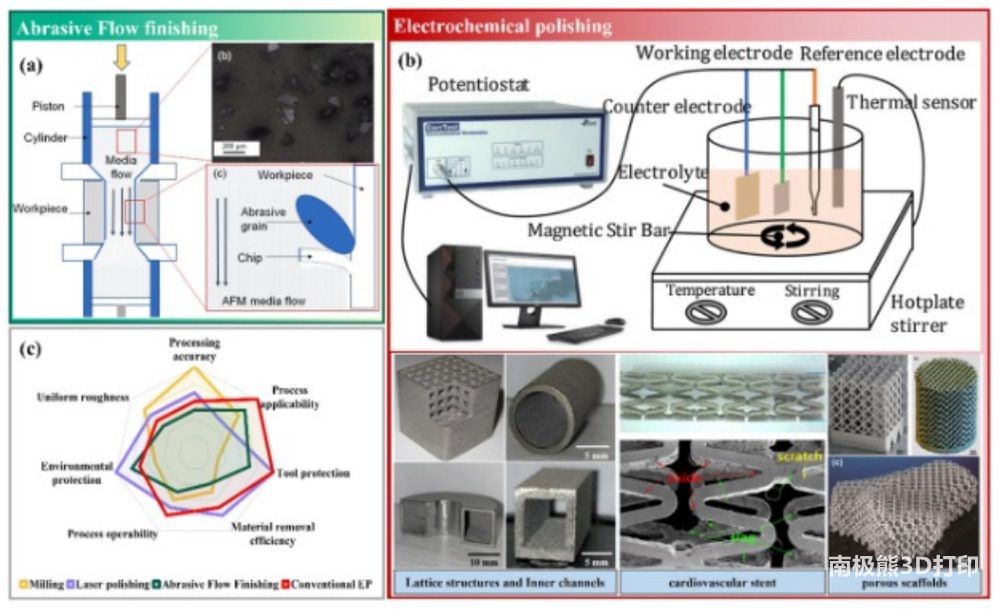
图5(a)磨料流精加工工艺和碳化硅(SiC)磨料。(b) EP工艺的实验设置和EP应用的复杂AM结构。(c) 常规EP与其他常规后处理的雷达图分析。
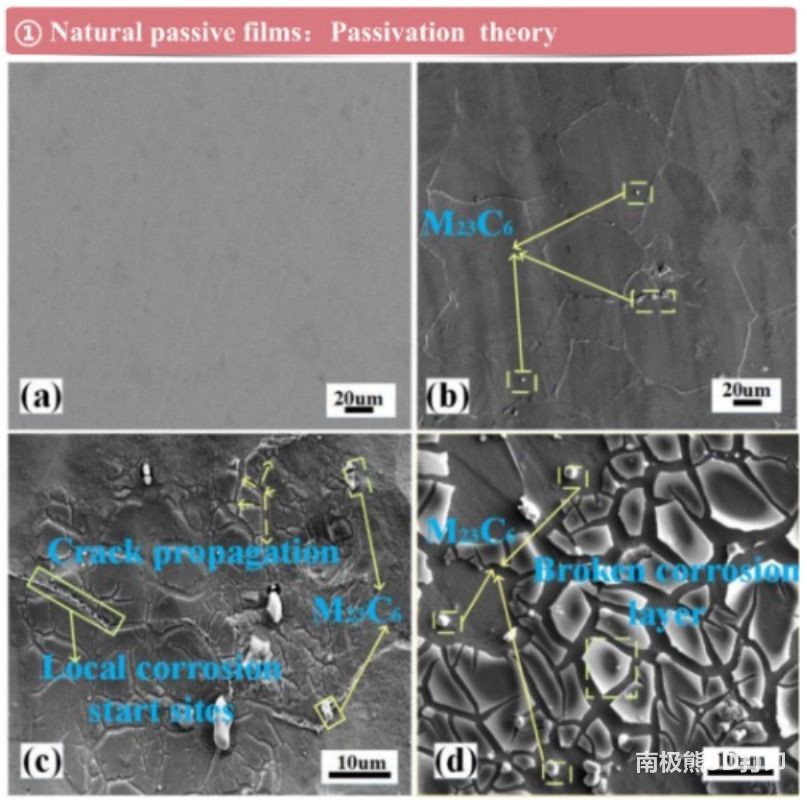
图7锻造哈氏合金X在阳极极化曲线不同溶解阶段的微观结构演变。
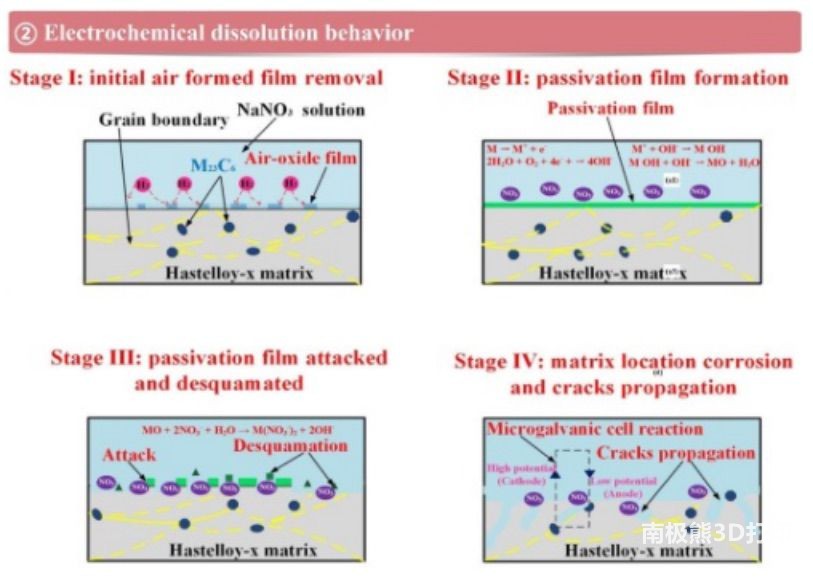
图8Hastelloy X 在 NaNO3 溶液中的电化学溶解行为示意图
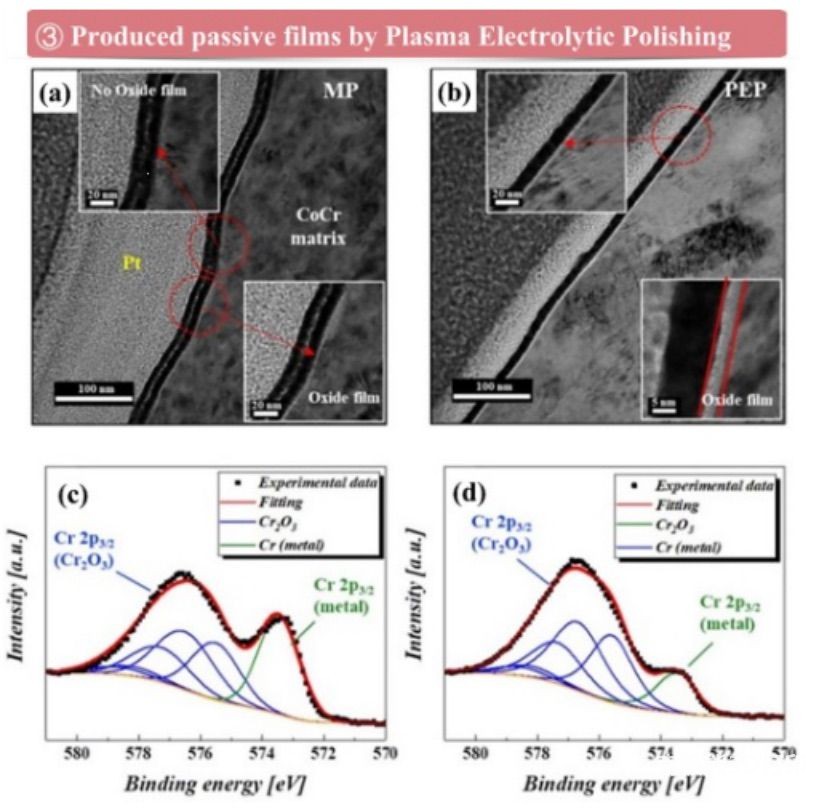
图9(a)机械抛光和(b)等离子电解抛光和(c,d)相应的XPS光谱后CoCr合金氧化膜的TEM图像。
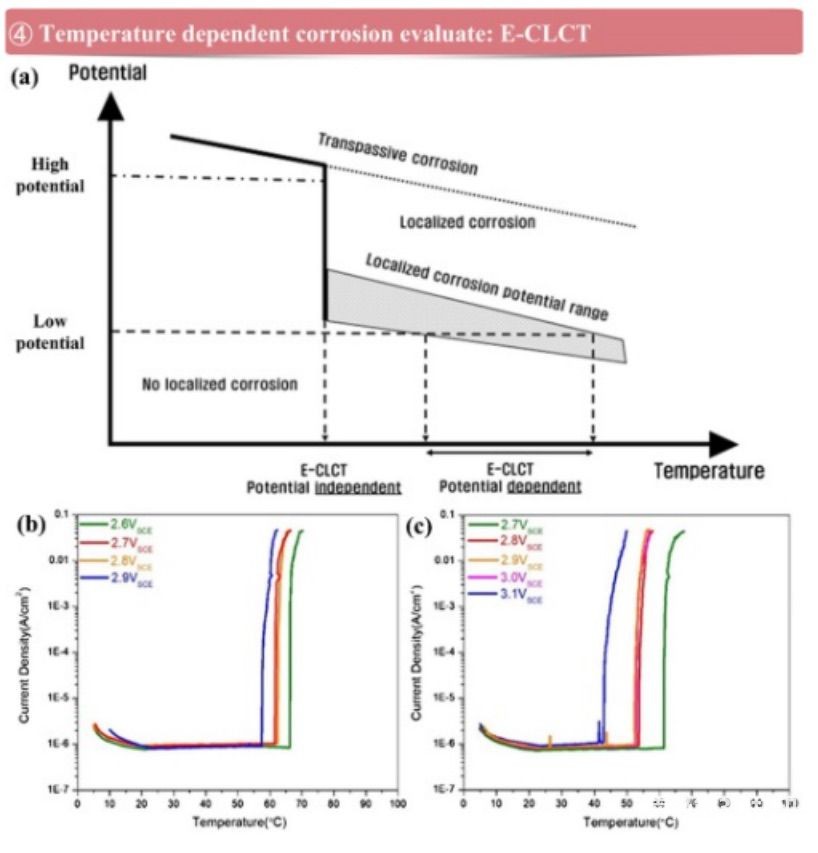
图10(a) 电位和温度对AM Ti合金局部腐蚀的影响原理。(二、三)(b)堆叠平面和(c)侧平面的温度-电流密度的变化。
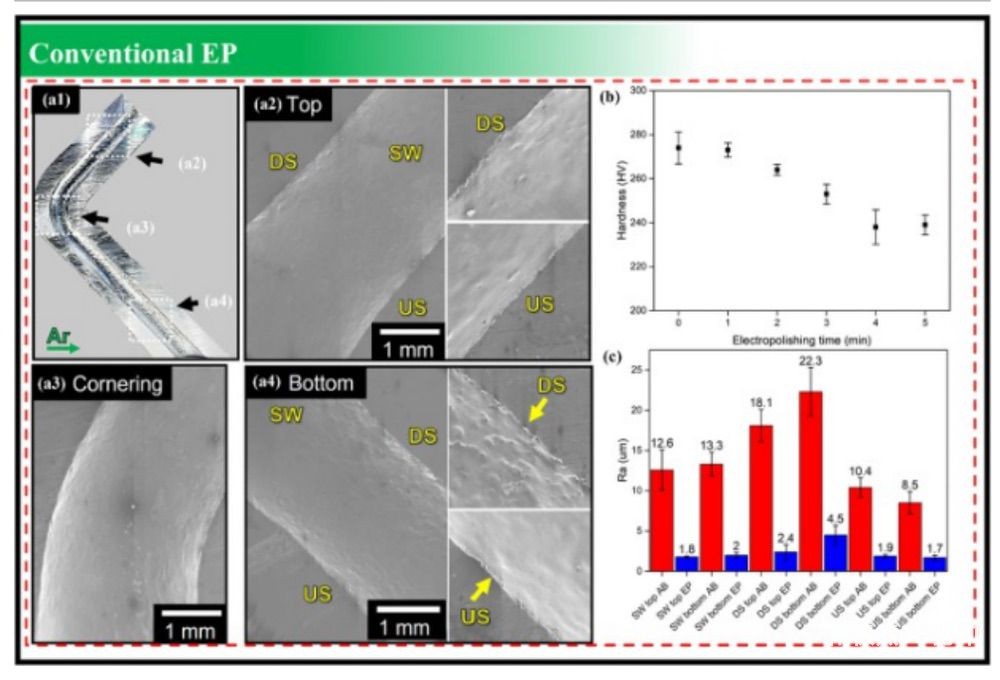
图11(A1-A4)在深共晶溶剂中电解抛光的 5 分钟电解抛光 SLM 哈氏合金 X 圆柱管样品的切片 SEM 图像。DS:下皮,美国:上皮SW:侧壁和相应的Ra值(b)和表面硬度演变(c)作为EP时间的函数。
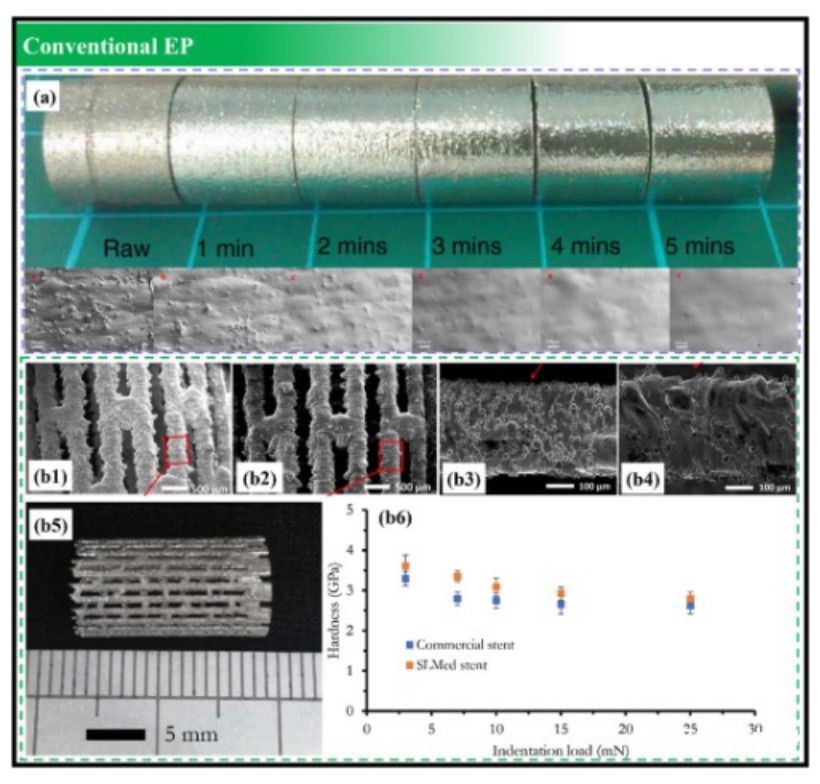
图12(a)SLM铬镍铁合金718管样品在EP后1至5分钟的表面演变。(B1-B5)SLM(左)和电解抛光(右)支架的SEM图像以及SLM和商用支架的测量(b6)硬度。
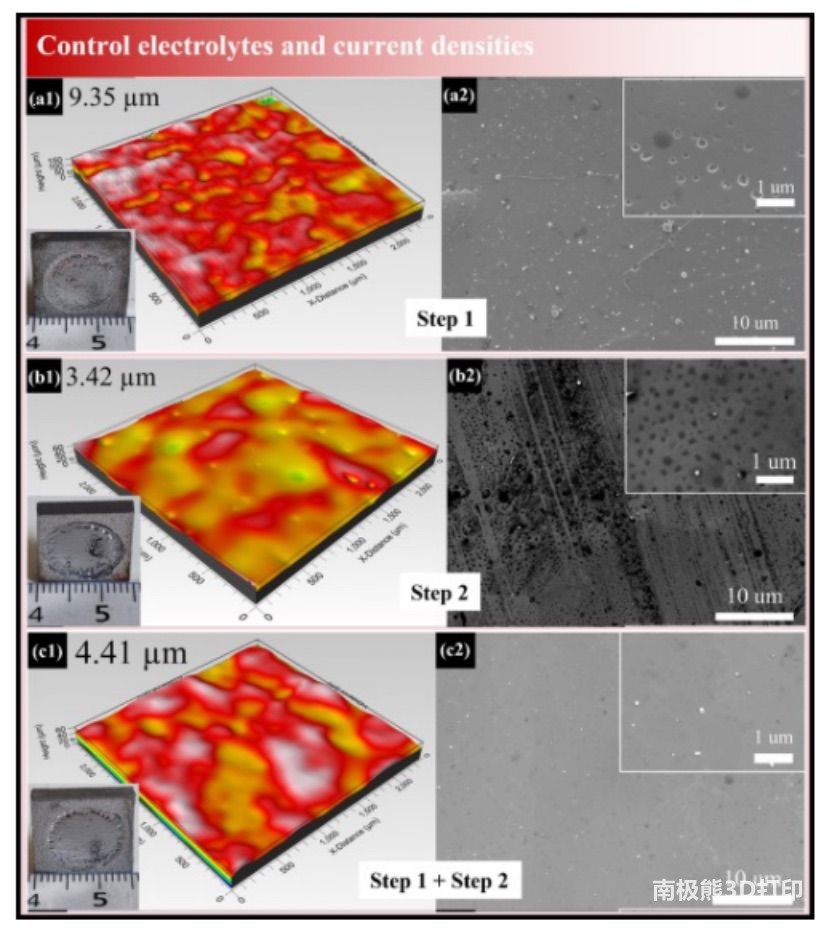
图13改进了传统的 EP 工艺。(A-C)通过控制电解液类型和电流密度的抛光L-PBF 316L不锈钢的形貌和SEM图。
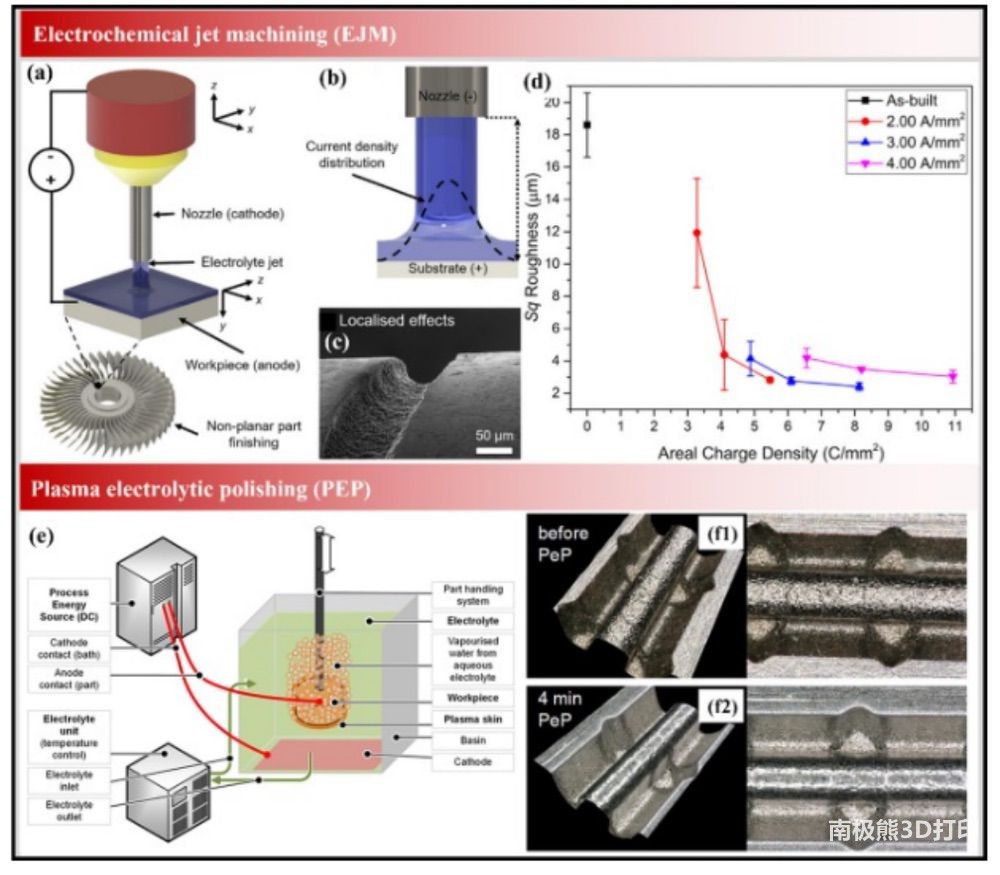
图15(公元)电解液喷射加工(EJM)和(d)通过调节电荷密度来降低表面粗糙度的原理。(e-f)显微镜图像和等离子电解抛光原理(PEP)以及抛光SLM CoCr部件的耐腐蚀性改进。
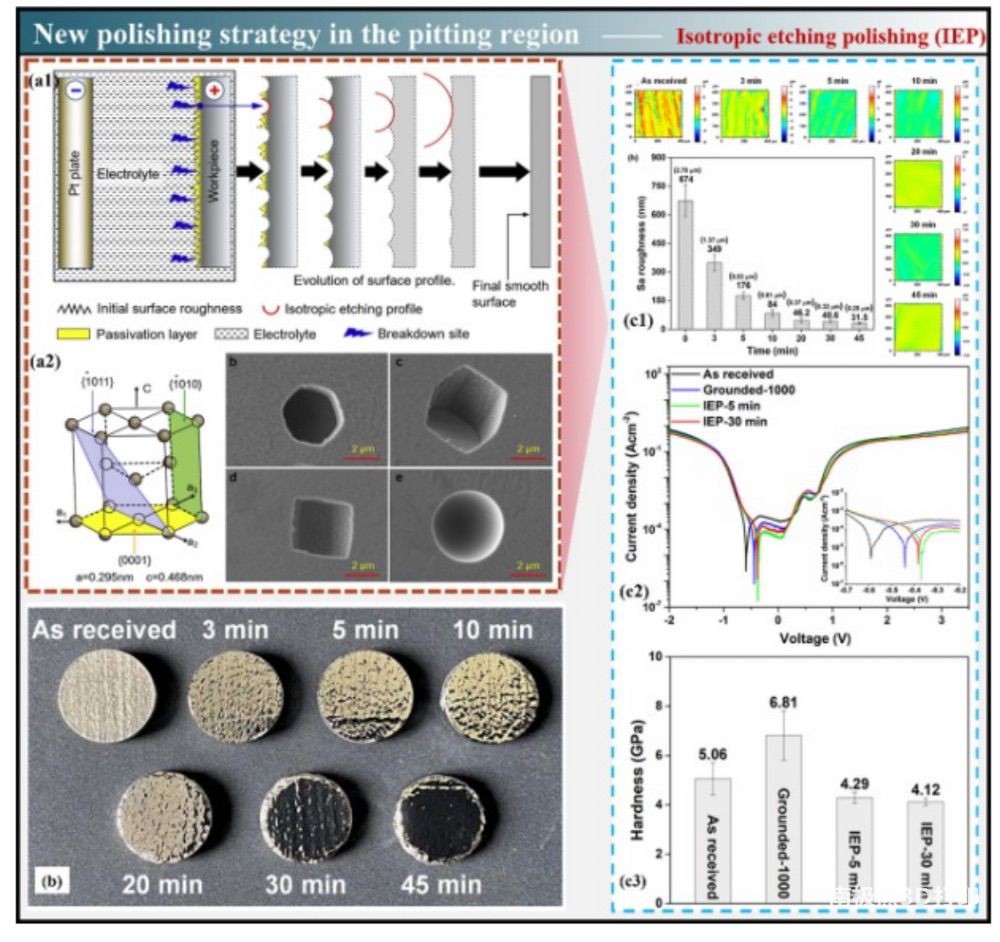
图16(a) 各向同性蚀刻抛光(IEP)示意图。(b) 不同时间的SLM IN718基板图像。(c) 竣工、湿接地和 IEP SLM IN718 的表面粗糙度、耐腐蚀性和硬度比较。
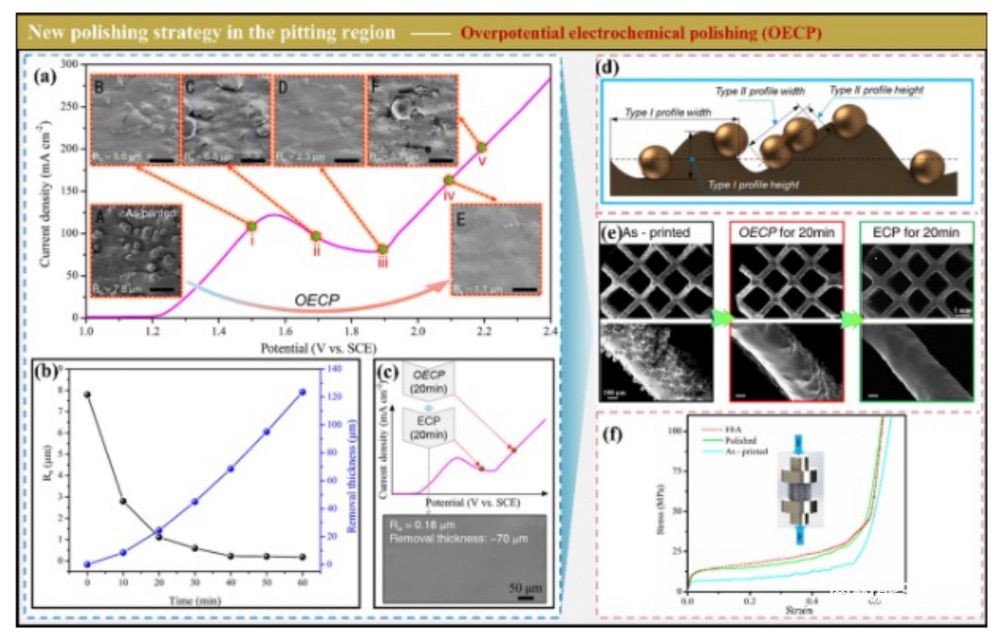
图17(a) SLM
316L不锈钢在20分钟相同抛光时间下的抛光效率和质量比较。(乙-丙)过电位电化学抛光(OECP)期间的表面粗糙度评估和去除厚度。(d)
AMed部件的I型和II型表面。(e-f)OECP和常规EP应用于AMed晶格支柱和相应的宏观压缩应力-应变曲线。
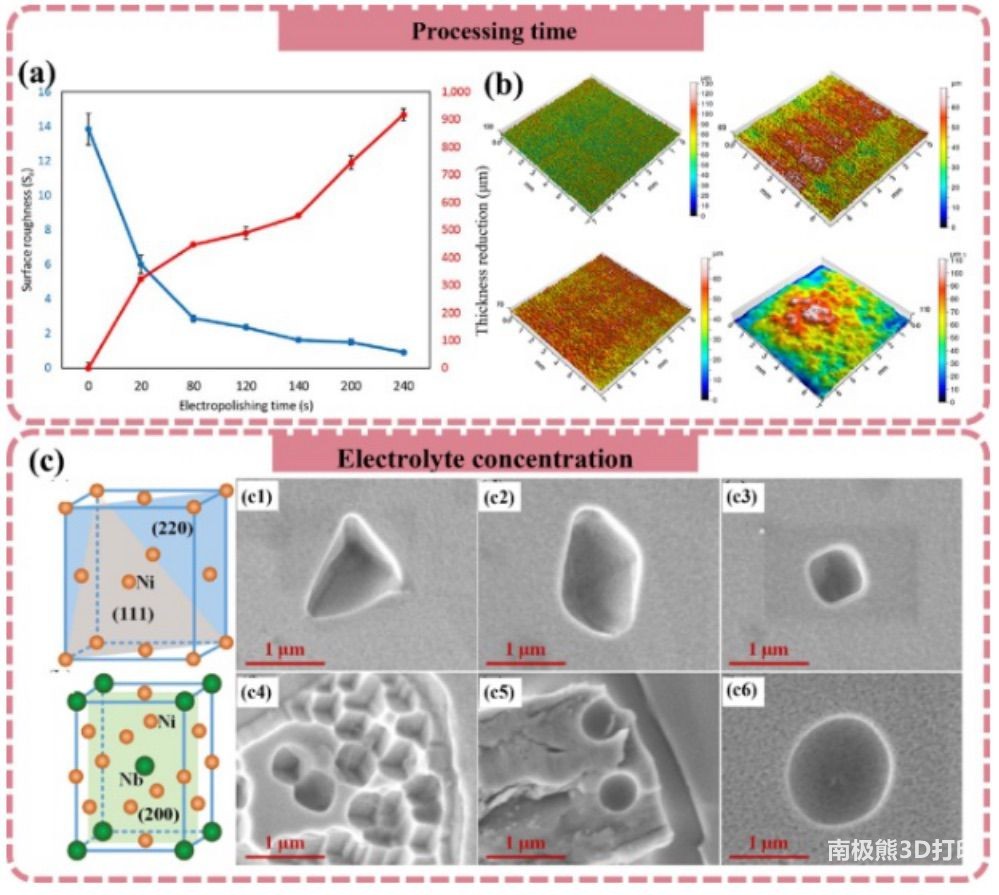
图21(a) L-PBF Inconel 625 的表面粗糙度降低变化与 EP 时间的关系。 (b) EP 10、20 和 30 分钟后 SLM 马氏体时效钢的表面形貌。 (c) 在 1 (c1–c4) 和 20 ml (c5–c6) H2SO4 浓度为 100 ml 甲醇的电解质中,SLM IN718 上形成的蚀刻孔的形态。 (责任编辑:admin) |