顶刊综述:大块MAX相构件增材制造的最新进展
时间:2022-06-21 09:54 来源:材料学网 作者:admin 点击:次
| 导读:是一组具有金属和陶瓷特性的层状三元、四元或五元化合物。近几十年来,大块 MAX 相部件的合成在航空航天、核工业和国防工业中获得了越来越多的关注。最近在
MAX 阶段制造中采用增材制造 (AM) 技术是该领域向前迈出的一步。本文介绍了制造 MAX 相组分的传统粉末烧结方法,概述了块状 MAX
相的增材制造 (AM) 的最新进展以及所获得的几何特征、微观结构和性能。与这些基于 AM 的创新方法相关的关键挑战,包括 AM 加工性差、MAX
相纯度低、还讨论了最终零件的几何精度不足。因此,基于当前制造路线的优化和其他增材制造技术的潜力,讨论了该领域近期的前景。 MAX相本质上是具有六方对称晶体结构的层状碳化物或氮化物,形式为M n +1 AX n,其中M是早期过渡金属,A是A族元素,X是碳或氮,n = 1–6。过去,该系列材料因其结合金属和陶瓷优点的卓越性能而在航空航天、国防和核工业中获得了越来越多的科学关注。这归因于它们独特的晶体结构,包括由金属层交错的共价层的堆叠,如图 1所示。与金属一样,它们具有导电性和导热性,可加工并具有合理的损伤容限;像陶瓷一样,它们具有高刚度、良好的耐腐蚀性和高温下的高抗氧化性。这种独特的特性使 MAX 相成为部分替代高温环境中使用的先进钛合金和镍基高温合金的潜在材料,例如燃气涡轮发动机中的涡轮叶片和气缸、聚光太阳能系统中的太阳能接收器,或下一代核反应堆中的包层。 在过去的几年里,已经发表了许多关于 MAX 相的综合评论,重点是加工方法、微观结构和性能特征和原子结构MAX 相涂层和烧结体 MAX 相的缺陷。这些评论有效地帮助读者快速全面了解MAX相,促进MAX相的研发。此外,近年来发表的关于 AM 的评论甚至更多。但是,缺乏对批量 MAX 相组件 AM 的评论。目前的工作首先简要概述了烧结 MAX 相,重点关注典型的微观结构和性能,然后更全面地回顾了 AM 合成 MAX 相的最新进展和特性。旨在为读者提供最前沿的MAX相材料增材制造知识。这篇评论还包括作者对 MAX 阶段和相关 AM 技术的最新知识的理解和讨论,突出了当前的挑战和潜在的制造机会,以及 AM 对先进 MAX 阶段的应用。 基于此,昆士兰大学 Mingxing Zhang教授等人在这项工作中回顾了通过粉末固体烧结和最近开发的基于 AM 的方法制造的 MAX 相,重点关注几何特征、典型微观结构、MAX 相纯度和获得的性能。根据已发表的作品,可以得出以下结论: (1)粉末固体烧结是制造具有所需工程应用所需性能的高密度、纯 MAX 相的有效方法。然而,与这种方法相关的挑战在于固态合成固有的制造灵活性低、设计自由度低和生产规模小。 (2)创新的基于增材制造的方法,如粉末床融合和定向能量沉积,能够生产具有复杂几何特征的高密度 MAX 相零件。 (3)在 AM 制造的 MAX 相中获得的微观结构与在烧结对应物中获得的显微组织显着不同,这主要归因于在 AM 制造的 MAX 相中辅助夹杂相的比例非常高。 (4)这些夹杂物对 AM 制造的 MAX 相的机械性能影响很小。然而,由于 MAX 相纯度低,其他性能,例如导热性和导电性以及高温抗氧化性可能会受到显着影响。 (5)与基于 AM 的方法相关的低 MAX 相结果可归因于 MAX 相合成反应的不足和/或 RMI 后和烧结过程中辅助反应的参与。 (6)后热处理和烧结对于粘合剂的去除和固结是必不可少的。然而,这些过程会导致最终零件的显着收缩和几何变形。 (7)为了提高样品质量和最终的 MAX 阶段结果,处理优化对于目前基于 AM 的方法至关重要。这可能包括热处理、烧结和RMI中反应物、温度和相关保持时间之间的化学计量比。此外,为了补偿后处理造成的变形,在 CAD 模型设计中应考虑几何补偿因子。 (8)与目前基于增材制造的方法相比,包括 PBF 和 DED 在内的先进粉末熔融增材制造技术在直接合成具有高几何复杂度的高性能 MAX 相方面可能更有效。与这些技术相关的完全熔化可确保打印部件的固结,无需粘合剂和后热处理。这也可以创造条件,满足原位MAX 相合成反应的发生,而无需液体渗透。 相关研究成果以题“Recent progress in additive manufacturing of bulk MAX phase components: A review”发表在增材制造顶刊Journal of Materials Science & Technology上。 

图 1。表示 M n +1 AX n相晶体结构的示意图。
早期的块状 MAX 相主要通过 SHS 制造,也称为高温燃烧合成或 SHS 与 HP 或HIP 的组合。在 SHS 中,将试剂混合并局部预热至点火温度,以引发在试剂之间传播的自发自持放热反应,最终产生所需的固体产物。HP 是一种致密化工艺,可同时对模具中包含的致密粉末或块体施加热量和单轴压力,从而减少孔隙率[62]. HIP 是一种特殊的 HP 工艺,其中施加等静压以保持零件的几何特征。虽然燃烧合成的特点是生产速度快,但由于引入了高达 20 vol.% 的辅助夹杂物相,它牺牲了纯度[64]。为了克服这个问题,Barsoum 和 El-Raghy [65]采用 HP 制造块状 Ti 3 SiC 2样品,使用 Ti、C 和 SiC 粉末的粉末混合物,所需的化学计量比为 Ti:Si:C = 3:1: 2 原子比,然后在 40 MPa 和 1600 °C 下热压 4 h 以获得超过 90% 的高 MAX 纯度。然后将该过程扩展到各种 MAX 相的合成。 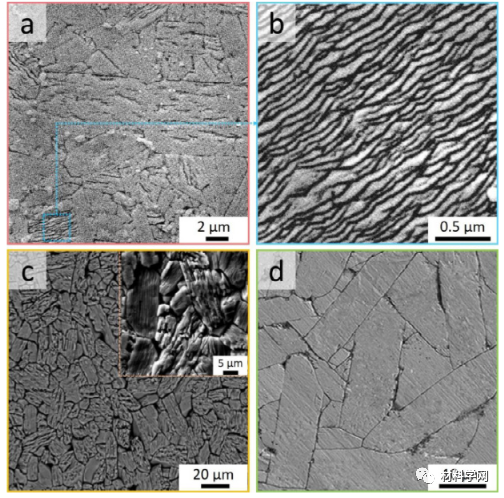
图 2。HP 烧结 MAX 相的 SEM 显微照片:(a) Ti 3 SiC 2和 (b)
(a) 中标记的高倍显微照片,显示了条纹的 Ti 3 SiC 2晶粒;(c) Ti 2 AlC,插图显示条纹 Ti 2 AlC
晶粒的放大图;(d) Cr 2 AlC。转载自 Barsoum 和 El-Raghy ,Cai 等人和朱等人。
图 3总结了一些 M 2 AX 和 M 3 AX 2 MAX 相材料的密度、电导率和热导率以及机械性能。如图3(a)所示,低有序M 2 AX 和M 3 AX 2相的密度范围为~4至~12 g/cm 3,取决于早期过渡金属“M” [48]。大多数 Ti 基、Cr 基和 V 基 MAX 相的密度低于 ~7 g/cm 3 ,比广泛用于现在的航天工业。大多数烧结 MAX 相的低电阻率在 ~0.2 到 0.7 μΩ m 范围内(图 3(b)),接近于 Ti(~0.4 μΩ m)和不锈钢(~0.7 μΩ m)[93 ] . 这表明了 MAX 相的典型金属特征。此外,MAX 相具有导热性。 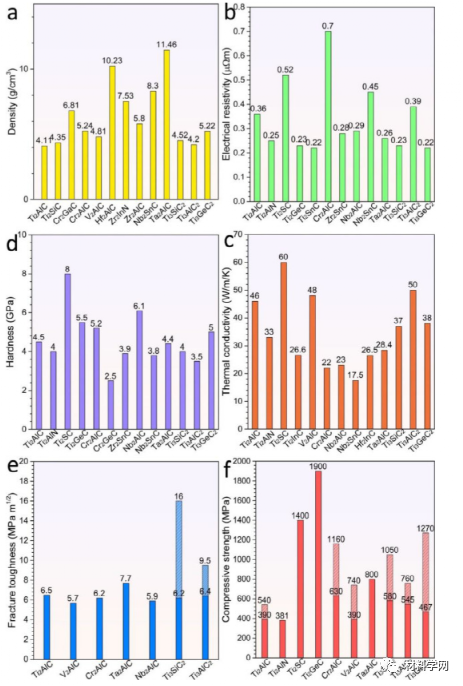
图 3。一些烧结 211 和 312 MAX 相的特性:(a) 密度、(b)导电性、(c)导热性、(d) 硬度、(e) 断裂韧性和 (f)抗压强度,其中(d)和(e)中的网格图案代表值变化。
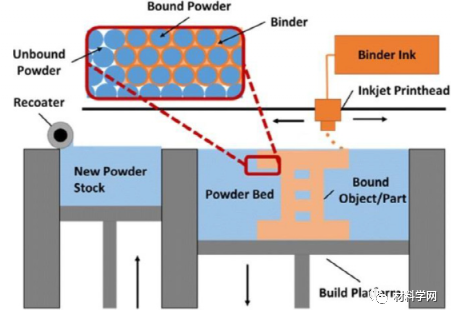
图 4。粘合剂喷射的概念图,转载自 Oropeza 和 Hart。
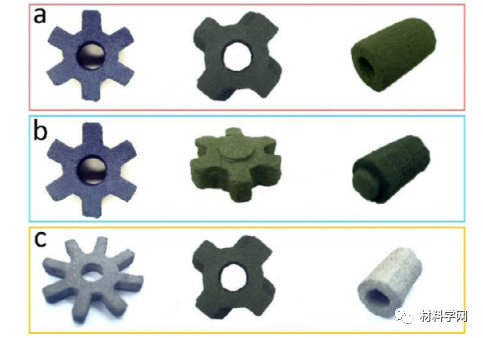
图 5。(a) 印刷状态下的零件形态,(b) 印刷后CIP和 (c) 印刷后 CIP 和烧结,复制自 Sun 等人。
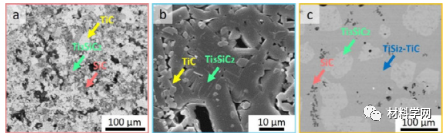
图 6。用粘结剂喷射-固结途径制造的 Ti 3 SiC 2化合物的微观结构表征:(a)
光学显微照片和 (b) 粘结剂喷射/CIP/烧结制造的样品的更高放大倍数的 SEM 图像,复制自 Dcosta 等人。; (c) 样品的 SEM
显微照片,该样品通过用 TiC 粉末喷射粘合剂然后进行液体硅渗透制成,复制自 Nan 等人。
(责任编辑:admin) |