�����Ķ�����������άȡ������������ά3D��ӡ���ϲ��������Ż�
ʱ��:2023-03-13 14:51 ��Դ:3D��ѧ�� ����:admin ���:��
������ά��ǿ�ۺ��︴�ϲ���(CFRPCs)��Ϊ�߱�ǿ�ȡ��߱�ģ�����������Ե��Ƚ����ϲ��ϵĵ��ʹ��������������������ܽṹ������ܵ��˹㷺��ע��̼��ά���ϲ���3D��ӡ������Ѹ�ͷ�չ��Ϊʵ���Ƚ���������ά��ǿ���ϲ��Ͻṹ�ṩ��һ����ǰ���ļ����ֶΣ��ر�����Щ�������Ż������Ľṹ����������Խ�ṹ�Ͳ��ϳ߶ȡ���ά���߷ֲ����Դﵽ������ǿ��������������Ŀ�ģ�����ҽ�ơ������ͺ��պ���Ӧ���еõ�֤ʵ���������ͬ�Բ��ϺͶ���ά�������Բ�����ȣ�CFRPCs�������Ż���3D��ӡ����Ľ�չ���������ڽΡ�����ƺ�����֮����Ȼ���ڲ�࣬��Ҫ����Ϻ�ƽ������ά·����3D��ӡ�ӹ�����Ե����ƣ��ر����ڱ�նȸ��ϲ������췽������ƣ���δ������CFRPCs�ṹ�еõ���ַ��ӡ� 2023�꣬��Composites Part B���ڿ�������������ͨ��ѧ�ڿ�����ά������������仯��3D��ӡ������ά��ǿ���ϲ��������Ż�������о����������ı���Ϊ��Progressive concurrent topological optimization with variable fiber orientation and content for 3D printed continuous fiber reinforced polymer composites����
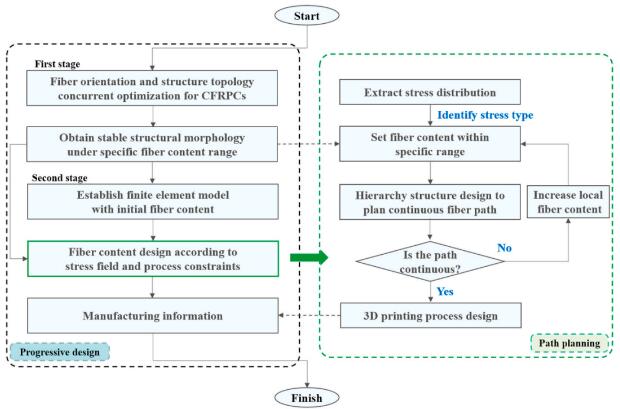
��ˣ��ڵ�ǰ���о��У�ͨ������ԭλ���շ���CFRPCs 3D��ӡ�������ʵ���˿���������ά�������Ը��ϲ��ϵĽṹ��̬����άȡ�����ά����������CFRPCs�ṹ���������һ�廯�Ķ�ѧ�ƿ�ܡ����ȣ��Բ�ͬ��ά��������άȡ��ͽṹ��̬���������Ż��㷨������ض���ά������Χ���ȶ���������̬;��Σ����ݹ��������µ�Ӧ���ֲ�������3D��ӡCFRPCs�������ѹ�����ԣ���������̬�������ά�����ķǾ��ȷֲ��������÷ֲ�ṹ��Ʒ���ͨ���ı�������ά·����ʵ�֡����ڿɱ���άȡ��ͺ����Ľ���ʽ��ƣ��Ʊ�������Messerschmitt-B��olkowo �C blohm (MMB)�������������ά����Ϊ0%��10%��20%��30%����������������˱Ƚϣ���֤�˸÷����Ŀ����ԡ�ͨ������ʽ��ƺ�3D��ӡʵ�ֵ�̼��ά���ϲ������˽ṹ���ᡢ�����ܣ��ں��ա����졢������ҽ�Ƶ��������DZ�ڵ�Ӧ��ǰ����
�����о��У�����ͨ������ԭλ���շ���CFRPCs 3D��ӡ�����������ʵ���˿��Ǹ��ϲ��ϵĽṹ��̬����άȡ�����ά�����������Ż����������һ�廯��ܡ����ȣ��Բ�ͬ��ά��������άȡ��ͽṹ��̬�������Ż��㷨�������о���������ض���ά������Χ���ȶ���������̬;��Σ����ݹ��������µ�Ӧ���ֲ�������3D��ӡCFRPCs�������ѹ�����ԣ�ʵ������������̬����ά�����ķǾ��ȷֲ�������ڿɱ���άȡ��ͺ����Ľ���ʽ��ƣ��Ʊ�������Messerschmitt-B��olkowo �C blohm (MMB)�������������ά�������Ϊ0%��10%��20%��30%���������˱Ƚϣ���֤�˸÷����Ŀ����ԡ�
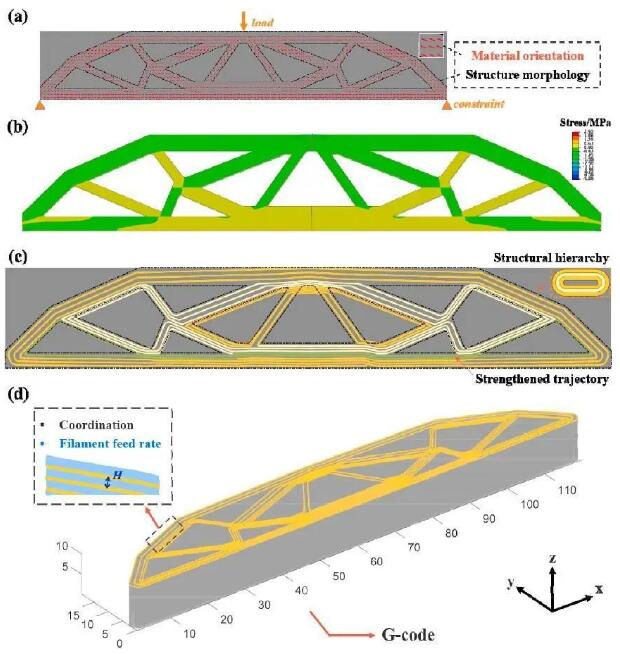
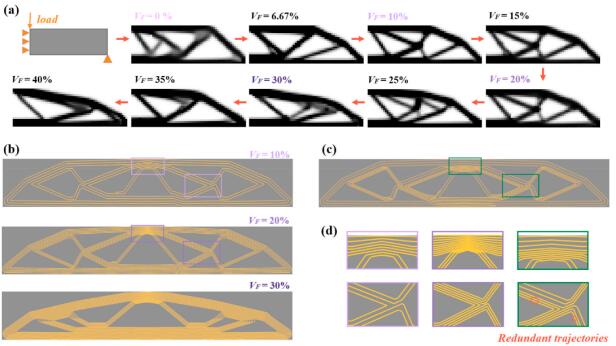
���о���MBB��Ϊ��������ƣ���ͼ2��ʾ��ͨ�������Ż��㷨���������̬����ͼ2a��ʾ���ڱ��ֽṹ��̬�ȶ��������£�ѡ��10%-20%�����������ά������ֵ��ע����ǣ����ض���ά������Χ�ڵ���̬�������ƣ���������ȫ��ͬ������ѡ����ά�������Ϊ10%��������̬��Ϊԭʼ�ṹ��Ȼ�������˲���������ɢ�IJ���ȡ�����ͳһ���õ���ά�Ĵ�ӡ�켣����ͼ2d��
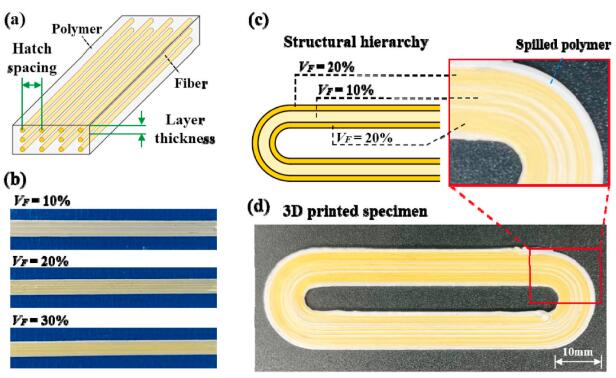
��ԭλ���շ�3D��ӡCFRPCsʱ������ͨ�����ڹ��ղ����ʹ�ӡ·����������ά��������ͼ3a��ʾ��CFRPCs��ѹ�����ά�������������ʽVF(H)=(SF/TL)H-1ȷ���ͼ��㣬����SFΪ��ά���Ľ������TLΪ���SF��TL��ֵ������ѡ��ԭ�Ϻ��ղ���ʱȷ�������(H)�ǵ���CFRPCs��ά�����Ĺؼ����ղ�����ͨ���ı�H��ֵ������ʵ�ֲ�ͬ��ά���������3D��ӡ��������ά�ֲ�����ͼ3b��ʾ��
��һϵ�в�ͬ��ά������CFRPCs�ṹ�����������Ż����õ��˲�ͬ��ά��������µ�3D��ӡ·������ͼ4��ʾ��
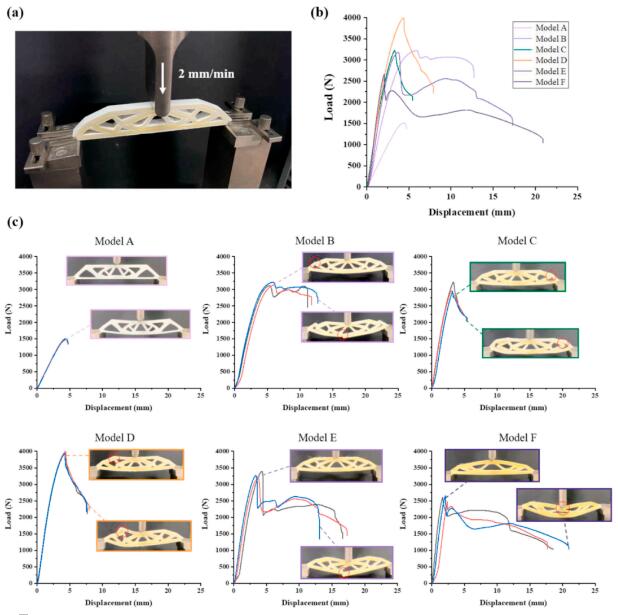
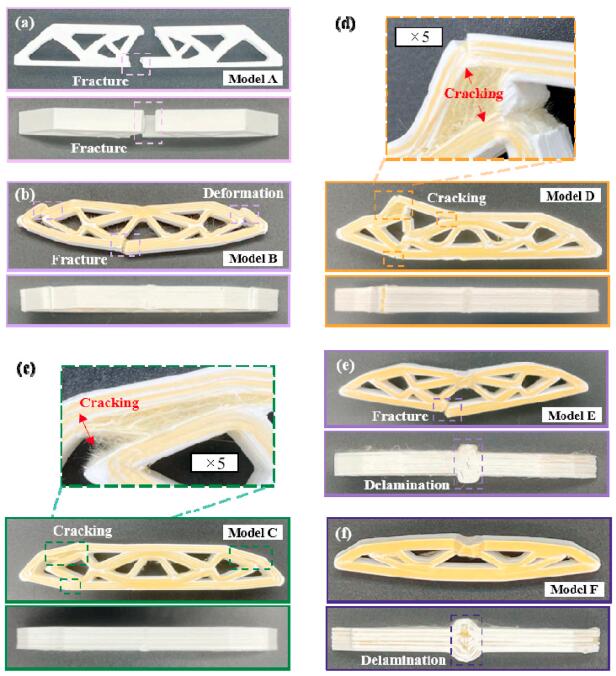
��PLD-5kN����������Ͻ�����3D��ӡ��������ѧʵ�顣��ͼ5a��ʾ�����Լ���ʩ�Ӻ㶨λ������Ϊ2mm /min�����º��ء����⣬�����ĵ�ˮƽ֧�ţ������мн����Ա�����ʵ������л���������-λ��������ͼ5b��c��ʾ������500N- 1000N�ߵ��������ڵĺ���-λ�������������Լ��ĸնȣ����Է��֣�CFRPCs�ṹ�ĸնȺͷ�ֵ���ؾ��ȴ��ۺ���ṹ(ģ��A)��ߺܶ࣬����������ά�����˽ṹ�о������õ���ǿ���á����ȶ��ṹ��̬�£�������ά�Ʊ���CFRPCs�ṹ�ն���ǿ�ʷֱ�Ϊ162.99%(ģ��B)��265.27%(ģ��E)����ֵ�غ���ǿ�ʷֱ�Ϊ111.97%(ģ��B)��120.18%(ģ��E)������,���ý���ʽ����Ʊ���̼��ά���ϲ��Ͻṹ����նȷֱ����227.99%(�ͺ�C)��264.39%(�ͺ�D)����ֵ�غɷֱ����104.18%(�ͺ�C)��165.84%(�ͺ�D)�����нϸߵ���ά����Ч�ʡ��ر���ģ��D���ڽ�һ����������ά������ƺ���ά·��ճ��ǿ��������£���ֵ���ر�ģ��B��ģ��E�ֱ������25.40%��20.73%��ͬʱ��ģ��D�ĸնȱ�ԭģ��(ģ��B)���������38.55%���뽵����ά����29.8%��ģ��E������ȡ�����ά����������ӵ�30%ʱ(Fģ��)���ṹ��̬�����仯���նȽ�Dģ�ͽ�һ�������17.16%�������ĵ���ά��ȴ�������������ϡ����ڲ��ճ�������Fģ�͵ķ�ֵ�غ�ͻȻ�½���2582.24 N����Dģ��(3959.25 N)�½���53.33%��
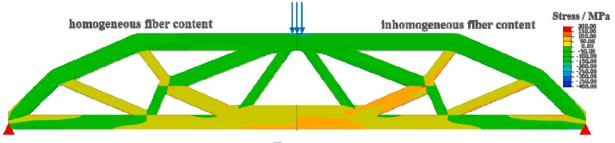
����ABAQUS�����Խṹ��1mmλ�ƺ��������µ���Ӧ����������Ԫģ�⣬���в�����ʵ������Ǻϡ���ͼ7��ʾ���ֱ���ȡ��ά�������ʵ�(ģ��B)����ά���������ʵ�(ģ��D)Ӧ���ֲ�������ģ�͵�Ӧ���ֲ�������ͬ���ϲ���ܴ���ѹӦ�������£����������ĵط�Ӧ���ϴ�Ӧͼ6��ģ��B��ģ��D�ı�������������ڸ�λ�á����⣬���Կ����м�ܵ���Ӧ���ϴ���������������ģ��B����һ������������(ͼ5c)��Զ���м�ĵط�Ӧ����С���Ա�����ģ�ͣ���ά��������������Ӧ��ˮƽ��֮ǰ����ģ��B������������Ϊ930.16 N��ģ��D������������Ϊ1208.24 N�������ֲ���ƺ��ģ�����ܸ��ߡ�
���������һ�ֶ�ѧ�Ƶķ�������ƺ���������CFRPCs�ṹ���������ά����ͺ�������ͨ��MEX3D��ӡʵ�֡�ͨ�����ַ�������ά��ȡ��ͺ����ܹ���������̬�ڲ����ȷֲ���ʵ��������ά��ǿ���ڴ˻����ϣ�����������MMB������������ʵ���о�����ն�Ϊ1446.25 N/mm����ֵ�غ�Ϊ3959.25 N����֤�˸÷�������Խ�ԣ���ԭCFRPCs�����ȣ��նȺͷ�ֵ�غɷֱ������38.55%��25.40%���봿�ۺ��������ȣ��ֱ������264.39%��165.84%���÷����ؿ���CFRPCs 3D��ӡ��������ɶȣ��ں��պ��졢������������о��DZ��Ӧ��ǰ���� (���α༭��admin) |
- ��һƪ�����������볬���ϵ���ơ����ϡ����ܺ�����
- ��һƪ��û����