3D打印壁厚:如何设置使其完美?
时间:2023-10-17 11:48 来源:魔猴 作者:admin 点击:次
在传统制造工艺中,零件是一个完整或中空的整体,模型的内部和外部区域没有区别。相比之下,3D 打印零件的内部和外部在技术上是分开的,因为机器打印这两个区域的方式完全不同。 3D 打印件的内部为填充物,外部称为外壳。填充物可以以介于 0% (空心)和实心(100%)之间的任何密度打印,也可以以各种特定结构打印。而外壳则是完全实心的。
外壳不仅是 3D 打印中最引人注目的元素,而且对模型的机械性能(如强度)有很大影响。它由打印件的壁面、顶层和底层组成。前者构成垂直外部区域,横跨打印件的高度,而顶层和底层则覆盖水平区域。 这两个区域是不同的,因为墙壁覆盖印刷品的水平周边,并沿 Z 轴向上延伸。顶层和底层覆盖墙壁所建立的周边范围内的整个水平区域。 外壳及其子组件是任何 3D 打印的重要组成部分,因为正如我们所说,它们会影响部件的强度和耐用性。因此,确保外壳切片机的设置与 3D 打印部件的用途相一致至关重要。 在本指南中,魔猴网将和大家一起讨论最重要的外壳设置,包括壁、顶层和底层的设置。 一、主要设置
墙线数是构成模型外侧的线数(来源:All3DP) 几乎所有将3D模型转化为3D可打印 G 代码的三维切片程序都有外壳设置。不过在开始之前,我们必须注意本文中的大部分术语都是基于 Cura 的。不过,其他3D切片机中使用的术语应该是显而易见的。例如,在 Slic3r 和 PrusaSlicer 中,外壳被称为 "周长"。 这些设置可以决定打印效果的好坏,因为如果设置不正确,您的物体肯定会有视觉瑕疵。许多不同的设置都会以这样或那样的方式影响贝壳的打印方式,但其中有几个超级重要的设置。 1、厚度、线数和层数 对于壁厚、顶层和底层来说,最重要的设置可能就是外壳特征的厚度。遗憾的是,在大多数情况下,没有一个切片机可以设置外壳厚度,因为它通常分为壁厚和顶底层厚度。 此外,外壳厚度的设置通常可以用行数或宽度/高度(以毫米为单位)来表示。这两种壳厚度设置方法直接相关,调整其中一种就会自动调整另一种。因此,您可以根据自己的喜好进行调整。 以毫米为单位的壁宽在 Cura 中称为 "壁厚",它决定了打印壁的宽度。在另一种方法中,壁线数设置表示喷嘴在打印壁时所需通过的次数。
底层在填充结构开始之前打印(来源:All3DP) 顶部和底部图层的厚度设置非常相似。顶部和底部厚度指的是图层的高度。您可以选择在一个设置中或分别对它们进行调整。 顶部和底部图层设置定义了行数。但请记住,如果您采用这种方法,这些图层的实际高度将取决于您对整个打印图层高度的设置。 外壳厚度或线数值应根据模型的用途和打印材料而改变,没有放之四海而皆准的方法。壁越多,打印时间就越长,机器消耗的材料也就越多。同时,您的零件也可能更坚固。 建议 现在您已经了解了所有的壳厚度设置,是时候在切片机中设置壁厚(或线数)和上下厚度(或层数)了。打印常规、中等强度零件的常用值包括:壁厚 0.8-1.6 毫米(3-4 条壁线),顶部和底部厚度约 0.8-1.2 毫米(4-6 层,取决于所设置的层高)。在大多数情况下,切片机的默认值是合适的。 不过,如果您想自定义数值,可能需要了解一些经验法则: 1、我们建议使用喷嘴直径的倍数来计算壁厚,因为它是打印全尺寸壁的理想选择。 2、同样,我们建议顶层和底层厚度使用层高的倍数,因为全尺寸层可获得最佳效果。 3、如果您想要更高强度的部件,请使用更大的数值,例如壁厚为 2-3 毫米,顶部和底部厚度为 1.6-2 毫米。 4、对于不需要太高强度的展示型模型,可以使用 0.8 毫米的壁厚和 0.8-1 毫米的上下厚度。 特殊应用
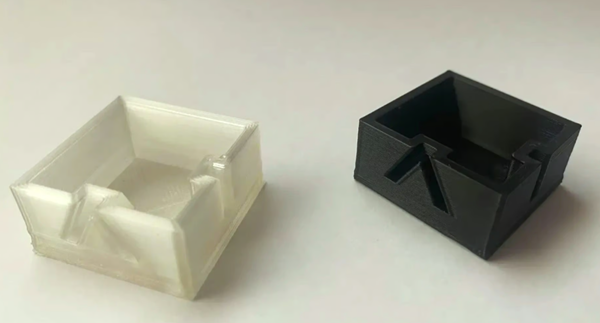
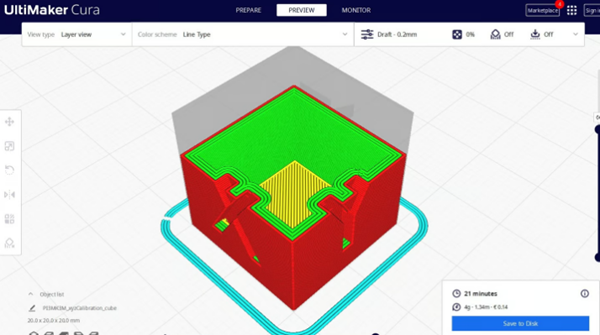
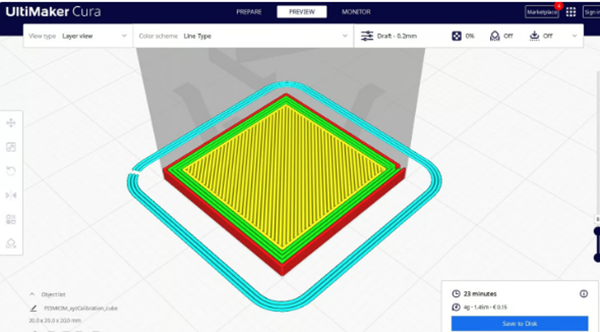
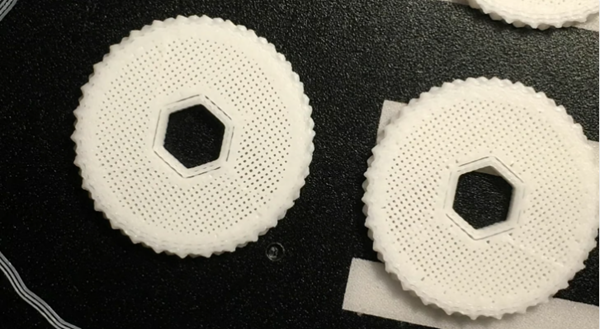
没有顶层和底层展示填充设计(来源:Penolopy Bulnick via Instructables) 还有一些特殊的方法可以使用外壳厚度,例如使用零顶层和零底层来显示填充图案。例如,这在珠宝或手机壳中很常见。 另一个例子是在涉及框架或杆状结构的功能部件中使用较厚的外壳而不使用填充物。例如,在这个手机支架模型中,所有的横向尺寸都很小,因此可以用较厚的外壳代替填充物。 根据零件的设计,外壳可以提供比等量填充材料更大的零件强度。它还可能增加灵活性。 二、其他设置
调整切片机的填充重叠距离,以消除墙壁和填充结构之间的间隙(来源:1100110001000,来自 Reddit) 现在您已经知道了外壳厚度的来龙去脉,了解其他一些重要设置也很有帮助。通过这些设置,您可以对模型的外壳进行微调,防止出现视觉和机械缺陷。 填充重叠百分比 该设置指的是填充线与墙体之间的重叠。输入的值是填充线宽度的百分比。数值越大,墙壁和打印内壁之间的结合就越紧密。 在 Cura 中,此设置的默认值为 30%。您可以在此值的基础上增加 10%,以增加模型的强度。反之,您也可以减去 10%,以节省材料并加快打印时间。 打印速度 另一个重要的考虑因素是打印速度,特别是内壁、外壁、顶层和底层的速度。这些设置决定了打印中所述元素的打印速度,也会影响底层区域的打印质量。需要指出的是,内墙是指与填充物相邻的墙(最内层的墙),外墙是指可见的最外层的墙。 Cura 的默认值为 30 毫米/秒,包括墙壁速度以及顶部和底部速度。我们建议将内墙速度提高到 30 至 60 mm/s,因为没有人会看到内墙,并将外墙速度设置为 20 至 45 mm/s。对于顶层和底层的速度,我们建议保持不变或降低到 20-25 毫米/秒左右,这样底层和顶层表面看起来会比较美观。 我们采用如此大的速度范围是为了考虑材料标准速度的差异(例如,ABS 的打印速度应比 PLA 稍慢)。不过,您也可以根据模型的用途,随意将速度调整为 30 mm/s。 层高
图层高度设置也会影响顶层和底层(来源:fntsmn via Reddit) 图层高度设置也有助于调整外壳,主要是顶部和底部图层组件。图层高度控制着每个连续图层比前一个图层高多少,而顶部和底部图层仍然是真实的图层,因此它们依赖于这个设置。 从本质上讲,图层高度值越大,部件就越强,但包含的细节就越少。大多数切片机的默认图层高度为 0.2 毫米,我们建议将图层高度保持在这个值。但是,如果您的模型细节较多,您可能需要降低层高;如果您需要更强的零件,您可能需要提高层高。 三、更多设置
花瓶模式是一种仅生成一面墙的切片模式(来源:NikolaosBabetas via Printables) 除了我们上面讨论的切片器设置外,还有一些其他工具会影响打印的墙面效果。下面,我们列出了一些方便的切片器设置和切片模式,让您可以在基本设置之外进一步调整墙壁的打印方式: 1、打印薄壁:有时,模型会包含小于墙线宽度的特征,因此切片机会忽略它们。这是因为,从技术上讲,这些薄壁是无法打印的,因为它们的尺寸不足以打印一个壁--除非你使用直径较小的喷嘴和较低的壁线宽值。此功能可让您的切片机识别薄壁,并分配一条壁线来产生一个略微过度挤出的壁。 2、壁流:壁流类似于打印的整体挤出流量,有时也称为挤出乘数,但只针对模型上的壁。您可以使用此设置来防止挤出过度或挤出不足,还可以控制壁之间的粘合。这是因为较高的流量值会使更多材料在同一空间内挤压在一起。 3、花瓶模式:花瓶模式,有时也称为螺旋模式,是一种特殊的打印模式,可将模型变成花瓶,整个外部只使用一面墙。花瓶模式还能让切片机以更平滑、更自然的 Z 轴移动方式打印模型,从而消除常见的明显 Z 缝。 4、模糊蒙皮最后,模糊蒙皮是一种罕见但有趣的 3D 切片机设置,与壁厚有一定关系。打开 "模糊纹理 "后,打印机在打印外壁时会轻微晃动喷嘴。这会在外侧产生模糊纹理,如果您的切片机有此设置(Cura 有),这是一种很酷的独特使用方式。 (责任编辑:admin) |