防止3D打印件出现水平线和肋骨,修复FDM Z带的五种技巧
时间:2023-08-07 13:44 来源:南极熊 作者:admin 点击:次
导读:如果您在模型表面上看到明显的水平线,则可能遇到了Z带问题。幸运的是,和其它3D打印问题一样,我们可以采用多种方法来解决这个问题。初学者在设计和3D打印模型时需要花费大量时间和精力,但结果可能不尽人意,因为模型表面出现了明显的凹凸图案和纹理。Z带问题可能由多种因素引起,例如Z轴组件未对齐或松动、温度不均匀,甚至是Z轴步进电机出现问题。
方法一:拧紧Z轴螺丝和皮带 当Z轴组件未正确固定时,可能会导致打印过程中出现轻微移位或摆动,进而在打印物体的垂直表面上出现可见的条带。要解决此问题,我们可以采取以下步骤逐一排查和优化。 
●检查丝杠和黄铜螺母,确保它们连接牢固。但请注意,不要拧得过紧,以免引起其它问题。 ●检查Z轴杆或导轨的安装,确保它们固定可靠,没有松动。同时,您还可以检查是否有弯曲或错位的迹象,并仔细调整其位置,以确保其笔直并与3D打印机框架平行。此外,还可以试着给它进行润滑,看看是否有所改善。 ●检查Z轴步进电机,确保在3D打印机移动时不会出现颠簸或晃动。同时,确保适当拧紧将Z轴丝杠与步进电机轴连接的杆耦合器。如果连接松动,可能会导致打滑或不对中的问题。 ●拉紧安全带,但不要过紧,以免影响打印机的运行。 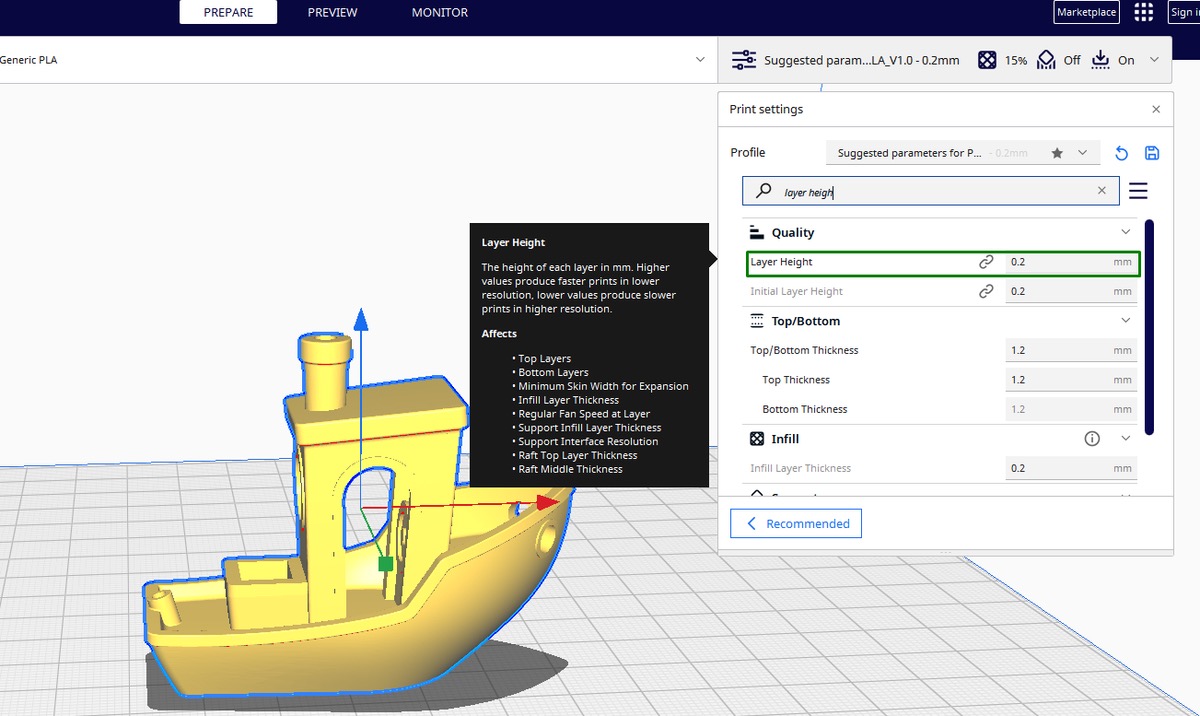
方法二:使用正确的层高 即使您拥有最好的3D打印机之一,不正确的层高设置也可能导致出现Z形带。您可以通过调整切片软件中的设置来解决此问题。较小的喷嘴尺寸通常与较低的层高一起使用,以获得更好的细节和更光滑的表面。 例如,如果打印机使用0.4毫米的喷嘴,可以选择标准打印时使用0.2毫米的层高,或者使用0.1毫米的更细层高进行更详细或高质量的3D打印。 在Cura等软件中,可以转到打印“设置”>“质量”,然后选择图层高度并进行调整。除了改变层高外,平衡层高和打印速度也很重要,以避免由于加速度和减速度的变化而出现问题。 
方法三:挤压一致 不当的挤出量,无论是过度挤出还是不足挤出,都会影响3D打印的整体质量,特别是在沿着Z轴垂直表面上。不一致的挤出还会影响回缩设置,这可能会导致每个新层开始时的挤出量不一致,进而导致出现Z形带。为了确保一致的挤出,我们可以定期清洁3D打印机的喷嘴,并正确设置3D打印机的切片软件。 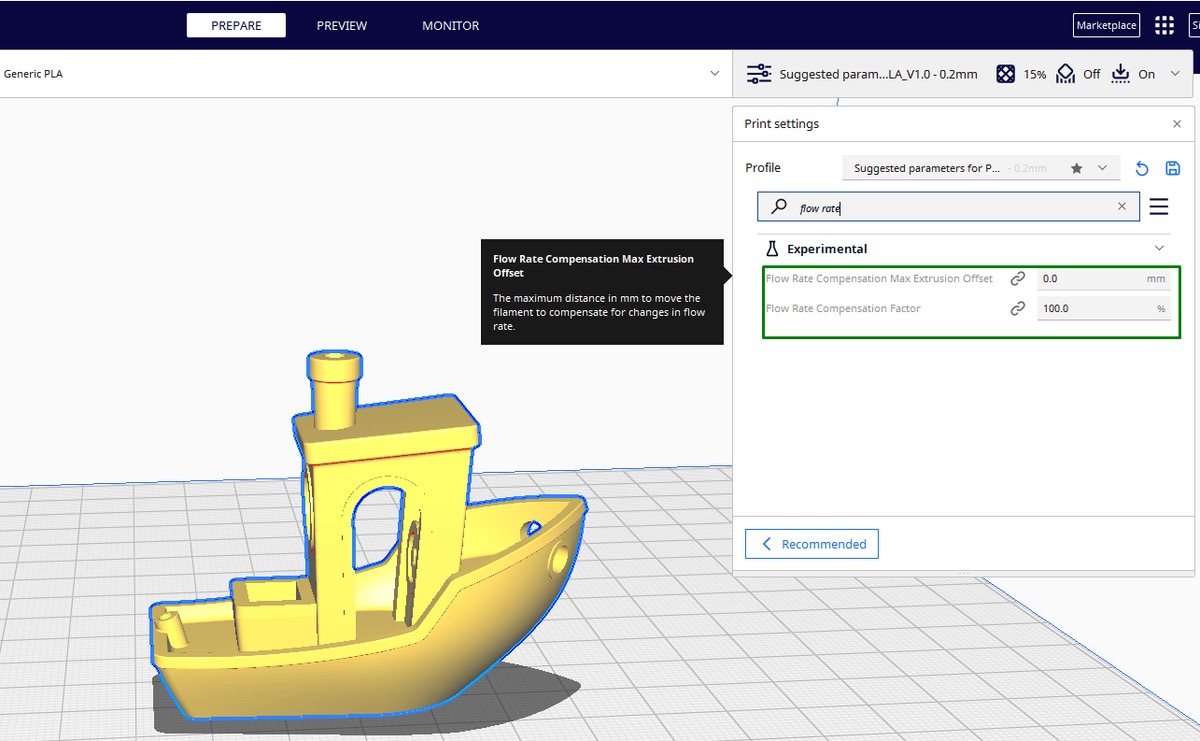
例如,在调整流量设置方面,它是决定挤出材料体积的一个重要参数。默认的流量百分比通常为100%,表示打印机将按照切片软件的设置挤出预期的材料量。如果将流量增加到100%以上,将会有更多的材料挤出,导致过度挤出,而减少流量则会导致挤出不足。我们可以在“打印设置” > “实验”中找到这个设置。 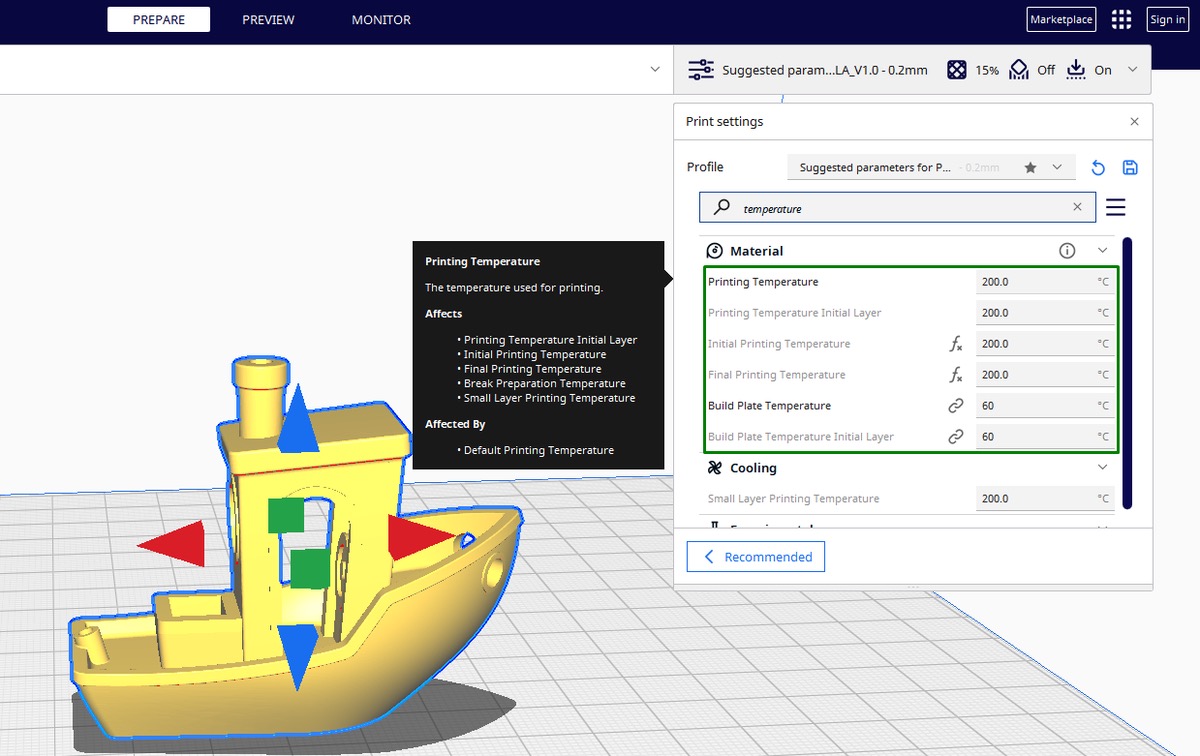
我们还可以使用适当的3D打印温度,因为温度也会影响挤出效果。若温度太低,材料可能无法充分加热,使得长丝难以顺利地通过喷嘴,导致挤出不一致。另一方面,过高的温度会导致耗材过于流动,造成过度挤出。我们可以在“打印设置"”> “材料”中正确设置温度。 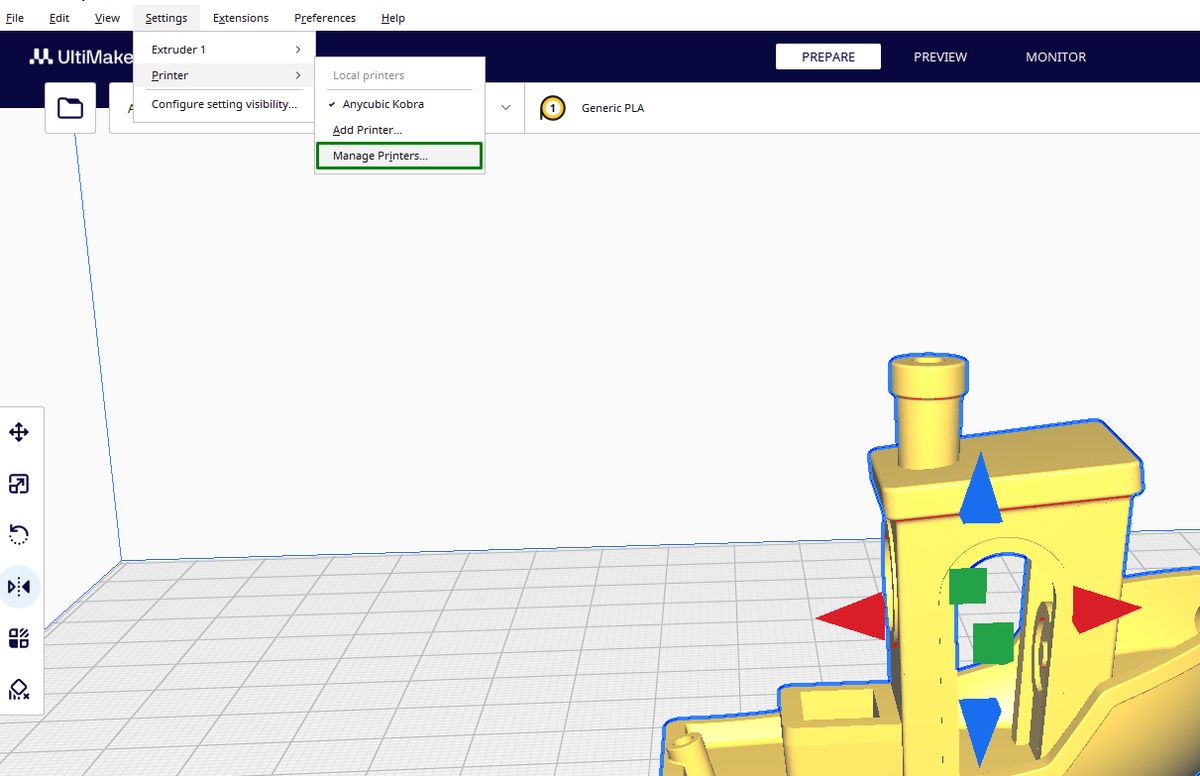
同时,如果切片软件中的喷嘴设置与3D打印机的实际喷嘴不一致,也会导致问题。您可以通过在“设置” > “打印机” > “管理打印机”中调整喷嘴设置来解决这个问题。 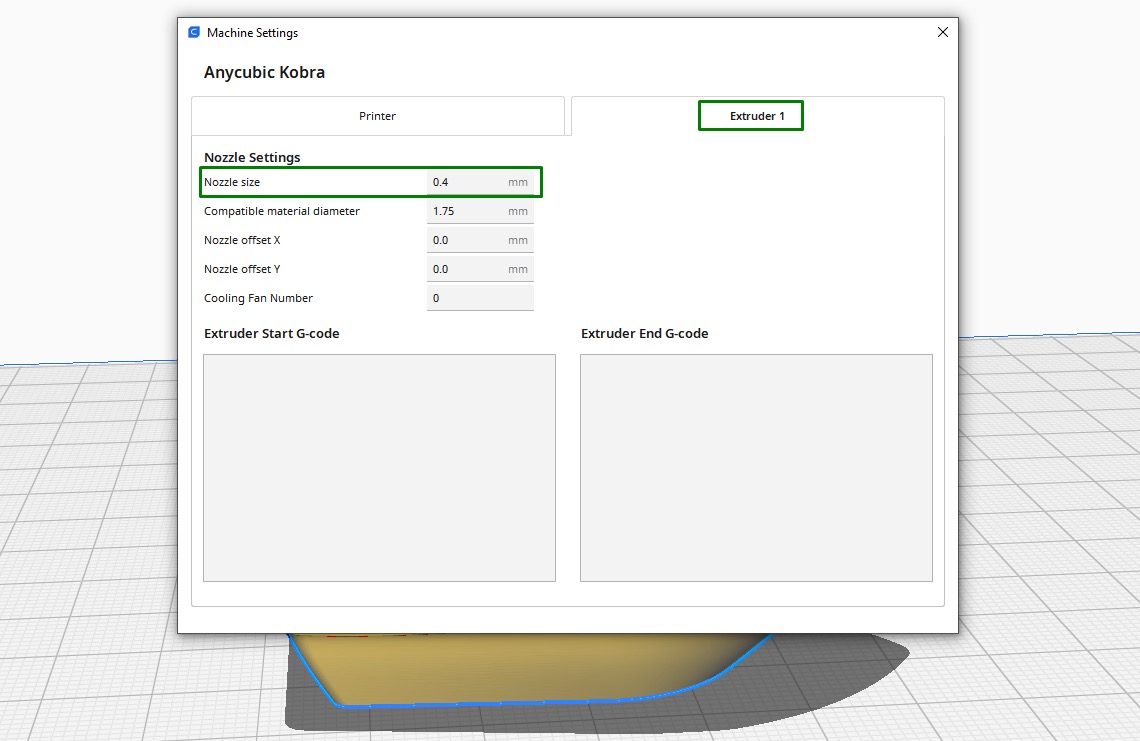
在打开的新窗口中,点击“设备设置”,然后选择“挤出机1”,您将看到可以更改喷嘴直径的选项。除了喷嘴尺寸,还要确保正确设置长丝直径,可以在“兼容材料直径”部分找到这个设置。 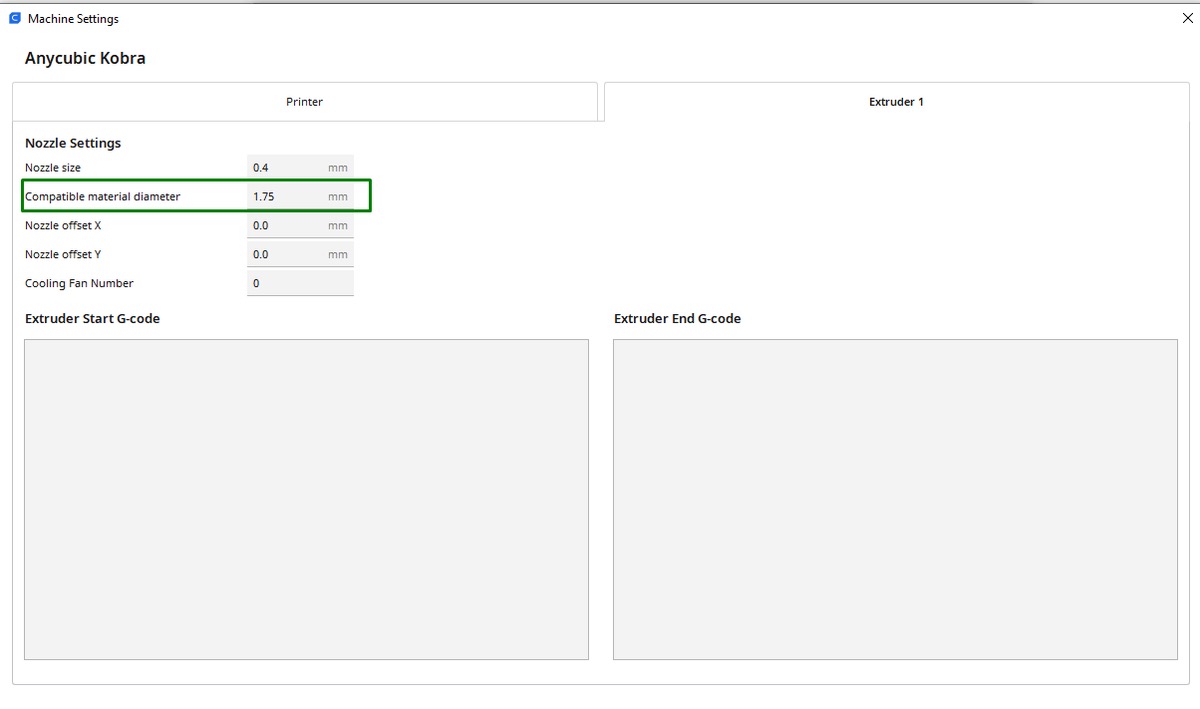
方法四:校准E-Steps 通过调整打印机的步进电机来确保准确挤出预期数量的耗材。具体来说,可以在打印机固件中修改步进电机的挤出设置,以确保每个步骤对应特定长度的耗材。 为了准确设置步进电机挤出的值,我们可以通过挤出一根小长丝,并测量实际挤出的长度。接着,您可以在打印机固件中修改E-steps值,直到挤出的尺寸与预设的长度一致为止。 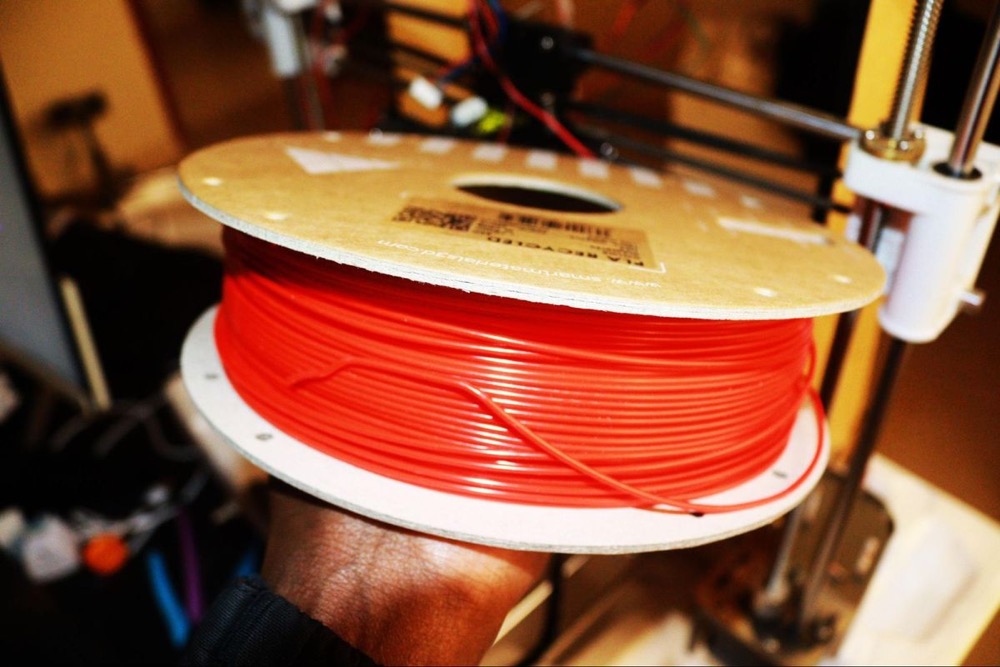
方法五:正确存放长丝 潮湿、劣质耗材都可能导致Z带问题,即使是较好的细丝。因此,需确保使用高质量且存放在干燥处的材料。潮湿的材料可能难以顺利挤出。同时,在热端加热时,耗材内的水分会转变为蒸汽,导致起泡和不规则挤出。因此,当存放长丝材料时,应置于干燥、密闭容器中,并添加干燥剂以防潮。湿润的细丝可用长丝烘干机进行干燥。另外,低质量长丝材料直径不一致可能导致不规则挤出速率和可见Z轴条带。需使用卡尺或长丝规测量丝径,确保与切片机设定的数值一致。还需检查细丝中是否有杂质,因为会堵塞喷嘴。 尽管这些问题不会对3D打印结构的完整性产生影响,但却会对最终输出的视觉效果产生不良影响。因此,我们需要特别关注并采取上述措施来修复这些问题。 (责任编辑:admin) |